
Технология производства электросварных прямошовных труб достаточно сложна. Предварительно у комбината производителя приобретается штрипс. Затем штрипс проходит входной контроль, проверяется химический состав стали, вес рулона, высота и толщина заготовки. С помощью 5-валковой правильной машины штрипс распрямляется.
Потом обрезаются кромки у штрипса, затем он помешается на стан, далее с помощью специальных обжимных механизмов формируется необходимый диаметр трубы. Далее в процесс вступает сварочный механизм, используется специальные высокочастотные импульсы 220 килогерц которые позволяют вести сварочный процесс с высокой скоростью.
Кромки заготовки расплавлены, обжимные станы в этот момент своим давлением, дают возможность получить хороший и надежный шов.
Затем снимается грат с целью повышения качественности шва, проводится охлаждение водой, производится калибровка, при необходимости трубы подвергаются термообработке, устраняется овальность труб и отрезается необходимая длина трубы.
Далее следует финишный визуальный осмотр продукции, проверка образцов гидравлическим испытанием и упаковка труб — пикетирование.
Более подробную информацию о производстве электросварных прямошовных труб и прочих испытаниях можно получить по этому видеоролику
Применение труб электросварных по ГОСТ 10704
Электросварные прямошовные трубы высоко ценятся своей универсальность и относительно небольшой ценой. Многие промышленные организации и строительные компании широко применяют электросварные трубы в различных видах деятельности.
- Трубопроводные системы — водопроводы, тепловые сети, газопроводы с маленьким давлением. При этом по трубопроводам из электросварной трубы можно передавать химически агрессивные жидкости и среды
- Металлоконструкции — ангары промышленные, легкосъемные бытовые и дорожные конструкции, ограждения, строительные леса и прочее.
- Хозяйственная деятельность – уличные скамьи, поручни, лестничные перила, остановки общественного транспорта, заборы, навесы и другие конструкции.
- Отдельные трубные элементы — отводы, переходы, тройники, сгоны
- Автомобилестроение – каркасы, рамы, детали
- Безусловно, электросварная продукция значительно уступает в своих технических характеристиках горячекатаным бесшовным трубам по ГОСТ 8732-78.
- Продукцию со швом нельзя использовать в ответственных магистралях для передачи нефти и газа, непозволительно применять такую продукцию там, где планируется высокое давление в трубопроводе.
- Если изначально прокладка трассы происходит в агрессивных средах, то нужно тщательно взвесить все возможные риски при использовании электросварной магистрали.
Основные параметры труб прямошовных электросварных по ГОСТ 10704-91
По регламенту 10704 устанавливаются размеры на сварные изделия, употребляемые сплавы по регламенту 10705,предельные отклонения от установленных стандартов продукции и выпускаемый сортамент труб.
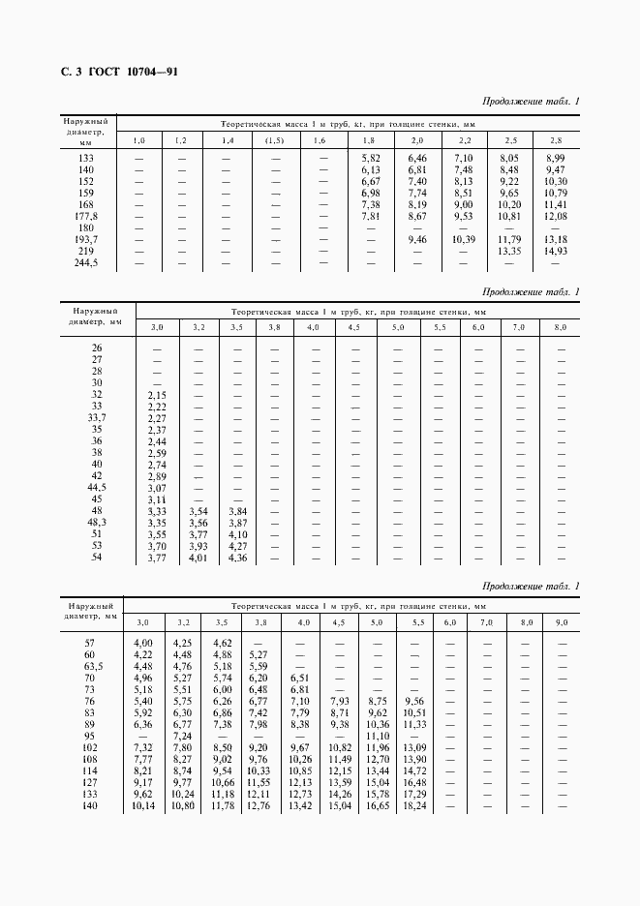
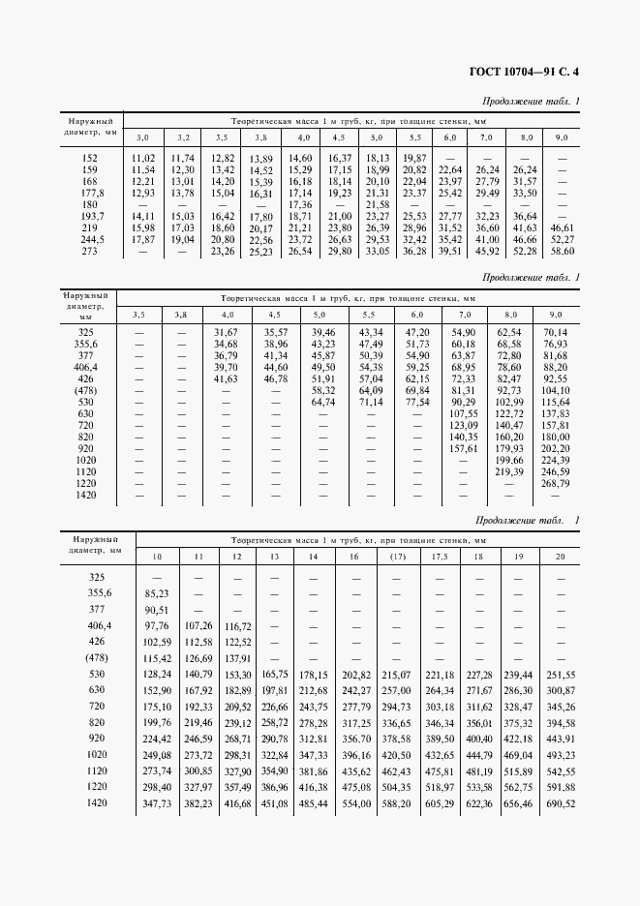
Диапазон сварных изделий начинается диаметром 10мм и заканчивается 1420мм. Подробнее можно посмотреть в таблице 1 в конце статьи. Толщины стенок производимой продукции представлены в пределах от 1 до 32 мм.
По своей длине продукция по ГОСТ производятся в двух вариантах;
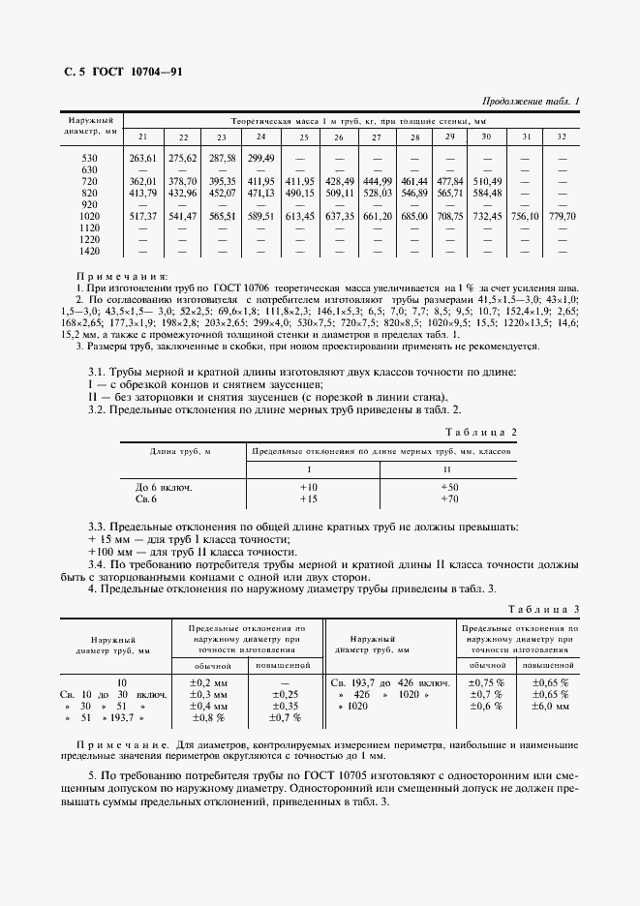
- мерная длина – если внешний диаметр меньше 70 мм, то длина будет от 5 до 9 метров, при внешнем диаметре продукции от 70 мм до 219 мм длина составит от 6 до 9 метров. При внешнем d 219 мм — 630 мм мерность будет 10-12 метров. Продукция, d которой > 630 мм выпускаются немерной длины.
- немерная длина: < 30 мм d длина не менее 2 метров, от 30 мм и до 70 мм – не < 3 метров, > 70 мм — длина трубы более 5 метров.
Так как шовная сварная конструкция изготавливается из листового штрипса, то отклонения по толщине стенки обычно минимальны, в среднем допустимы вариации в 10% от начального размера стенки в обе стороны.
Кривизна не может быть > 1,5 мм на погонный метр. Для трубной продукции, которую изначально планируют применять в ответственных строительствах как основной элемент конструкции, допускается кривизна не >1 мм на 1 метр продукции.
Овальность в зависимости от классов точности выпускаемой продукции не должна превышать 1процент наружного диаметра электросварной трубы.
Масса одного метра трубной продукции в теоретической таблице представленного сортамента начинается с 0,22 кг (сортамент 10х1) и заканчивается 1095 кг (сортамент 1420х32). Точный вес каждого типоразмера можно посмотреть в таблице 1 или рассчитать самостоятельно. Для этого нам необходимо знать диаметр продукции и толщину стенки. Применим следующую формулу:
Вес одного метра равен 3,14*(Д-С)*С*Р*П
Д — это диаметр, С-толщина стенки, Р — длина в метрах, П – плотность материала (постоянная величина кг/м3 она равна 7850)
Посчитаем для примера трубу 219*8 — 3,14*(0,219-0,008)*0,008*1*7850=41,6 кг. По таблице 1 вес одного метра такого сортамента заявлен как 41,63.
Важно знать, что у прямошовной продукции, выпущенной по ГОСТ 10706 масса одного метра больше на 1 процент, это происходить за счет заводского усиления сварного шва.
Государственный стандарт для труб диаметром от 10мм до 530 мм. Регламент 10705-80
Регламент 10705-80 дает полную информацию о сортаменте, мехсвойствах металла, хим составе металла. В такой продукции преобладают углеродистые качественные стали и сплавы с низкой легированностью.
По своим техническим характеристикам электросварные прямошовные трубы делятся на 4 категории:
- Группа А- нормы по механическим признакам. Используется 308 государственный регламент, стали КП (кипящая сталь) СП(спокойная сталь) и ПС(полуспокойная сталь) сталь1-сталь2-сталь3-сталь4
- Группа Б- нормирование свойств по химическим признакам, применяется регламент 9045, сталь 08Ю,также 380-94 государственный стандарт стали 1, ст 2, ст 3, ст 4, регламент 19381- стали с низкой легируемостью, с содержанием углерода менее 0,46 процента, регламент 1050 – используются стали 20,15,10,08 все спокойные стали, кипящие и полуспокойные. Также трубную продукцию по группе Б выпускают со сталью 22ГЮ, у этой стали следующий химсостав: Углерод — процентное отношение от 0,15 до 0,22, марганец — не менее 1,2 и не более 1,4%,кремний – процентное отношение от 0,15 до 0,3, хром не более 0,4 процента, алюминий и титан 0,3%. Сера до 0,01, фосфор и кальций до 0,02,азот до 0,012процента в сплаве.
- Группа В — выпущенные изделия по такой группе регламентируются уже как по мехсвойствам металла так и по химсоставу. Стали применяются такие же, как и в группе Б, еще используют сталь 08Ю по регламенту 9045 и низколегированную сталь 22ГЮ с тем же химическим составом
- Группа Г – такая группа обязательно регламентируются гидроиспытаниям
Сварные трубы категории — А, Б, В всегда подвергаются полному контролю неразрушающими методами.
Требования к внешнему виду электросварной трубы
На продукции, произведенной по регламенту 10704-91 не допустимы трещины, рванины, плёны и фрагменты закатов. При термообработке на поверхности допустимо появление пленок окисных, при этом присутствие окалин строго запрещено.
В тех случаях если следы подчистки, небольшие риски, мелкие забоины, рябь на поверхности, примятости не выводят за регламентированные допуски по геометрии трубной продукции и за размеры ее стенки, то они могут присутствовать в готовом изделии.
Сварочный шов и зона вокруг шва должны обязательно проходить зачистку. В случае непровара шва у трубы необходимо устранить такую недоработку.
Для кромок продукции допустимы смещения к толщинам стенок, но не свыше десяти %. Для электросварных изделий диаметров свыше 159 мм смещение возможно до двадцати процентов по отношению к величине стенки
По регламенту 10705 на прямошовной электросварной продукции диаметром свыше 57мм разрешено присутствие одного поперечного шва. По согласованию с покупателем допускается присутствие одного поперечного шва на продукции d < 57 мм.
Если предварительно термообработанные изделия подверглись сварочным ремонтным работам, то следует вторично провести обработку аналогичной методикой. Наружный грат на поверхности изделия необходимо полностью удалять.
При тщательной зачистке все заусеницы удаляются с поверхности трубы. Трубы обрезаются под прямым углом.
Марки стали и их применение в электросварной продукции
- При производстве изделий по ГОСТ 10704 используют следующие марки стали:
- Сталь 10-конструкционый углеродистый качественный сплав, хорошие характеристики на высокую температуру — до плюс 350 Цельсия, свариваемость без ограничений
- Сталь 20- конструкционный углеродистый качественный сплав, температуры — до плюс 350 по Цельсию, сварка без ограничений, несклонна к отпускной хрупкости
- Сталь 17Г1С- низколегируемая для сварных конструкций, качественная кремнемарганцовистая, диапазон температур от минус 45 до плюс 475 градусов, хорошо сваривается
- Сталь 09Г2С — легированная для сварных конструкций, рабочий диапазон температур от минус 70 до плюс 425 градусов под давлением. Сварка без ограничений
- Сталь 13хфа — конструкционная легированная, отличается хорошей коррозийной защитой, стойкость к водородным трещинам и сульфидному растрескиванию, хладостойкая, Сварка без ограничений
Сталь 09ГСФ- повышенной коррозийной стойкости, хладостойкая,рабочий диапазон от минус 60 до плюс 40 градусов. Стойкость к образованию водородных трещин и сульфидных растрескиваний. Сварка без ограничений.
Сталь 10Г2ФБЮ- сталь легированная для сварных конструкций. Используется в магистралях нефти и газа.Сварка без ограничений.
Все стали легкосвариваемые, есть большой выбор низколегированных и коррозийностойких видов. Стали способны работать в агрессивных средах при транспортировке нефти и газа, химической продукции.
Выпуском электросварных труб по ГОСТ занимается большое количество предприятий в России, начиная от небольших частных фирм заканчивая крупными промышленными комплексами.
- При выборе изготовителя стоит обратить внимание на организации с долгой и успешной историей работы на рынке, на техническую оснащенность и своевременную модернизацию оборудования.
- Очень важно что бы на предприятиях выпускающих металлические изделия строго следили за техникой безопасности при сварочных работах. Ну и конечно же приоритетны организации которые предлагают большой сортамент продукции и хорошие объемы производства
- Приобретая партию прямошовной электросварной продукции по ГОСТ 10704-91 необходимо попросить предоставить сертификат соответствия или технический паспорт на регламентацию, в нем должны быть указаны все необходимые данные:
- Название;
- Марка стали;
- Хим состав металла;
- Где можно использовать продукцию;
- Параметры изделия;
- Метод производства;
- Страна производитель;
- Основной стандарт или применяемый регламент;
- Поставщик листового штрипса.
Источник:
Труба электросварная что это такое
Главная › Инструменты
Прямошовная труба из особенности
Сварные прямошовные трубы по ГОСТу 10704 91 и 10705-80 представляют собой металлоизделия, сваренные из металлических штрипсов. Производство данного типа изделий включает такие этапы как формование заготовок из листового проката и сваривание их в единое целое.
Технические и эксплуатационные характеристики изделия во многом определяются качеством применяемого металла и разработкой сваривания подробностей. Рассмотрим подробнее, что собой воображают металлоизделия, изготовленные по ГОСТ 10704 91.
Главные характеристики
Прямошовная электросварная труба — это цельнометаллическое изделие с круглой либо прямоугольной формой поперечного сечения, изготавливаемое сугубо в заводских условиях на особом прокатном оборудовании. Производство изделия осуществляется при помощи скатывания листовой стали в заготовку, которая проваривается способом прямого стыка.
В соответствии со методом формования заготовки прямошовные трубы подразделяются на следующие разновидности:
- холоднодеформированные,
- горячедеформированные,
- холоднокатанные,
- холоднотянутые.
- Сварной шов имеет продольное направление, что снабжает оптимальные прочностные параметры.
- Принципиально важно: Трубы, сваренные таким способом, не предусматривают возможность механического сгибания, поскольку это может привести к их растрескиванию либо сминанию с потерей начальной конфигурации и прочностных свойств.
- При изготовлении электросварных труб используется углеродистая и низкоуглеродистая сталь спокойных, полуспокойных и кипящих марок Ст1, Ст2, Ст3, Ст4, 08Ю и 22ГЮ.
- Оптимальные прочностные свойства изделия будут обеспечены при содержании в стали:
- углерода — не более 0,25 %,
- серы — 0,056%,
- фосфора — 0,046%.
В соответствии с типом и маркой применённой стали прямошовные металлоизделия подразделяются на следующие типы:
- СП — модификация из спокойной стали,
- ПС – модификация из полуспокойной стали,
- КП – модификация из кипящей стали.
Принадлежность к одной из перечисленных выше категорий указывается в маркировке, нанесённой на поверхность труб либо упомянутой в сопроводительной документации.
Прямошовные электросварные трубы из низколегированной и углеродистой стали, диаметр которых образовывает 10-530 мм, подразделяются на следующие группы:
- с нормированным химическим составом,
- с нормированными механическими свойствами,
- с нормированными химическим составом и механическими свойствами,
- с нормированным испытательным гидравлическим давлением.
Использование перечисленных выше марок стали не может обеспечить готовому изделию достаточную устойчивость к коррозийным процессам.
Как раз исходя из этого, готовые трубы до либо по окончании проведения монтажных работ подвергаются особой обработке, которая содержится в применении особых защитных составов либо в нанесении классических лакокрасочных материалов (ЛКМ). (См. кроме этого статью Защита от коррозии металлических труб: изюминки.)
Отдельная категория — это оцинкованная сварная труба, для производства которой используется углеродистую сталь марок 10, 20, 35, 45 и 15ХМ. Такие металлоизделия смогут употребляться по своему назначению с минимальной антикоррозийной обработкой либо по большому счету без нее.
Готовые изделия, независимо от марочности применённых производственных материалов, должны выдерживать долгосрочное рабочее давление не более 16 Мпа. Это свойство во многом определяет сферу применения сварных прямошовных труб.
Сфера применения
Сортамент электросварных прямошовных труб, представленный на рынке, отыскал широкое использование в нефте- и газоперерабатывающей и добывающей индустрии в соответствии с требованиями, изложенными в ГОСТ 20295-85. С применением этих изделий строятся трубопроводы, как с внешним, так и с заглубленным размещением. (См. кроме этого статью Система канализации: изюминки.)
Принципиально важно: Толщина стенок трубопровода с подземным размещением должна быть равна не меньше 3 мм. Наземные либо надземные трубопроводы изготавливаются из труб с толщиной стены не более 2 мм.
Главная сфера применения прямошовных труб выбрана неслучайно, поскольку эти изделия владеют следующими отличительными качествами:
- Простота проведения сварочного соединения при исполнении ответвлений, угловых и торцевых стыков, при монтаже запорной арматуры и т.д.
- Довольно малый вес в сравнении с другими изделиями из тёмных металлов и, как следствие, удешевление и простота транспортировки монтажных работ.
- Приемлемая цена, что положительно отражается на себестоимости трубопровода в целом.
- Устойчивость к осадкам и другим негативным действиям факторов окружающей среды (при условии предварительного проведения антикоррозионной подготовки).
- Возможность эксплуатации фактически во всех климатических поясах без ущерба для целостности сварных трубопроводов и швов в целом.
Очевидно, сфера применения сварных прямошовных труб не исчерпывается постройкой нефте-и газопроводов, поскольку такие изделия характеризуются универсальностью применения.
В соответствии со сферой применения, эти трубы подразделяются на следующие классы:
- 1 класс — укомплектован изделиями, предназначенными для транспортировки жидкой и газообразной среды под маленьким давлением. Кроме этого, такие трубы везде употребляются при устройстве строительных аналогичных металлоконструкций и лесов, на каковые выясняется низкая механическая нагрузка.
- 2 класс – используется в основном при постройке нефте-, газо- и водопроводов. Кроме этого использование металлоизделий, соответствующих этому классу, распространяется на оснащение фирм химической индустрии.
- 3 класс – используется в химической и пищевой индустрии. Отличительной изюминкой таких изделий есть устойчивость к большим температурам и к избыточному кратковременному давлению.
- 4 класс – такие трубы употребляются в основном для разведки газовых и нефтяных месторождений.
- 5 класс – есть оптимальными решением для сборки металлоконструкций, востребованных в машиностроительной и вагоностроительной индустрии. Реже такие трубы используются на стройплощадках для сборки своими руками строительных лесов либо каркасов для возведения многих строительных объектов.
- 6 класс – используется только в машиностроительной отрасли.
Главные типоразмеры
приобретения и Инструкция выбора электросварных труб как и другого металлопроката зависит от типоразмеров. Рассмотрим стандартные сочетания диаметров и длин, каковые используются отечественными производителями.
Продукция с немерной длиной:
- От 2 метров и более при диаметре поперечного сечения до 30 мм,
- От 4 метров и более при диаметре 30-70 мм,
- От 5 метров и более при диаметре не меньше 152 мм.
Продукция с мерной длиной:
- 5-9 метров при диаметре не более 70 мм,
- 6-9 метров при диаметре 70-219 мм,
- 10-12 метров при диаметре не более 426 мм.
Помимо этого, производится электросварная металлическая труба кратной длины, кратность которой больше 250 мм.
Вывод
Сейчас вы понимаете, что собой воображают прямошовные трубы, как они изготавливаются и для каких целей используются. Остались какие-либо вопросы требующие пояснений? Больше нужной информации вы сможете отыскать, взглянув видео в данной статье.
Загрузка…
Электросварная труба – характеристики и область применения
На современных предприятиях используется множество разнообразных материалов, отличающихся как своими характеристиками, так и предназначением. К таким материалам относятся, в частности, сварные трубы круглого и квадратного сечения.
Разнообразие электросварных труб
Область применения труб электросварного типа
Качеством, за которое особенно ценится труба электросварная, является исключительная универсальность ее применения.
Это в первую очередь касается изделий круглого сечения, которые успешно используются промышленными предприятиями и строительными организациями, а также при монтаже трубопроводов, производстве мебели и создании интерьеров современных жилых и коммерческих помещений. Кроме того, электросварная труба часто применяется в качестве расходного материала для производства различных изделий.
О том, насколько широко распространены трубы подобного типа, можно судить по тому, что они встречаются практически повсеместно: ограждения зданий и территорий, перила лестниц, навесы, козырьки и остановки общественного транспорта, уличные скамейки и др.
О высоком качестве, которым обладают трубы стальные электросварные прямошовные, свидетельствует и тот факт, что их успешно используют для монтажа трубопроводов, по которым транспортируются химически агрессивные жидкости и среды, нагретые до высокой температуры.
Классификация электросварных труб по типу шва
Электросварные трубы в зависимости от характеристик шва могут быть двух типов:
- со сварным швом, который выполняется параллельно их оси (поскольку швы у таких труб расположены по прямой линии, то и название они получили соответствующее – прямошовные электросварные стальные трубы);
- со сварным швом, выполненным по винтовой линии (такие трубы называют спиралешовными).
Труба электросварная прямошовная
Наибольшее распространение из-за простоты изготовления (а соответственно, экономичности) получили электросварные изделия прямошовного типа. При помощи спиральных сварных швов, как правило, изготавливают трубы большого диаметра.
Трубные изделия с любыми типами швов подразделяются по способу обработки материала, используемого для их изготовления. Так, в зависимости от этого параметра среди электросварных труб выделяют:
- холоднодеформированные, то есть изготовленные из листового металла, который получен способом холодного деформирования;
- горячедеформированные, для изготовления которых используются металлические листы, дополнительно подвергнутые горячей деформации.
Следует отметить, что горячедеформированные изделия отличаются более высокой стоимостью, что делает их применение менее выгодным.
Труба стальная электросварная спиралешовная
Технология производства
Технологический процесс, по которому изготавливают трубы электросварного типа, состоит из целого ряда операций. Он достаточно сложный, трудоемкий и занимает много времени. Чтобы труба электросварная приобрела свой законченный вид, ее сворачивают из полосы легированной стали (штрипс), которая была предварительно изготовлена способом холодной или горячей деформации.
Для изготовления качественных и надежных труб разного диаметра преимущественно применяется радиочастотная сварка, позволяющая, ко всему прочему, выполнять процесс соединения металла с достаточно большой скоростью.
При таком методе сварки через предварительно свернутую заготовку пропускают токи высокого напряжения, которые и способствуют быстрому разогреванию ее кромок. Для того чтобы на месте разогретых и расплавленных кромок заготовки сформировался надежный сварной шов, их прижимают друг к другу под большим давлением.
С целью получения из стальной полосы (штрипса) заготовки для электросварной трубы требуемого диаметра применяются специальные обжимные станы.
Данная технология, по которой на специализированных предприятиях изготавливают трубы стальные электросварные прямошовные и спиралешовные, позволяет не только получать на выходе качественную и надежную продукцию, но и обеспечивать ей привлекательный внешний вид (сварной шов на таких изделиях почти незаметен).
Технологический процесс производства сварных труб
Особенности выбора электросварных труб
Все электросварные трубы необходимо оценивать не только по основным техническим характеристикам и составу используемого металла, но и еще по одному важному параметру – мерности.
Этот параметр характеризует длину готового изделия, которая может быть фиксированной (мерные трубы), или находиться в оговоренном диапазоне (немерные трубные изделия).
Отраслевой стандарт предусматривает следующую классификацию труб по их длине.
Немерные
- при диаметре трубы до 30 мм ее длина начинается с двух метров;
- диаметр 30–70 мм – не менее 3 метров;
- диаметр 70–152 мм – не менее 4 метров;
- диаметр более 152 мм – не менее 5 метров.
Мерные
- диаметр до 70 мм – 5–9 метров;
- диаметр 70–219 мм – 6–9 метров;
- диаметр 219–426 мм – 10–12 метров.
Труба стальная электросварная прямошовная тонкостенная
Между тем электросварные стальные трубы (как прямошовные, так и спиралешовные) могут производиться любой длины, если это предварительно согласовано с заказчиком.
При выборе электросварных труб не менее важно учитывать не только их основные характеристики, но и тип среды, которая по ним будет транспортироваться (жидкая или газообразная), а также степень ее агрессии. Эти факторы влияют на выбор трубных изделий по составу и, соответственно, по свойствам материала, который был использован для их изготовления.
Трубы электросварного типа, отличающиеся исключительной универсальностью, наиболее активно используются для решения следующих задач: транспортировка воды, нефти, газа и других сред с той или иной степенью агрессивности, создание различных конструкций в строительной сфере. Поскольку важнейшим требованием к строительным конструкциям является их жесткость и прочность, в данной сфере применяются трубы преимущественно квадратного сечения.
Электросварная труба с теплоизоляцией для горячего водоснабжения
Изготовлением электросварных труб сегодня занимается множество предприятий, которые могут быть как крупными государственными промышленными комплексами, так и небольшими частными компаниями.
Однако на каком бы предприятии ни производились такие изделия, обеспечить их высокое качество, герметичность и надежность смогут только квалифицированные и опытные специалисты, работающие на современном оборудовании.
Очень важно также, чтобы на таких предприятиях соблюдались все необходимые меры безопасности: сварка, с помощью которой производят такие трубы, является технологическим процессом повышенной опасности.
Выбирая поставщика труб электросварного типа, лучше обращать внимание на крупные и уже зарекомендовавшие себя компании.
Только такие предприятия, оснащенные современным оборудованием и технологической оснасткой, а также укомплектованные штатом квалифицированных специалистов, способны обеспечить не только высокое качество предлагаемой продукции, но и ее оперативные поставки в требуемых объемах.
Трубы бесшовные: как делают цельнотянутые стальные трубы, производство, изготовление
Стальные бесшовные изделия – востребованный в промышленности и строительстве формат металлопроката. Главное преимущество таких изделий заключается в отсутствии продольных и спиральных швов.
За счет цельного корпуса они превосходят по прочности сварные аналоги и металлический профиль. Это позволяет использовать их в особо ответственных трубопроводах для транспортировки агрессивных жидкостей под большим давлением. трубы незаменимы при возведении монолитно-каркасных конструкций, успешно применяются в машиностроении, в различных отраслях народного хозяйства.
Технология производства трубных изделий осуществляется на прокатном оборудовании в соответствии с отечественными и международными стандартами.
Различают два основных типа труб:
- горячедеформированные;
- холоднодеформированные.
Горячекатаные трубы производят путем волочения цельнолитых заготовок на прокатных станах при температуре 900-1200 градусов. Изделия получаются с толстыми стенками и сравнительно большими отклонениями от размеров и формы.
Холоднокатаные изготавливают на таком же оборудовании, но при температурах от 450 градусов и выше, в зависимости от характеристик стали. Они превосходят горячедеформированные изделия по показателю прочности, точности размеров, качеству поверхности и могут иметь очень тонкие стенки.
Классификация бесшовных труб по основным параметрам
Трубы различаются размерами, прочностными характеристиками, химическим составом. В соответствии с ГОСТами изделия подразделяются на несколько разновидностей.
По точности изготовления:
- стандартной точности;
- повышенной точности (прецизионные).
По толщине стенок:
- тонкостенные;
- особо тонкостенные (толщина стенок менее 2,5% от внутреннего диаметра);
- толстостенные;
- особо толстостенные (стенки толще внутреннего диаметра).
По длине:
- мерные (от 4,5 м до 9 м);
- немерные (от 1,5 до 12 м);
- кратные мерной длине.
По размерам внутреннего и внешнего диаметра:
- малый диаметр (до 114 мм);
- средний диаметр (от 114 мм до 480 мм);
- крупный диаметр (от 480 мм до 2500 мм).
- По маркировке: А – трубы с нормируемыми (жестко заданными) механическими параметрами;
- Б – с нормируемым химическим составом;
- В – с нормируемыми химическими и механическими характеристиками;
- Г – изделия, подлежащие выборочному контролю для подтверждения механических и химических свойств;
- Д – изделия, подлежащие гидравлическим испытаниям для подтверждения прочностных показателей.
Изготовление стальных труб: основные методы
Трубы из стали делают несколькими способами.
Скользящие опоры под трубу для защиты трубопроводов
Самыми распространенными вариантами изготовления являются:
- электросварный с прямым швом;
- электросварный со спиральным швом;
- горячедеформированный без шва;
- холоднокатаный без шва.
Выбор подходящего способа обработки металла зависит от качества сырья и оборудования, имеющегося в наличии у производителя.
Отдельным стандартом регламентируют водогазопроводные трубы. Однако это происходит не потому, что для этого материала существует особый способ изготовления, а только исходя из области применения.
По сути, трубы такого типа представляют собой универсальное электросварное изделие с прямым швом. Обычно такой вид применяют в системах коммуникаций с умеренным давлением.
Как делают электросварные прямошовные изделия?
Свернутый в плотный рулон стальной лист (штрипс) разматывают и режут на продольные полосы нужной длины и ширины. Полученные фрагменты сваривают в бесконечную ленту, обеспечивая таким образом непрерывность в производстве.
Затем ленту деформируют в вальцах и превращают заготовку в изделие круглого сечения с открытыми краями. Соединительный шов проваривают дуговым способом, индукционными токами, плазмой, лазером или пучками электронов.
Шов на стальной трубе, выполненный в среде инертного газа вольфрамовым электродом (действующий элемент электродуговой сварки), довольно прочен и долговечен. Однако обработка занимает длительное время. Сварка труб высокочастотными индукционными токами осуществляется почти в 20 раз быстрее, поэтому и цена на такие изделия всегда значительно меньше
После всех манипуляций круглую стальную трубу калибруют в вальцах и проводят деликатный неразрушающий контроль прочности и целостности шва ультразвуком или вихревыми токами. Если в процессе тестирования погрешности не обнаружены, заготовку раскраивают на фрагменты запланированной длины и отправляют в складское помещение.
Производство электросварных спиральношовных типов
Производство стальных спиралешовных труб происходит по тому же принципу, что и прямошовных, только для изготовления продукции применяют более простые механизмы. Главная разница заключается в том, что раскроенную стальную ленту с помощью вальцов сворачивают не трубкой, а спиралью. Это обеспечивает высокую точность соединения на всех этапах.
На трубах со спиральным швом при возникновении аварийной ситуации не образуется магистральная продольная трещина, признанная специалистами наиболее опасной деформацией любой коммуникационной системы
Спиральный шов считается более надежным и наделяет трубу повышенной прочностью на разрыв. К недостаткам относится увеличенная длина шва, требующая дополнительных расходов на сварочные материалы и большего количества времени для соединения.
Изготовление горячедеформированных бесшовных изделий
В качестве заготовки для создания бесшовной (цельнотянутой) стальной трубы методом горячей деформации используют монолитную заготовку цилиндрической формы.
Ее при высокой температуре раскаляют в промышленной печи и прогоняют через прошивной пресс. Агрегат превращает изделие в гильзу (полый цилиндр), а последующая обработка несколькими вальцами придает элементу нужную толщину стенок и подходящий диаметр.
Толщина стенки трубного материала из стали, изготовленного путем горячего деформирования, достигает 75 мм. Трубы такого качества используют в сложных эксплуатационных условиях и в коммуникационных системах, где прочность и надежность являются основным приоритетом
На последнем этапе горячую трубу из стали остужают, раскраивают по заданным параметрам и передают на склад готовой продукции.
Особенности выпуска холоднодеформированных труб
Начальный этап процесса изготовления бесшовных стальных труб методом холодного деформирования идентичен «горячему» варианту. Однако после прогонки через прошивной стан гильзу сразу же остужают и все остальные операции проводят в холодной среде.
Когда труба полностью сформирована, ее обязательно отжигают, сначала прогревая до температуры рекристаллизации стали, а потом снова остужая. После таких мероприятий повышается вязкость структуры, а сам металл покидают неизбежно возникающие во время холодной деформации внутренние напряжения.
Из стальных труб, произведенных методом холодного деформирования, можно проложить коммуникационную систему высокой надежности, в которой риск протечек будет сведен к минимуму
Сейчас на рынке представлены бесшовные холоднокатные трубы, имеющие стеночную толщину от 0,3 до 24 мм и диаметр 5 – 250 мм. К их достоинствам относятся высокий уровень герметичности и способность выдерживать высокое давление.
Области применения
Прочность и долговечность продукции позволяет использовать металлические заготовки в разных сферах производства и коммунально-бытового обслуживания.
Бесшовные трубы применяют для строительства:
- автомобилей;
- сельскохозяйственной техники (тракторы, погрузчики, краны, комбайны);
- самолетов и авиамоделирования;
- военной техники;
- разных видов судов и т.д.
Продукция необходима при монтаже водопроводных путей, гидравлических систем, для прокладывания газопроводных труб, в сферах добычи и переработки нефтепродукции, на химических производствах, энергетических комплексах, в тяжелой промышленности и т.д.
Толстостенные модели применяются в комплексах с высокими показателями давления, для возведения опорных конструкций, выдерживающих большие нагрузки (каркасы, армирующие решетки и т.д.).
Стандарты и размеры труб из стали
Для труб из стального металлопроката существуют специальные стандарты и ГОСТы. Эти параметры описывают способ изготовления изделия, его базовые размеры, сечение и толщину стенки. Ориентируясь на эту информацию, определяется область использования той или иной детали.
Параметры для сварных изделий с прямым швом
Производство электросварных труб с прямым швом регламентирует ГОСТ 10704-91. Согласно его информации наружный диаметр изделия составляет 10-1420 миллиметров, а толщина стенок варьируется от 1 до 32 миллиметров.
Арматура, не превышающая в диаметре 426 миллиметров, имеет мерную и немерную длину. В особых случаях изготовляются трубы с более прочным, усиленным швом, но для них существует отдельный особый стандарт – ГОСТ 10706.
Стальные электросварные трубы с прямым швом – универсальный материал с широчайшим спектром применения. Достойное качество и невысокая цена делают их использование актуальным как на крупномасштабных объектах, так и в быту
Трубы такого типа наиболее часто используют для прокладки технологических коммуникационных систем с умеренным давлением и создания практичных, удобных и легких металлоконструкций разного назначения.
Регламент для электросварных спиральношовных труб
Производство электросварных труб со спиральным швом осуществляется согласно ГОСТ 8696-74. Наружный диаметр таких изделий составляет 159-2520 миллиметров, толщина стенок колеблется от 3,5 до 25 миллиметров, а длина бывает 10-12 метров.
Электросварные трубы со спиральным швом стоят дороже своих прямошовных аналогов. Однако, затраты вполне оправданы, особенно, если в системе требуется безупречно точное, идеальное соединение
Трубы, сделанные таким способом, отличаются большей выносливостью и обладают способностью выдерживать высокое давление. Стандарт позволяет использовать их как в бытовых целях, так и в промышленных, для создания надежных, герметичных и эксплуатационно устойчивых коммуникационных систем.
Требования к бесшовным изделиям горячего деформирования
Стандарты для бесшовных горячедеформированных труб описаны в ГОСТе 8732-78. Толщина их стенок составляет 2,5-75 миллиметров, а диаметр варьируется от 20 до 550 миллиметров. По длине, как мерной, так и немерной, размер колеблется от 4 до 12,5 метров.
Бесшовные трубы, изготовленные посредством горячей деформации, в быту практически не применяются. Чаще всего их используют для промышленных систем с повышенными требованиями к надежности и герметичности
Трубы такого типа применяют для транспортировки высокотоксичных веществ для химических производств. Отсутствие шва гарантирует невозможность образования утечки и попадания вредных веществ в землю или атмосферу.
Способность легко выдерживать постоянное высокое давление делает бесшовные трубы актуальными для нефтеперерабатывающей и газовой промышленности.
Стандарты для холоднодеформированных бесшовных труб
Стальные холоднокатные трубы изготовляют по ГОСТ 8734-75. Внешний диаметр арматуры варьируется от 5 до 250 миллиметров, а толщина стенок составляет 0,3-24 миллиметра. Продукцию производят немерной длиной от 1,5 до 11,5 метров и мерной длиной от 4,5 до 9 метров.
Толстостенные бесшовные холоднокатные стальные трубы используются так же, как и горячедеформированные. А тонкостенные наиболее часто применяются там, где необходимо сочетание безупречной прочности и малого веса (авиапромышленность, судостроение и пр.)
Бесшовные стальные трубы, созданные методом холодной деформации, демонстрируют высокую прочность, эксплуатационную устойчивость и надежность в течение всего периода использования.
Особенности и характеристики водогазопроводной продукции
Газо- и водопроводные трубы производят по регламенту ГОСТ 3262-75. В отдельный стандарт этот вид металлопроката выделяют только из-за более узкой области применения.
Наружный диаметр изделия составляет 10,2-165 миллиметров, а толщина стенок колеблется в пределах 1,8-5,5 миллиметров. Диапазон размеров для немерной и мерной длины одинаков – от 4 до 12 метров.
Водогазопроводные трубы в основном используются по прямому назначению: для организации водопроводных и газовых коммуникационных систем. Иногда их применяют для создания легких конструкций или используют в мебельной промышленности для изготовления стильных предметов интерьерного декора
Стандарт предусматривает производство не только обычных, но и оцинкованных водогазопроводных труб.
Классификация
Трубы стальные бесшовные разграничиваются классификациями по:
- методу производства;
- температурным параметрам;
- способу раскройки и т.д.
По виду сечения модели подразделяются на:
- круглые;
- овальные;
- квадратные;
- прямоугольные;
- трапециевидные и т.д.
Классификация по длине включает изделия:
- мерные;
- немерные;
- кратные какой-либо мерной длине.
Наиболее распространена классификация металлической продукции на произведенную методом холодного либо горячего проката.
В длину трубы холодной обработки стандартно выпускаются 4,5-9 м. Параметры толщины стали изделий варьируются от 8 мм.
Горячекатаные конструкции выпускаются с сечением 25-700 мм, с толщиной стали в зависимости от функционального назначения 2,5-75 мм. Трубы цельнотянутые бесшовные создаются из отлитых заготовок, обеспечивающих высокую прочность.
Материал
Основа стальных труб – легированная сталь. Этот сплав бывает в листах (толщиной до пятидесяти миллиметров) или в рулонах, в виде стальной ленты. Изготовление труб из этого материала связано с техническими характеристиками стали:
- прочность высокого уровня;
- возможность выдержки значительного давления;
- низкий коэффициент линейного расширения.
Наряду с положительными характеристиками у стали выделяют и отрицательный момент – низкую коррозийную устойчивость. Чтобы продлить срок эксплуатации стальных труб, их подвергают антикоррозионной обработке: пассивной (использование спецоболочек для наружных и внутренних частей труб) и активной (электрозащита).
Трубная металлургическая компания использует следующие марки стали.
| Марка стали | Тип труб |
| ст3, ст10-20, ст17г1с-у (углеродистые) | Производство сварных труб (для универсального назначения) широко применяет такие материалы |
| ст20-10 | Горячекатанные без швов |
| ст20 | Холоднодеформированные |
| 08Х18Н10Т, 12Х18Н12Т, 12Х18Н10Т (стойкие к коррозии) | Изделия для химической и энергетической промышленности |
| 08Х18Н10Т, 12Х18Н10Т, 08Х18Н12Т | Нержавеющие центробежнолитые (для среды с агрессивными характеристиками) |
Маркировка стальной трубы говорит специалисту о зашифрованной в буквенно-цифровых обозначениях информации о том, кто производит изделие (или товарном знаке), о размерах трубы и марке стали.
Сталь, применяемая для создания труб, по уровню содержания углерода бывает с его низким, средним и высоким содержанием. По этому показателю (и многим другим) составляются качественные характеристики труб.
Сталь с высоким содержанием углерода ведет к особой прочности труб, но при этом уменьшаются характеристики эластичности и устойчивости к холоду, поэтому такие изделия нежелательно использовать в условиях низких температур.
Легирующие элементы, входящие в состав материала для стальных труб, может значительно повлиять на увеличение прочности при условии процентного их содержания не более 2,5 процентов. Изделия из низколегированной стали дороже, но прочнее и менее подвержены коррозии. Они прослужат намного дольше, чем те, у которых высокое содержание легирующих элементов.
Популярны коллекторы из нержавеющей стали, отличающейся высокой коррозионной стойкостью.
Бесшовные горячедеформированные
Трубный завод может обойтись без сварки, применяя бесшовный метод.
Заготовки в форме цельных цилиндров разогревают в печи, затем при помощи прошивного пресса они становятся цилиндрами с полостью внутри.
Полученные гильзы вытягивают в горячем виде, применяя вальцы, до нужного размера. Стенки трубы и диаметр приобретают заданные параметры. После остывания трубы делается резьба по длине и складирование.






