Принцип действия торцевателя для металлических труб
Задача торцевателя труб – минимизировать зазоры, которые неизбежно получаются при подгонке торцов вручную, а также придать сварному соединению достаточную эстетичность.
Известно, что при соединении и врезке стальных труб, в зависимости от угла их взаимного наклона и диаметра кривая взаимного сопряжения может быть параболой, дугой или даже прямой.
Поэтому аналитическим расчётом выполнить удачное сопряжение очень сложно.
Проблему можно решить пространственным 3D-моделированием, используя известные программы КОМПАС или AutoCAD, однако на практике поступают иначе.
В серийном производстве торцевание труб производят при помощи фрезерного станка, оснащённого делительной головкой. Метод точен, однако требует наличия соответствующего оборудования, которое не всегда имеется в распоряжении домашнего мастера. В то же время, располагая мощной дрелью по металлу (от 1000 Вт) и корончатой фрезой, можно быстро отпрофилировать торец любой трубы.
Промышленные варианты таких приспособлений в специальной литературе именуются tube notcher (прорезатели пазов, хотя способны выполнять и криволинейные контуры).
Торцеватель для труб включает в себя:
- Вал, на одном из концов которого имеется посадочное место под патрон дрели, а на втором – посадочное место под корончатую фрезу.
- Подшипниковый узел, вращаясь в котором, вал получает необходимую жёсткость.
- Корпус, иногда — с тисками для зажима трубчатой заготовки.
- Поворотное приспособление, при помощи которого заготовку можно располагать под необходимым углом.
- Регулировочный винт.
При помощи рассматриваемых торцевателей можно выполнять сопряжения труб диаметром 6…75 мм, чего в большинстве случаев бывает вполне достаточно. Диапазон изменения углов сопряжения составляет от 45 до 2100. Следует отметить, что корончатая фреза в комплект устройства не входит.
Для обработки длинных труб используются ручные торцеватели труб с цепным зажимом, а для коротких изделий опорная и направляющие части устройства совмещаются в одном узле. Безопасность работ обеспечивается наличием стопорных колец, которые ограничивают продольное перемещение вала.
Вал является наиболее конструктивно сложным элементом торцевателя. Во-первых, он должен получать продольное перемещение по мере внедрения фрезы в металл трубы.
Во-вторых, при фрезеровании создаются вибрации, которые обусловлены резким колебанием вращающего момента базового электроинструмента.
Поэтому вал изготавливается полированным, имеет скользящую посадку высокого квалитета точности, а применяемые подшипники – игольчатого типа, которые допускают компенсацию осевых и радиальных нагрузок.
Цена таких устройств от 8000 до 50000 руб. Вместе с тем все торцеватели для труб размерной линейки ТТ – достаточно компактные приспособления, которые закрепляются в патроне токарного станка. Аналогично закрепляется и электродрель. При обработке труб небольшого диаметра устройство можно упирать прямо в пол мастерской.
Торцеватель трубы своими руками
При массовом производстве фасонно профилируемых труб (например, в спортивных авто- и мотомастерских, либо на сантехнических ремонтных участках) ручной торцеватель труб можно изготовить и самостоятельно. Для этого исходная схема торцевателя, которая приведена на рисунке, делается под имеющиеся в распоряжении домашнего мастера заготовки.
- Основания, в котором выполняются фрезерованные пазы для установки зажимного приспособления. В свою очередь, форма основания может быть адаптирована под имеющийся верстак, рабочий стол и т. д.
- L-образного кронштейна с тремя продольными пазами, наличие которых позволяет фиксировать в приспособлении трубы разного диаметра.
- Ползушки с регулировочным и зажимным винтом.
- Сменной прижимной лапки.
- Скобы, которая винтами прижимает лапку к ползушке.
- Подшипникового узла.
- Поворотного рычага, который служит опорной поверхностью для подшипникового узла.
- Вала, конструктивно не отличающегося от аналогичной детали промышленных торцевателей.
Для изготовления вала можно использовать переднюю стойку амортизатора легкового автомобиля (например, ВАЗ – их легче достать в автосервисе).
Кроме того, марка стали стойки амортизатора по своим прочностным и эксплуатационным характеристикам вполне соответствует требованиям жёсткости для качественного торцевания стальных (и, тем более – алюминиевых) труб.
Для направления вала пригодны направляющие самой стойки: они имеют поверхностное износостойкое покрытие на основе антифрикционных сплавов. Торцы стойки, естественно подлежат дополнительной обработке – под крепление в патроне дрели, и под установку корончатой фрезы.
В направляющие следует впрессовать игольчатые подшипники, размер которых подбирается по габаритам направляющих. Два подшипника, установленные в направляющую от цилиндров возвратного хода списанного гидропресса, обеспечат нужные жёсткость и параллельность основного рабочего узла торцевателя. Подшипники устанавливаются одновременно с обоих торцов корпуса.
К имеющимся советам относительно установки фторопластовых направляющих стоит отнестись скептически, поскольку несущая способность фторопласта значительно ниже, чем подшипников.
Для изготовления прочих элементов самодельного торцевателя для труб можно использовать профильный прокат – уголки или швеллеры соответствующего размера.
Профилирование и изготовление пазов лучше выполнить на координатно-фрезерном станке, гарантировав тем самым их точность и параллельность.
Не составит труда изготовить и зажимное устройство, для чего пригодна новая струбцина с необходимым диаметром и длиной.
Поворотный рычаг должен иметь достаточную жёсткость, поэтому для его изготовления необходимо использовать полосу толщиной не менее 12…16 мм. На той части корпуса, где устанавливается поворотный рычаг, стоит нанести угловые риски, по которым легче позиционировать трубу.
Торцеватель для полипропиленовых труб
Необходимость в обработке торцевых элементов таких труб обусловлена следующим:
- Низкой долговечностью армированных полипропиленовых труб, особенно при значительных температурных перепадах;
- Обеспечение более прочного соединения армированной трубы с деталями арматуры, для чего необходимо удалять часть алюминиевой фольги;
- Для труб из стекловолокна, где армирующий алюминий всегда располагается посередине стенки трубы.
Торцеватель для полипропиленовых труб, имеющих армирование, включает в себя:
- Две муфты с размерами, позволяющими выполнять зачистку концов труб разного диаметра (обычно от 16 до 120 мм).
- Сменные стальные ножи.
- Пару поворотных рукояток.
- Алюминиевый корпус.
- Насадку на электродрель (шейвер).
Шейвер необходим для внешнего торцевания труб. Он состоит из двух частей – направляющей, которая изготавливается из прочного дюралюминия марки Д16Т и твёрдосплавной, режущей части.
При внедрении в трубу, последняя опирается на направляющую, после чего включается дрель (можно использовать и перфоратор) и производится вырезка части армирующего слоя трубы.
Поскольку шейвер имеет определённую длину, то торцевание для разных труб всегда производится на одно и той же длине, что облегчает их последующее соединение.
Цена торцевателя-насадки для полипропиленовых труб зависит от диаметра, и составляет 400…2000 руб. Торцеватели ручного типа дешевле: от 250 до 800 руб.
Торцеватель для полипропиленовых труб с внутренним армированием. Торцеватель для металлических и полипропиленовых труб. Способы и технология зачистки
Сейчас практически все конструкции в жилых, производственных здания делаются из металла, а в таких конструкциях часто используются трубы. Это позволяет значительно уменьшить узловую массу и сделать крепление прочнее и жестче.
А чтобы трубы прослужили долго и не стали причиной преждевременных поломок, их нужно подготовить. Одним из этапов подготовки касается торцов. Данный процесс довольно трудоемкий, время затратный, поэтому и прибегают к использованию такого инструмента, как торцеватель для металлических труб.
От качества этого помощника зависит прочность, долговечность построек, поэтому важно быть информативно подготовленным к выбору.
Инструменты
Наиболее просто удалять фольгу при наружном армировании. Помогут в этом деле простые инструменты – муфты со стальными лезвиями внутри. Применять их легко, необходимо лишь вставить в полость муфты трубу и повернуть, лезвия сделают свою работу быстро и четко. Очень удобно использовать двухсторонние муфты, с помощью которых легко производить , имеющих отличный друг от друга диаметр.
Для чего нужен маслоотделитель в двигателе?
Внутренняя зачистка осуществляется посредством торцевателя. Внешне конструкция торцевателя практически ничем не отличается от конструкции муфт.
Так, этот инструмент представляет собой муфточку, лезвия в которой расположены со стороны внутреннего торца устройства.
Как и в первом варианте, необходимо вставить трубу в полость устройства и совершить несколько поворотов.
Универсальным средством, с помощью которого можно удалять армирование, как внутреннее, так и внешнее, является дрель со специальными насадками. Внешне они отличаются от того же торцевателя наличием стального стержня, который необходим для установки в гнездо дрели.
При работе с длинными трубами
Обрабатывать торцы коротких труб просто, для этого не нужно особых подготовок. Нужно совместить в один узел направляющую и опорную часть. А в работе с длинными трубами нужно не просто подготовится, но и выбрать определенный торцеватель для металлических труб – ручной с цепным зажимом.
Для дополнительной безопасности нужно использовать стопорные кольца. Таким образом ограничивается перемещение вала. На эту деталь нужно сконцентрировать особое внимание, потому что во время работы вал должен:
- свободно двигаться относительно врезания фрезы;
- быть устойчивым к вибрациям, возникающих во время фрезеровки.
Учитывая эти требования, производители делают деталь отполированной со скользящей посадкой. А компенсирование нагрузки достигается благодаря специальных игольчатым подшипникам.
Для чего нужна зачистка торцов
В процессе зачистки армированного изделия убирается металлический слой в месте будущего соединения с муфтой или фитингом.
Необходимость внешней зачистки
возникает при использовании армированных труб с внешним слоем фольги. Без удаления армирования, спаять трубы, невозможно.
Для удаления металла с поверхности применяют специальный инструмент (какой нужен для монтажа труб из сшитого полиэтилена, написано ), которым зачищают изделие на глубину, необходимую для проведения сварки.
- Насадки для дрели
- изготавливают для одного диаметра труб.
- Для работы с таким инструментом необходимо заранее приготовить нужные насадки.
- Использование дрели позволит увеличить скорость зачистки, количество обработанных труб и производительность труда.
- Насадка способна работать, как с внешним армированием, так и с внутренним.
Торцеватели для соединения полипропиленовых труб
Все больший оборот набирает тенденция использовать полипропиленовые трубы, которые имеют большое количества, относительно имеющихся на рынке аналогов. Но даже среди таких изделий есть свои виды с разным набором преимуществ. Так что при выборе нужно смотреть на то, чтобы они были:
- не проводили электрический ток;
- устойчивы к сильному давлению;
- предназначена для использования более 25 лет;
- устойчивы к накоплению извести, накипи, прочих загрязнителей;
- устойчивы к химическому воздействию;
- устойчивы к большим перепадам температуры.
Только с таким набором качеств можно быть спокойным в торцевании и монтаже таких труб. Торцеватель используется абсолютно идентичным способом, как с металлическими аналогами.
А надобность использования этого инструмента определяется тем, что после подгонки: увеличивается срока использования; обеспечивается надежная присадка детали к каркасу; повышение эффективности, снижение времени работы.
Способы и технология зачистки
- Приступая к монтажу армированных труб, необходимо предварительно подобрать инструмент для зачистки.
- Это могут быть, как ручные, так и механические приспособления.
- Рынок строительных материалов предлагает большой выбор труб из полимерных материалов.
- Успехи органического синтеза позволили создать материалы, показывающие прекрасные эксплуатационные характеристики.
- Популярностью пользуются изделия из полипропилена – каждая вторая квартира или частный дом имеют водопровод или отопление из таких труб.
Отличия от металлических приспособлений
Металлический и полипропиленовый торцеватель используются одинаково, их отличие заключается в конструкции, а не принципе работы. Каждый из видов был сконструирован с учетом функциональных особенностей материала, с которым проводится работа. Если разбирать полипропиленовый аналог, то в состав его конструкции войдет:
- Комплект муфт, две штуки, отличных по размеру. Каждая предназначена для определённого диапазона диаметров изделия, от 16 до 120 мм.
- Комплект стальных ножек, которые можно заточить, при надобности.
- Специальная насадка «шейвер», для электрической дрели. Нужен для того, чтобы производить торцевание с внешней стороны. Состоит из направляющей и режущей части. Первая сделана из дюралюминия, вторая из твердых сплавов.
Шейвер работает следующим образом: при насаживании трубы, режущая часть опирается на первую, что считается сигналом для включения дрели. Ей уже врезается необходимый слой, армированный.
Уникальная особенность этой насадки в том, что всегда обработка происходит под один размер. Это позволяет значительно сократить время торцевания, облегчить рабочий процесс.
Необходимость армирования
Водопровод или отопительная система из полипропилена кроме достоинств имеет несколько существенных недостатков.
Несмотря на способность передавать воду с температурой 90-95 градусов и выдерживать кратковременный нагрев до 100 градусов, полимер обладает большим коэффициентом теплового расширения (про технологию монтажа металлопластиковых труб прочитайте в статье).
Токарно-винторезный станок РСЗ 1М63Н (3000)
- Гибкая структура
- позволит изделию восстановить форму при понижении температуры.
- Но такая ситуация может стать критичной при скрытой прокладке трубопровода в стенах или под полом.
- Добавление в состав изделия слоя стекловолокна или алюминиевой фольги позволит уменьшить тепловое расширение и избежать деформации при нагреве.
- Армирование помогает на линейных участках трубопровода
, но в соединениях фольга отсутствует.
Это приводит к размягчению полимера при температурах выше 100 градусов.
- В таких местах возможен прорыв коммуникаций, поэтому применение армированных изделий не рекомендовано для промышленных трубопроводов.
- Для усиления труб используют
- :
- стекловолокно . Конструктивно труба состоит из двух слоев полипропилена и среднего слоя из комбинации стекловолокна и полимера. Такие изделия не нуждаются в зачистке торцов перед сваркой;
- алюминиевую фольгу . Популярный вид армирования. Производители выпускают трубы с разной толщиной фольги. Чаще встречаются полипропиленовые трубы, армированные стекловолокном () с толщиной слоя 0,1-0,5 миллиметров. Слой металла может располагаться внутри изделия или покрывать трубу снаружи.
Торцеватели домашнего изготовления
В силу своих функциональных особенностей торцеватель для металлических труб может стоит довольно больших денег, от чего возникает желание сэкономить.
Самым экономным вариантом считается производство инструмента самому.
При должной подготовки можно сделать хорошую, рабочую модель, но даже при всех стараниях полученный результат будет уступать аналогу, который производится для массовой продажи.
Для производства могут использоваться самые разные материал, главное, чтобы они были способны выдержать определенные условия, а детали исправно выполняли свои функции. Чтобы собрать торцеватель своими руками нужно собрать следующие детали:
- основание, форма, размер зависит от личных нужд и соотношения к верстаку, рабочему столу.
- кронштейн, по форме он должен напоминать латинскую букву L и иметь продольные пазы, три штуки.
- ползунки с двумя винтами: зажимный, регулируемый;
- сменяемая зажимная лапка;
- скобы для закрепления лапки к ползушк;
- подшипниковое узловое крепление;
Если постараться, то можно получить вполне эффективную модель, причем сильно дешевле. Особое внимание стоит уделить качеству всех материалов и сборки отдельных деталей.
Если какая-то деталь будет собрана неправильно или плохо, то под угрозой будет вся конструкция и итоговый результат торцевания. При возможности, перед сборкой, проконсультироваться с профессионалами, которые смогут дать полезные советы по поводу сборки.
Видеоролик с инструкцией по сборке торцевателя в домашних условиях
Размеры и стоимость
Сегодня в продаже можно встретить большое количество разновидностей инструментов, не исключением является и торцеватель. Стоимость данного инструмента варьируется от 300 рублей и до 1000. Разумеется, можно найти товар и по более высокой цене. Выбирая инструмент, необходимо внимательно осмотреть его состояние.
Не должно быть никаких повреждений и заусенцев. Любой изъян может повредить трубу при ее помещении в торцеватель, или же труба может не войти в него вовсе. Не менее внимательно следует относиться к состоянию лезвий.
Важно, чтобы они были изготовлены из стали, более мягкий материал может повредиться при контакте с алюминием или же не прорезать его.
В продаже можно найти и сменные лезвия для инструмента. Разумеется, со временем и при частом использовании они могут придти в негодность. Заменить лезвия куда проще, чем покупать новый инструмент. Наибольшей популярностью сегодня пользуются торцеватели, предназначенные для труб следующих размеров:
- 20/25 мм;
- 32/40 мм;
- 50/63 мм.
Стоимость товара напрямую зависит от его размера. Так, торцеватель для небольших труб будет стоить гораздо дешевле, нежели аналог, предназначенный для труб с размерами 50/63 мм.
Обработка армированных, полипропиленовых, пластиковых и профильных труб перед сваркой является обязательной процедурой. Она позволяет достичь качественного и надежного соединение, которое совершенно не поддастся физическим и механическим воздействиям. Сварная зона не будет растрескиваться и отсоединяться при растяжке.
За счет очистки и снятия оксидного слоя с трубы, удается создать максимально подходящую поверхность, которая будет хорошо схватываться при электромуфтовой сварке в бытовых и производственных условиях.
Все зачистные элементы делятся на две категории — ручные и электрические. К ручным инструментам относят:
- дюралюминиевые зачистки цилиндрового типа, с ножами из инструментальной стали;
- пластиковые скребки с заточенным лезвием;
- конструктивные, шайбовые и трапециевидные фаскосниматели;
- скребки для снятия оксидного слоя с пластиковых труб(в виде цельных конструкций);
- инструменты для очистки трубы от заусенцев(конусного и захватного типа) и другие.
К электрическим:
- насадные скребки на дрель;
- зачистки под перфоратор;
- фаскосниматели под дрель;
- а также, шейверы, различные приспособления и станки.
Каждый инструмент имеет свои особенности применения, которые базируются на таких критериях как, — размер и тип трубы, материал изготовления изделия, функционал приспособления, модель и производитель.
В числе лучших брендов находятся компании Reed , Virax , Ritmo , ADR Tech , Rothenberger , Ridgid и Rems . Зачистка для пластиковых труб всех этих компаний реализуется в интернет-магазинеПрофТехСнаб .
Торцеватель для труб из металла и полипропилена
Сейчас практически все конструкции в жилых, производственных здания делаются из металла, а в таких конструкциях часто используются трубы. Это позволяет значительно уменьшить узловую массу и сделать крепление прочнее и жестче.
А чтобы трубы прослужили долго и не стали причиной преждевременных поломок, их нужно подготовить. Одним из этапов подготовки касается торцов. Данный процесс довольно трудоемкий, время затратный, поэтому и прибегают к использованию такого инструмента, как торцеватель для металлических труб.
От качества этого помощника зависит прочность, долговечность построек, поэтому важно быть информативно подготовленным к выбору.
При работе с длинными трубами
Обкатка двигателя мотокосы. Особенности обкатки бензокосы
Обрабатывать торцы коротких труб просто, для этого не нужно особых подготовок. Нужно совместить в один узел направляющую и опорную часть. А в работе с длинными трубами нужно не просто подготовится, но и выбрать определенный торцеватель для металлических труб – ручной с цепным зажимом.
Для дополнительной безопасности нужно использовать стопорные кольца. Таким образом ограничивается перемещение вала. На эту деталь нужно сконцентрировать особое внимание, потому что во время работы вал должен:
- свободно двигаться относительно врезания фрезы;
- быть устойчивым к вибрациям, возникающих во время фрезеровки.
Учитывая эти требования, производители делают деталь отполированной со скользящей посадкой. А компенсирование нагрузки достигается благодаря специальных игольчатым подшипникам.
Принцип действия торцевателя для металлических труб
Задача торцевателя труб – минимизировать зазоры, которые неизбежно получаются при подгонке торцов вручную, а также придать сварному соединению достаточную эстетичность.
Известно, что при соединении и врезке стальных труб, в зависимости от угла их взаимного наклона и диаметра кривая взаимного сопряжения может быть параболой, дугой или даже прямой.
Поэтому аналитическим расчётом выполнить удачное сопряжение очень сложно.
Проблему можно решить пространственным 3D-моделированием, используя известные программы КОМПАС или AutoCAD, однако на практике поступают иначе.
В серийном производстве торцевание труб производят при помощи фрезерного станка, оснащённого делительной головкой. Метод точен, однако требует наличия соответствующего оборудования, которое не всегда имеется в распоряжении домашнего мастера. В то же время, располагая мощной дрелью по металлу (от 1000 Вт) и корончатой фрезой, можно быстро отпрофилировать торец любой трубы.
https://www.youtube.com/watch?v=O9h9E774yx0\u0026t=22s
Промышленные варианты таких приспособлений в специальной литературе именуются tube notcher (прорезатели пазов, хотя способны выполнять и криволинейные контуры).
Торцеватель для труб включает в себя:
- Вал, на одном из концов которого имеется посадочное место под патрон дрели, а на втором – посадочное место под корончатую фрезу.
- Подшипниковый узел, вращаясь в котором, вал получает необходимую жёсткость.
- Корпус, иногда — с тисками для зажима трубчатой заготовки.
- Поворотное приспособление, при помощи которого заготовку можно располагать под необходимым углом.
- Регулировочный винт.
При помощи рассматриваемых торцевателей можно выполнять сопряжения труб диаметром 6…75 мм, чего в большинстве случаев бывает вполне достаточно. Диапазон изменения углов сопряжения составляет от 45 до 210 0 . Следует отметить, что корончатая фреза в комплект устройства не входит.
Для обработки длинных труб используются ручные торцеватели труб с цепным зажимом, а для коротких изделий опорная и направляющие части устройства совмещаются в одном узле. Безопасность работ обеспечивается наличием стопорных колец, которые ограничивают продольное перемещение вала.
Вал является наиболее конструктивно сложным элементом торцевателя. Во-первых, он должен получать продольное перемещение по мере внедрения фрезы в металл трубы.
Во-вторых, при фрезеровании создаются вибрации, которые обусловлены резким колебанием вращающего момента базового электроинструмента.
Поэтому вал изготавливается полированным, имеет скользящую посадку высокого квалитета точности, а применяемые подшипники – игольчатого типа, которые допускают компенсацию осевых и радиальных нагрузок.
Цена таких устройств от 8000 до 50000 руб. Вместе с тем все торцеватели для труб размерной линейки ТТ – достаточно компактные приспособления, которые закрепляются в патроне токарного станка. Аналогично закрепляется и электродрель. При обработке труб небольшого диаметра устройство можно упирать прямо в пол мастерской.
Торцеватели для соединения полипропиленовых труб
Диаметры отрезных кругов на болгарку
Все больший оборот набирает тенденция использовать полипропиленовые трубы, которые имеют большое количества, относительно имеющихся на рынке аналогов. Но даже среди таких изделий есть свои виды с разным набором преимуществ. Так что при выборе нужно смотреть на то, чтобы они были:
- не проводили электрический ток;
- устойчивы к сильному давлению;
- предназначена для использования более 25 лет;
- устойчивы к накоплению извести, накипи, прочих загрязнителей;
- устойчивы к химическому воздействию;
- устойчивы к большим перепадам температуры.
Только с таким набором качеств можно быть спокойным в торцевании и монтаже таких труб. Торцеватель используется абсолютно идентичным способом, как с металлическими аналогами.
А надобность использования этого инструмента определяется тем, что после подгонки: увеличивается срока использования; обеспечивается надежная присадка детали к каркасу; повышение эффективности, снижение времени работы.
Торцеватель – что это?
Выше было упомянуто несколько слов о торцевателе и о том, для чего нужно торцевать трубы. Стоит внимательнее остановиться на данном инструменте и разобраться в его устройстве.
Довольно часто можно услышать другое название торцевателя – зачистной инструмент для зачистки среднего слоя.
Это название полностью оправдано специализацией инструмента, с помощью которого легко произвести очистку внутреннего армирования трубы.
Устройство торцевателя для полипропиленовых труб позволяет в два счета произвести очистку трубы от фольги на глубину, требуемую для соединения ее с фитингом. Внутри инструмента расположены стальные ножи, которые при повороте инструмента аккуратно срезают фольгу до необходимого уровня.
Стоит отметить, что современные торцеватели оснащены системой регулируемых ножей. Благодаря этому, появилась возможность разового приобретения инструмента, который подойдет для работы с трубами разных производителей.
С помощью регулятора можно быстро подгонять ножи к любому уровню размещения фольги. Помимо этого, в продаже имеются торцеватели, с обеих сторон которых имеются полости, предназначенные для труб различных диаметров.
Такой подход также позволяет избежать траты средств на покупку дополнительного инструмента.
Отличия от металлических приспособлений
Металлический и полипропиленовый торцеватель используются одинаково, их отличие заключается в конструкции, а не принципе работы. Каждый из видов был сконструирован с учетом функциональных особенностей материала, с которым проводится работа. Если разбирать полипропиленовый аналог, то в состав его конструкции войдет:
- Комплект муфт, две штуки, отличных по размеру. Каждая предназначена для определённого диапазона диаметров изделия, от 16 до 120 мм.
- Комплект стальных ножек, которые можно заточить, при надобности.
- Специальная насадка «шейвер», для электрической дрели. Нужен для того, чтобы производить торцевание с внешней стороны. Состоит из направляющей и режущей части. Первая сделана из дюралюминия, вторая из твердых сплавов.
Шейвер работает следующим образом: при насаживании трубы, режущая часть опирается на первую, что считается сигналом для включения дрели. Ей уже врезается необходимый слой, армированный.
Уникальная особенность этой насадки в том, что всегда обработка происходит под один размер. Это позволяет значительно сократить время торцевания, облегчить рабочий процесс.
ТКС. Сварка полиэтиленовых труб в раструб,
Технологическая картасварки (ТКС) разработана на сварку полиэтиленовых труб враструб.
ТКС предназначена дляознакомления рабочих и инженерно-технических работников с правиламипроизводства работ, а также с целью использования при разработкепроектов производства работ, проектов организации строительства,другой организационно-технологической документации.
2.ОБЩИЕ ПОЛОЖЕНИЯ
Соединение пластмассовых труб сваркой
При соединениипластмассовых труб используют контактную стыковую или раструбнуюсварку, а также сварку нагретым газом с применением присадочногоматериала.
Как правильно чистить машинки и триммеры WAHL?
Подготовка труб к сваркеначинается с проверки сопроводительной документации на трубы(сертификатных данных).
Марка, материал и качество труб должнысоответствовать требованиям, принятым в проекте.
Затем наспециально оборудованной площадке (летом) или в помещении сположительной температурой (зимой) трубы осматривают и подбирают ихпо диаметрам, толщинам, партиям поставки.
Трубы с дефектами,овальностью более 10%, трещинами, задирами, царапинами глубинойболее 0,5 мм отбраковывают. Трубы с овальностью более допустимой(10%), ведущей к смещению кромок при сборке более чем на 10% оттолщины стенок, но не более 1,2 мм, можно исправить путемкалибровки на специальном приспособлении.
Трубы с трещинами илидругими повреждениями на концах могут быть использованы послеотрезки поврежденных мест. В этом случае место отрезки должнонаходиться на расстоянии не менее 50 мм от края повреждения.
Для соединения отбираюттрубы из одной партии поставки, что позволяет уменьшить влияниесвойств материала на качество сварки и подобрать трубы состабильными размерами. Недопустимо соединять трубы из полиэтиленавысокой (ПВП) и низкой (ПНП) плотности, полиэтилена и полипропилена(ПП).
Следующий этап подготовкитруб к сварке — очистка концов труб от грязи, масла, краски, атакже поверхности труб снаружи и внутри на расстоянии от конца неменее чем на 30 мм.
Грязь удаляют водой с применением волосяныхщеток и последующей протиркой поверхности ветошью до сухогосостояния. Соскабливать загрязнения металлическими щетками иинструментом не допускается.
Затем концы трубобезжиривают ацетоном, уайт-спиритом.
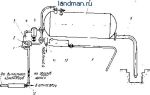
Поврежденный иподвергшийся воздействию солнечной радиации поверхностный слойвыравнивают и снимают зачисткой торцов (торцовкой) путем обрезкиили фрезерования острым инструментом или специальным устройством(рис.1
). Толщина удаляемого слоя не менее 1…3 мм.
Торцызачищают непосредственно перед сваркой (но не ранее чем за 6…8 ч досварки), чтобы свариваемые поверхности не окислялись и незагрязнялись.
Рис.1. Устройство для торцовки и снятия фасок
Контактную стыковую ираструбную сварку выполняют путем нагревания до расплавленияматериала с последующим сдавливанием соединяемых поверхностей иохлаждением стыка под давлением. Контактную сварку выполняют притемпературе воздуха не ниже -10 °С для ПНП и ПВП и 0 °С — дляПП.
Контактную стыковуюсварку осуществляют следующим образом. После подготовки трубыукладывают и центрируют одна относительно другой, далее вводятнагревательный элемент, который оплавляет торцы труб. Затемнагревательный элемент удаляют и трубы соединяют под давлением,выдерживая их до охлаждения стыка.
Контактную сваркуразделяют на механизированную и ручную.
Механизированную сваркувыполняют на сварочных установках, обеспечивающих высокую точностьподдержания технологического режима и высокое качество сварки.Сварочная установка (рис.2, а
) состоит из зажимов длязакрепления концов труб2 больших диаметров инагревательного элемента
3
, подвижно закрепленного наосновании установки. Нагревательный элемент, как правило, снабженэлектрическим нагревом. Для этого в его диск вмонтирован тепловойэлектрический элемент (ТЭН), который питается от блока напряжением36 В.
Как сделать приспособление для торцовки, сверления труб под углом
LeoBrynn 11-03-2021, 02:50 2 236 Приспособления / Металл
Здравствуйте, уважаемые читатели и самоделкины!Одной из достаточно сложных задач при работе с круглыми металлическими трубами, является их стыковка под различными углами. Чтобы в месте соединения не было зазоров, требуется точная подгонка формы торцов.В данной статье Андрей, автор YouTube канала «TEXaS TV», расскажет Вам как он сделал специальное приспособление для обработки торцов круглых труб методом сверления.Этот проект не очень сложно повторить в условиях мастерской.
Материалы, необходимые для самоделки.
— Стальная полоса, швеллер, уголок— Амортизатор, поршень, болты, шайбы, гайки
— Круг отрезной, лепестковый зачистной
— Проволока сварочная, аэрозольная краска.Инструменты, использованные автором.— Сварочный аппарат— Болгарка— Маятниковая ленточная пила— Станок сверлильный— Коронки по металлу— Полуавтоматический керн, ножовка по металлу— Лерки, метчики— Цифровой штангенциркуль— Разметочный радиусный рейсмус— Струбцины, угольник, рулетка, маркер.Процесс изготовления.Итак, парой самых важных деталей этого приспособления будут шток от амортизатора и поршень.Так как у автора имеется неплохой парк станков, то он использует для своих проектов обрезки металлопроката. Первым делом он вырезает заготовку длиной 250 мм из обрезка стального уголка. Толщина металла — 10 мм.Вторую такую же заготовку пришлось вырезать из цельного уголка. Поверхности заготовок выравниваются на сверлильно-фрезерном станке.Если Вы будете повторять этот проект — то конечно проще сразу взять стальную полосу.
При разметке мастером был использован аналог вот такого интересного разметочного рейсмуса.
Также нужно обработать ребра на ленточном станке. В итоге получились две пластины 250×65×10 мм.Следующей деталью послужит шток от амортизатора.Для извлечения штока из корпуса, нужно слить масло, и надрезать корпус по периметру, отступив от края 20-25 мм.В качестве направляющей для штока послужит поршень. Диаметр отверстий для «пальца» должен быть равен диаметру штока. Замеры выполняются цифровым штангенциркулем.Обе детали отлично подходят друг к другу, и шток сидит в поршне практически без люфта, но при этом свободно вращается. Возможно Вы уже догадались, поршень будет играть роль направляющей, а шток — осью для коронки.Чтобы не подбирать переходник под резьбу на коронке, мастер решил нарезать ее заново.Штатная резьба срезается, и этот конец штока обтачивается до диаметра 16 мм.Подобрав нужную лерку, и зажав ее в самодельном цепном ключе, автор нарезает резьбу на хвостовике, не вытаскивая заготовку из патрона токарного станка.Заготовка разворачивается на 180 градусов, и второй конец штока обтачивается до диаметра 10 мм. Этот хвостовик будет фиксироваться в патроне дрели.Деталь готова.На обеих пластинах нужно закруглить один из краев. Грубая обрезка выполняется при помощи болгарки.Для финишной доводки кромок применяется ленточный шлифовальный станок.На этом же краю одной из пластин намечается и кернится центр.Обе заготовки зажимаются в станочных тисках, и сверлятся одновременно. Так получается хорошая точность.Оба отверстия рассверливаются до диаметра 12 мм. Чтобы не испортить сверла, обязательно используется машинное масло.
Кстати, быстро заточить сверла можно при помощи простой насадки для шуруповерта.
Вставив в поршень шток, автор размечает на нем линию, перпендикулярную оси штока. Затем, отступив от краев по 20 мм размечаются два центра. В данном случае, расстояние между центрами составляет 40 мм.В этих местах высверливаются сквозные отверстия диаметром 8 мм. Резьба в них не нарезается, сюда будут просто вставляться болты m8.
На одной из пластин размечаются две параллельные линии на таком же расстоянии друг от друга, как и расстояние между центрами отверстий в поршне (40 мм).По этим линиям нужно вырезать два продольных паза. В начале и конце пазов высверливаются отверстия.Дальнейшая выборка материала осуществляется на фрезерном станке, либо вырезается болгаркой.
Часть деталей уже готова, и их нужно временно соединить между собой.Для фиксации трубы в нужном положении, потребуется изготовить специальный держатель. Для этого подойдет швеллер № 8 (высота 80 мм, ширина полок 40 мм). От него отрезается заготовка длиной 100 мм.Эта деталь размещается на пластине-основании, в поршень вставляется шток, и на швеллере делается отметка.
Суть задачи — перенести метку центра оси на швеллер.Отталкиваясь от полученной метки, на полках размечаются две линии под углом в 45 градусов.Теперь нужно достаточно точно вырезать два «лишних» треугольника. Полученные вырезы должны быть симметричны. От этого зависит точность работы приспособления.В углах диском болгарки не подобраться, поэтому автор переходит на ножовку.
Заготовка зачищается от ржавчины лепестковым, или «коралловым» зачистным диском.К нижней части основания прижимается струбциной стальная полоса, и детали свариваются между собой. За эту пластину приспособление будет фиксироваться в тисках.С верхней стороны этой же пластины приваривается держатель труб.Все детали готовы.
Поверхности обезжириваются, и на них наносится защитный слой из аэрозольной эмали.Конечно, для защиты таких изделий от коррозии лучше подходит воронение. Это износостойкое покрытие практически не боится царапин.Теперь можно собирать приспособление.Головки болтов m8, которыми будет крепиться поршень, мастер соединил перемычкой.
Поршень крепится к направляющей через пазы скобой, образованной из болтов. С нижней стороны на болты надеваются шайбы, и навинчиваются барашковые гайки.На свое место прикручивается коронка по металлу.Остается соединить между собой половинки конструкции болтом m12.Готовое приспособление зажимается в тисках.
Выставив нужный угол сверления нужно зафиксировать положение направляющей, затянув болт.Труба фиксируется на держателе при помощи струбцины. Этот узел мастер еще будет дорабатывать.Перед сверлением нужно смазать трущиеся детали, и само пятно контакта коронки с деталью.Для начала труба сверлится под углом 90 градусов.
Несколько более сложной для устройства задачей является сверление под углом 45 градусов.Здесь следует быть осторожным — в конце сверления обрезок трубы может застрять в коронке, и провернуться.Как видно, тест успешно пройден несколько раз.Пора соединить между собой готовые детали, и оценить качество стыковки.Как и в предыдущем случае, зазоры практически отсутствуют.
Обрезки трубы, которые остаются внутри коронки, также могут пригодиться.Благодарю Андрея за идею конструкции приспособления для сверления круглых труб под углом.С помощью этого же приспособления можно подготавливать торцы профильных труб для стыковки с круглыми.Всем хорошего настроения, крепкого здоровья, и интересных идей!
Подписывайтесь на телеграм-канал сайта, чтобы не пропустить новые статьи.
Авторское видео можно посмотреть здесь. Источник (Source)
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Подборки: Сверлильные приспособления Торцовка труб
Идея
Описание
Исполнение
Итоговая оценка: 0.0
Торцеватель для труб своими руками (63 фото изготовления станка)
Самодельное приспособление для сверления труб под углом (торцеватель своими руками): подробные фото пошагового изготовления самодельного станка.
Приветствую самодельщики! Для изготовления различных изделий из металлических труб, например рамы для багги и прочей самодельной техники, приходится сверлить трубы под углом, сделать это можно с помощью приспособления — торцевателя труб.
Сделать такое приспособление можно своими руками, а весь процесс изготовления торцевателя подробно показан на этих фото:
Материалы для изготовления:
- Стальная полоса.
- Кусок швеллера.
- Уголок.
- Амортизатор.
- Поршень.
- Болты, шайбы, гайки.
- Итак, парой самых важных деталей этого приспособления будут шток от амортизатора и поршень.
Первым делом вырезаем заготовку длиной 250 мм из обрезка стального уголка. Толщина металла — 10 мм.
Вторую такую же заготовку пришлось вырезать из цельного уголка. Поверхности заготовок выравниваются на сверлильно-фрезерном станке.
Если Вы будете повторять этот проект — то конечно проще сразу взять стальную полосу.
Также нужно обработать ребра на ленточном станке. В итоге получились две пластины 250×65×10 мм.
Следующей деталью послужит шток от амортизатора.
Для извлечения штока из корпуса, нужно слить масло, и надрезать корпус по периметру, отступив от края 20-25 мм.
В качестве направляющей для штока послужит поршень. Диаметр отверстий для «пальца» должен быть равен диаметру штока.
Обе детали отлично подходят друг к другу, и шток сидит в поршне практически без люфта, но при этом свободно вращается. Возможно Вы уже догадались, поршень будет играть роль направляющей, а шток — осью для коронки.
Чтобы не подбирать переходник под резьбу на коронке, мастер решил нарезать ее заново.
Штатная резьба срезается, и этот конец штока обтачивается до диаметра 16 мм.
- Подобрав нужную лерку, и зажав ее в самодельном цепном ключе, автор нарезает резьбу на хвостовике, не вытаскивая заготовку из патрона токарного станка.
Заготовка разворачивается на 180 градусов, и второй конец штока обтачивается до диаметра 10 мм. Этот хвостовик будет фиксироваться в патроне дрели. Деталь готова.
На обеих пластинах нужно закруглить один из краев. Грубая обрезка выполняется при помощи болгарки.
- На этом же краю одной из пластин намечается и кернится центр.
Обе заготовки зажимаются в станочных тисках, и сверлятся одновременно. Так получается хорошая точность.
Оба отверстия рассверливаются до диаметра 12 мм. Чтобы не испортить сверла, обязательно используется машинное масло.
Вставив в поршень шток, автор размечает на нем линию, перпендикулярную оси штока. Затем, отступив от краев по 20 мм размечаются два центра. В данном случае, расстояние между центрами составляет 40 мм.
В этих местах высверливаются сквозные отверстия диаметром 8 мм. Резьба в них не нарезается, сюда будут просто вставляться болты m8.
- На одной из пластин размечаются две параллельные линии на таком же расстоянии друг от друга, как и расстояние между центрами отверстий в поршне (40 мм).
По этим линиям нужно вырезать два продольных паза. В начале и конце пазов высверливаются отверстия. Дальнейшая выборка материала осуществляется на фрезерном станке, либо вырезается болгаркой.
Для фиксации трубы в нужном положении, потребуется изготовить специальный держатель. Для этого подойдет швеллер № 8 (высота 80 мм, ширина полок 40 мм). От него отрезается заготовка длиной 100 мм.
Эта деталь размещается на пластине-основании, в поршень вставляется шток, и на швеллере делается отметка. Суть задачи — перенести метку центра оси на швеллер.
Отталкиваясь от полученной метки, на полках размечаются две линии под углом в 45 градусов. Теперь нужно достаточно точно вырезать два «лишних» треугольника. Полученные вырезы должны быть симметричны. От этого зависит точность работы приспособления.
К нижней части основания прижимается струбциной стальная полоса, и детали свариваются между собой. За эту пластину приспособление будет фиксироваться в тисках.
- С верхней стороны этой же пластины приваривается держатель труб.
Все детали готовы. Поверхности обезжириваются, и на них наносится защитный слой из аэрозольной эмали.
Конечно, для защиты таких изделий от коррозии лучше подходит воронение. Это износостойкое покрытие практически не боится царапин.
Теперь можно собирать приспособление.
Головки болтов m8, которыми будет крепиться поршень, мастер соединил перемычкой.
Поршень крепится к направляющей через пазы скобой, образованной из болтов. С нижней стороны на болты надеваются шайбы, и навинчиваются барашковые гайки.
- На свое место прикручивается коронка по металлу.
- Остается соединить между собой половинки конструкции болтом m12.
- Готовое приспособление зажимается в тисках.
Выставив нужный угол сверления нужно зафиксировать положение направляющей, затянув болт. Труба фиксируется на держателе при помощи струбцины.
- Перед сверлением нужно смазать трущиеся детали, и само пятно контакта коронки с деталью.
- Процесс сверления.
- Проверяем заготовку, зазоров нет.
- Вот такое самодельное приспособление для сверления труб под углом, можно изготовить для своей мастерской.
- Процесс изготовления торцевателя для труб, также показан в этом видео: