Самодельный станок трубогиб для профильной трубы: чертежи и размеры профилегиба для изготовления своими руками.
Понадобилось гнуть профильные трубы для навеса, задумал сделать самодельный трубогиб, благо чертежи есть.
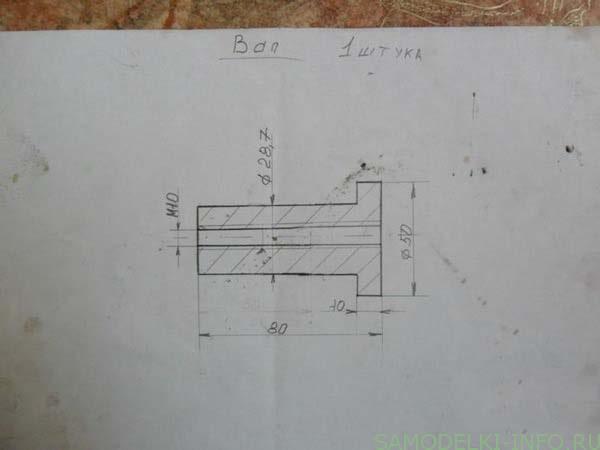
Основание станка сделано из швеллера, звёзды и цепь от газораспределительного механизма двигателя Жигулей. Валы выточил токарь (ниже чертежи прилагаются). Расстояние между валами взято под размеры цепи, чтобы цепь была в натяжку.
Подшипники взяты от ступицы ВАЗ.
Прижимной винт — от старых советских тисков.

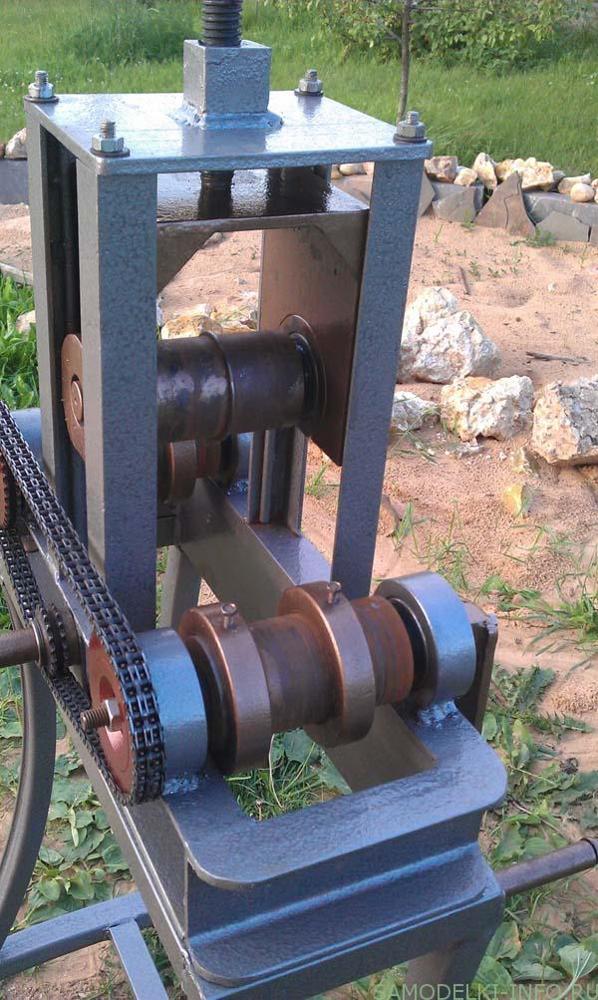
Чтобы труба шла ровно без перекосов — на валах сделаны направляющие.
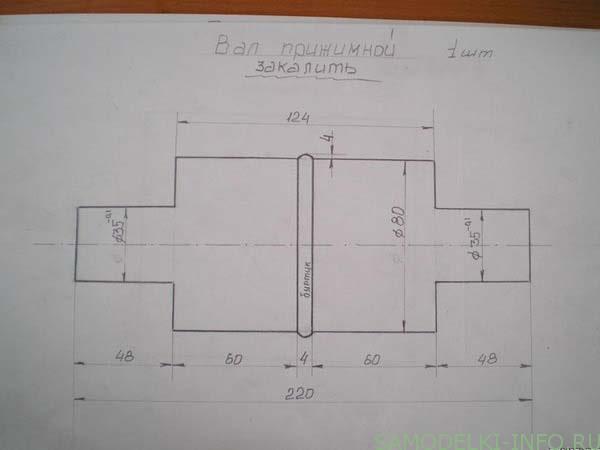
Далее показаны чертежи трубогиба для профильной трубы.
Этой самодельный профилегиб, без проблем гнёт профиль сечением 60 х 60 мм. Конструкция станка, хорошо себя зарекомендовала, профиль гнётся без перегибов и волн.
Изготовил самодельный станок: Яков Краснов.
Как сделать профилегиб своими руками
При обустройстве участка или при подготовке к дачно-огородному сезону возникает необходимость в дугах из профильной трубы. Они нужны при устройстве теплицы, сборке беседки или навеса. Покупать уже гнутые дуги накладно — цена выше раза в два чем на такой же ровный прокат.
Выход — сделать своими руками, а чтобы облегчить процесс (руками это очень тяжело) надо сделать трубогиб для профильной трубы. Нужны будут швеллера или уголки, прокатные ролики и еще некоторое детали. Из инструментов — болгарка с диском по металлу, сварочный аппарата, линейка.
Конструкция профилегиба
Станок для гибки профильной трубы конструктивно отличается от обычного. Это связано во-первых, с большей устойчивостью профиля к изгибающим нагрузкам, а во-вторых, с тем, что радиус изгиба требуется обычно большой.
Потому в конструкции присутствуют три ролика. Два из них установлены стационарно, один остается подвижным. При помощи подвижного ролика и изменяется радиус кривизны.
Вообще трубогиб для профильной трубы есть двух видов: со средним подвижным роликом и с крайним (правый или левый — по желанию).
Трубогиб для профильной трубы своими руками можно сделать разных размеров
Устройство трубогиба со средним подвижным роликом
Два крайних ролика крепятся на корпусе неподвижно. Они приподняты над плоскостью основания. Для среднего ролика варится специальная П-образная станина.
В середине ее перемычки устанавливается длинный прижимной винт большого диаметра. К нижнему концу этого винта крепится третий валик (можно приварить).
Вращая этот винт валик опускается и поднимается, изменяя радиус изгиба профильной трубы.
Конструкция трубогиба для профильной трубы с подвижным средним роликом
К одному из неподвижных роликов приваривается тучка, при помощи которой труба прокатывается через станок.
Чтобы для прокатки можно было прилагать меньшие усилия, два неподвижных валика соединяются при помощи цепи.
Для эффективной передачи крутящего момента к валикам приваривают звездочки (можно от велосипеда), к ним подбирают цепь. Такой простейший механизм делает гибку профильной трубы намного проще.
С крайним подвижным валиком
В данной конструкции подвижным делают правый или левый ролик. Он двигается вместе с частью основания. Эта часть соединяется с остальной станиной при помощи мощных металлических петель.
Чертеж гибочного станка для профильной трубы с подъемной платформой
Изменять высоту можно при помощи домкрата, как показано на чертеже. Высота платформы в этом случае выбирается в зависимости от высоты домкрата. Радиус изгиба изменяется подъемом подвижной части стола.
Трубогиб для профильной трубы с подъемной площадкой
В отличие от предыдущей конструкции этот трубогиб для профильной трубы приводится в движение от центрального валика — к нему приваривают ручку. Для уменьшения требуемого усилия можно также приварить звездочку к двум неподвижным валикам и передавать крутящий момент при помощи цепи.
Какие нужны материалы и нюансы конструкций
Основание трубогиба делают из швеллера или двух сваренных уголков. Толщина полочек — не менее 3 мм, ширину полок и спинку швеллера подбирайте под имеющиеся детали. Одно правило — основание должно быть массивным и надежным.
По краям платформы можно сделать несколько отверстий. Через них можно фиксировать станок к какому-то тяжелому основанию при помощи саморезов большого диаметра. Фиксация нужна, так как при изгибе труб с толстой стенкой усилия приходится прилагать значительные и удобнее работать, если станок закреплен прочно.
Так выглядит станина в приваренными стойками для крепления подвижного ролика
Несколько слов о роликах. Они должны быть сделаны из хорошей, качественной, желательно, закаленной стали. Именно на ролики и на оси, которые их удерживают, приходится большая часть нагрузки.
Надо сказать и о форме роликов. Они не должны быть гладкими — по краям должны быть валики, которые не дадут «гулять» трубе во время проката. Только при таких условиях дуга из профильной трубы будет ровной, а не покрученной.
В идеале под каждый размер трубы нужны свои ролики. Но тогда конструкция усложняется — их надо делать съемными, продумывать надежный способ крепления. Второй вариант — сделать ролики сложной формы, такие как на фото.
Выточить несколько ступенек под разные размеры труб.
Ролики для гибки профильной трубы разной ширины
На том же фото видно, что верхняя часть станины неровная, а зубчатая. С помощью таких зубьев можно ролики переставлять на разное расстояние и таким образом тоже регулировать радиус изгиба.
В общем и целом, собирают самодельные гибочные станки для профильных труб из того, что имеется под рукой или того, что найдут/купят недорогого. Кто имеет возможность — вытачивает ролики, вставляет подшипники. У кого такой возможности нет, используют то, что есть — вплоть до втулок от велосипедных колес. В целом надо понять конструкцию и
Хитрости для облегчения гибки труб
Чтобы ролики лучше двигались, используют подшипники. Но, в принципе, для самодельного трубогиба, который будет использоваться только от случая к случаю, можно сделать просто держатели из уголка или швеллера. Сделать в них дырку, которая чуть больше по размерам чем ось, на которую будет насаживаться валик.
Это ось с надетым валиком пропустить через отверстия держателей и каким-то образом их зафиксировать (хоть наварить пару точек, которые будут стопорами). Во время работы для лучшего хода, смазывать трущиеся места густой смазкой типа Литола.
Для промышленного и полупромышленного производства это не годится, но вот для изготовления дуг для теплицы или беседки своими руками — в самый раз.
Пример выточенных валиков
Есть еще одна хитрость, которая помогает снизить требуемое усилие при изгибе профильной трубы. Использовать можно принцип увеличения передачи как в велосипеде. Использовать, кстати, можно звездочки от велосипеда.
В этом случает ручку, которой приводят в движение валики, приваривают к маленькой звездочке. Ее устанавливают где-то на корпусе. На оси валов наваривают звездочки большего размера (но зубцы с тем же шагом).
Все это соединяется подходящей цепью.
При таком устройстве передачи крутящего момента не нужен электрический привод — работать будет легко
И еще одно усовершенствование — при постоянном использовании трубогиба для профильной трубы, его имеет смысл механизировать. В этом случае ставят мотор, который работает на малых оборотах.
Порядок гибки профильной трубы на самодельных станках
За один раз получить требуемый радиус изгиба у вас вряд ли получится — слишком большое усилие требуется для этого. Вручную его создать нереально. Получают требуемый изгиб за несколько проходов:
- Сначала выставляют ролики так, чтобы получить небольшой изгиб, прокатывают трубу в одну сторону, затем вынимают из валков, разворачивают и вставляют другой стороной. Разворачивать необходимо, чтобы получить ровно изогнутую трубу.
- С тем же положении роликов протягивают ее несколько раз, до тех пор, пока кривизна уже не добавляется.
- Если требуемый радиус изгиба не достигнут, изменяют положение ролика и снова повторяют действия.
Прокатный трубогиб с электроприводом
Изменение радиуса изгиба получается постепенно, иначе на самодельном трубогибе дугу из профильной трубы не сделаешь. Что делать, если надо повторить один и тот же изгиб? Сделать градуировку — отметить на какую высоту перемещался ролик, сколько раз прокатывали в каждом положении. При повторении отличия если и будут, то незначительные.
Сложность гибки заключается в том, что нет никакой шкалы и трудно без опыта получить задуманный радиус изгиба. Рано или поздно вы его получите, но испортить при этом можно много материала.
Видео-материалы
Объяснения и фото это хорошо, но увидеть процесс сборки или работу готового агрегата намного полезнее. В первом видео запечатлен процесс сборки (сварки) ручного трубогиба для профильной трубы. Выбран вариант с подвижным средним роликом.
Второе видео о работе простого трубогиба с подвижной платформой. Этот вариант для больших сечений не пригоден, но трубу небольшого сечения вплоть до 40*40 мм он согнуть в состоянии.
Трубогибы профильной трубы "ИНТех"





В чем ваша выгода?
- Благодаря специальной конструкции и стали повышенной прочности СТ 45
- Вы не оплачиваете наценки дилеров, т.к. мы являемся производителем станков
- За счет насечки и ограничителей на роликах труба не проскальзывает и не ходит в стороны
- Если вас не устроит профилегиб, мы вернем вам его полную стоимость без лишних вопросов
Станок используется для прокатки /по радиусу/ прямоугольной трубы до 50х25 мм, стенка 2,5мм — минимальный радиус гиба 500мм; для трубы 40х40 мм, стенка до 2,5мм — минимальный радиус гиба 1000 мм; полосы, прутка и трубы 20х20 мм — минимальный радиус гиба 200 мм. Скорость проката: 70 мм/оборот Валы гладкие, ширина 52 мм Габаритные размеры 350х200х350 мм. Диаметр ..
ЗАКАЗАТЬ ЗА 6 990ք 9 490ք
Станок используется для прокатки /по радиусу/ прямоугольной трубы до 60х40 мм, стенка 2,5мм — минимальный радиус гиба 1500мм; для трубы 40х40 мм, стенка до 2,5мм — минимальный радиус гиба 1000 мм; полосы, прутка и ВГП трубы 20х20 мм — минимальный радиус гиба 160 мм. Скорость проката: 220 мм/оборот. Валы с насечкой, ширина 52 мм. Габаритные размеры 500х200х400 мм.
..
ЗАКАЗАТЬ ЗА 17 990ք 20 990ք
Станок используется для прокатки по радиусу прямоугольной трубы до 50х25 и 40х40, полосы, прутка минимальный радиус гиба 160 мм Комплектуется стопорными кольцами для фиксации профиля.
Так же со временем выявилось, что средний(прижимной) ролик при интенсивной работе обрастает бороздами что влияет на качество прокатки профиля.
с мая 2015 года было принято решение средний ролик подвергать закал..
ЗАКАЗАТЬ ЗА 12 490ք 14 990ք
Квадратная труба: 40×40 стенка 2,5мм Прямоугольная труба: 60×30 стенка до 2,5мм, 60х40 до 2,5мм — физически тяжело ВГП труба: д/у 32 мм стенка 3,5 мм Круг: д/у 20 мм Полоса: 60×4 мм, до 20мм Цвет готовых изделий может отличаться от представленных в каталоге. Полное описание и общие характеристики профилегибов ИНТех ..
ЗАКАЗАТЬ ЗА 14 990ք 19 990ք
Станок используется для прокатки профильной трубы по радиусу до 50x50x2 мм , полосы 60×8 мм, пруток 20 мм. Цвет готовых изделий может отличаться от представленных в каталоге. ..
ЗАКАЗАТЬ ЗА 22 990ք 26 990ք
Квадратная труба:50×50 стенка 2 мм Прямоугольная труба: 120×60 стенка 2 мм ВГП труба: д/у 36 мм стенка 2,5 мм Круг: д/у 25 мм Полоса: 60×6, 100х4 мм Станок идеально подходит для выполнения любых тяжелых задач. Цвет готовых изделий может отличаться от представленных в каталоге. ..
ЗАКАЗАТЬ ЗА 32 990ք 36 990ք
Станок используется для прокатки профильной трубы по радиусу труба до 60х40х2 мм, полоса 60х8 мм, пруток до 20 мм минимальный радиус гиба 400 мм.Так же возможно укомплектовать роликами под любую круглую трубу до ф50.8 Цвет готовых изделий может отличаться от представленных в каталоге. ..
Станок используется для прокатки профильной трубы по радиусу до 50х25х1,5 мм, полосы 50х8 мм, пруток 16 мм Комплектуется стопорными кольцами для фиксации профиля. Аналог ТВ-2, но имеющий электропривод. Станок идет под напряжения 380В. Станок подходит для применения в домашних и дачных условиях. Цвет готовых изделий может отличаться от представленных в каталоге. ..
Станок используется для прокатки профильной трубы по радиусу до 50x25x2мм, полоса 50х4 мм , пруток 16 мм. Полезная ширина роликов 52мм. Минимальный радиус гиба профильной трубы 20х20х2мм -125мм. Есть возможность подключения на 220В (10000 руб.) Цвет готовых изделий может отличаться от представленных в каталоге. ..
Станок используется для прокатки профильной трубы по радиусу труба до 60х40х2 мм, полоса 60х8 мм, пруток до 20 мм и профильная труба 20х20х2мм минимальный радиус гиба 160мм. Трубогиб в базовой комплектации на 380В. по заказу можем изготовить на 220В дополнительно установив частотный привод (10000 руб) Также возможно укомплектовать роликами под круглую трубу ВГП ф40 стенка 2мм, нержавей..
Станок используется для прокатки профильной трубы по радиусу труба до 60х40х2 мм, полоса 60х8 мм, пруток до 20 мм, минимальный радиус гиба 400 мм. Комплектуется регулируемыми кольцами для фиксации материала. Цвет готовых изделий может отличаться от представленных в каталоге. ..
Станок используется для прокатки по радиусу прямоугольной трубы до 60х60, полосы, прутка минимальный радиус гиба 150 мм. Комплектуется роликами на большую ширину прокатки 42 мм и 82 мм. Станок отлично подходит для различного производства.Так же возможно укомплектовать роликами под любую круглую трубу до ф57 Имеется возможность подключения 220В (15000 руб.) Цвет готовых изделий может от..
Станок используется для прокатки профильной трубы по радиусу до 80х40х2 мм, 80х80х2 мм. Полоса 60х8 мм, пруток 25 мм, круглая труба до 57х3.5 мм. Комплектуется роликами для прокатки профильной трубы шириной 82 мм.Так же возможно укомплектовать роликами под любую круглую трубу до ф60 Имеется возможность подключения 220В (15000 руб) Цвет готовых изделий может отличаться от представленных в ..
Станок используется для прокатки профильная трубы 80х40 и 100х50 стенка от 2 до 4 мм, полоса 100х8 мм, пруток до 25 мм, круглая труба до 76х3.5 мм, швеллер 100 мм, мин. радиус прокатки 300 мм. Комплектуется роликами для прокатки профильной трубы шириной 105 мм. Имеется возможность подключения 220В (15000 руб.) Цвет готовых изделий может отличаться от представленных в каталоге. ..
Предназначен для снятия напряжения профильной трубы 10х10мм,15х15мм,20х20мм, 25х25мм.+ заплющивание концов проф трубы для художественной ковки Цвет готовых изделий может отличаться от представленных в каталоге. ..
ЗАКАЗАТЬ ЗА 20 999ք 23 990ք
Предназначен для снятия напряжения профильной трубы 10х10мм,15х15мм, 20х20мм. Напряжение: 380В. Цвет готовых изделий может отличаться от представленных в каталоге. ..
ЗАКАЗАТЬ ЗА 48 990ք 53 990ք
Технические характеристики. Квадрат до 12х12 мм. Круг до 10 мм. Полоса до 20х5 мм. Вес 10 кг. Цвет готовых изделий может отличаться от представленных в каталоге. ..
ЗАКАЗАТЬ ЗА 9 990ք 13 990ք
ДЛЯ СТАРТА БИЗНЕСА ИЛИ УКРАШЕНИЯ КУЗНЕЧНЫМИ ЗАВИТКАМИ ВАШЕГО УЧАСТКА. Комплект из 3-х станков (5 функции). Торсион+Корзинка для холодной ковки;Кузнечная улитка для холодной ковки;Насадки от станка оригинальный завиток. Торсион+Корзинка для холодной ковки Технические характеристики. Квадрат до 14х14 мм. Полоса до 20х4мм, 25х4 мм. Вес 17 кг. Кузн..
ЗАКАЗАТЬ ЗА 32 999ք 46 000ք
Станок для закручивания прутков и полосы. Рабочие детали выполнены из стали 45 и прошли термическую обработку. В станке установлен подшипник 6009. Технические характеристики. Квадрат до 14х14 мм. Полоса до 20х4мм, 25х4 мм. Вес 17 кг. Работает с квадратом 10,12,14мм. Полоса 20х4мм, 25х4мм. Цвет готовых изделий может отличаться от представленных в кат..
ЗАКАЗАТЬ ЗА 9 999ք 16 990ք
Станок для закручивания прутков и полосы. Также для формирования корзинок и скручивания спирали. Рабочие детали комплектации торсион+корзинка выполнены из стали 45 и прошли термическую обработку. В станке установлен подшипник 6009. Технические характеристики. Квадрат до 14х14 мм. Полоса до 20х4мм, 25х4 мм. Вес 17 кг. Цвет готовых изделий может отличаться от ..
ЗАКАЗАТЬ ЗА 12 999ք 17 990ք
Александр 21.08.2018
Хороший инструмент…
Ура! Новый станок!
Мы начали продажу нового трубогиба профильной трубы Умелец Ручной с насечкой
ИННОПРОМ-2020
11-я международная промышленная выставка «ИННОПРОМ-2020»
Росмолд 2020
15-я международная выставка дизайна и проектирования изделий,производства и эксплуатации форм,пресс- Читать далее…
Квадратная труба: 40×40 стенка 2,5мм Прямоугольная труба: 60×30 стенка до 2,5мм, 60х40 до 2,5мм — физически тяжело ВГП труба: д/у 32 мм стенка 3,5 мм Круг: д/у 20 мм Полоса: 60×4 мм, до 20мм Цвет готовых изделий может отличаться от представленных в каталоге. Полное описание и общие характеристики профилегибов ИНТех ..
14 990ք 19 990ք
Станок используется для прокатки по радиусу прямоугольной трубы до 50х25 и 40х40, полосы, прутка минимальный радиус гиба 160 мм Комплектуется стопорными кольцами для фиксации профиля.
Так же со временем выявилось, что средний(прижимной) ролик при интенсивной работе обрастает бороздами что влияет на качество прокатки профиля.
с мая 2015 года было принято решение средний ролик подвергать закал..
12 490ք 14 990ք
Станок используется для прокатки /по радиусу/ прямоугольной трубы до 50х25 мм, стенка 2,5мм — минимальный радиус гиба 500мм; для трубы 40х40 мм, стенка до 2,5мм — минимальный радиус гиба 1000 мм; полосы, прутка и трубы 20х20 мм — минимальный радиус гиба 200 мм. Скорость проката: 70 мм/оборот Валы гладкие, ширина 52 мм Габаритные размеры 350х200х350 мм. Диаметр ..
6 990ք 9 490ք
Станок используется для прокатки /по радиусу/ прямоугольной трубы до 60х40 мм, стенка 2,5мм — минимальный радиус гиба 1500мм; для трубы 40х40 мм, стенка до 2,5мм — минимальный радиус гиба 1000 мм; полосы, прутка и ВГП трубы 20х20 мм — минимальный радиус гиба 160 мм. Скорость проката: 220 мм/оборот. Валы с насечкой, ширина 52 мм. Габаритные размеры 500х200х400 мм.
..
17 990ք 20 990ք
Опрос
Самодельный трубогиб для профильной трубы – схема, чертежи, видео
Гибка профильных труб — достаточно распространенная процедура, для выполнения которой используется специальное устройство — трубогиб. Можно изготовить трубогиб для профильной трубы своими руками, а можно приобрести его на строительном рынке или в магазине.
Одна из простейших разновидностей трубогиба для профилированных труб
Серийные устройства различаются по принципу действия, они могут иметь разные типы приводов, однако для работы на любом из таких приспособлений требуется определенный опыт.
Ограничивает применение устройств, изготовленных в производственных условиях, и то, что стоят они недешево.
Хорошим выходом во всех подобных ситуациях станет самостоятельное изготовление устройства, предназначенного для гибки профильных труб, для чего можно использовать подручные средства.
Необходимые элементы конструкции
Схема работы трубогиба весьма незамысловата
Чтобы изготовить трубогиб своими руками, можно использовать чертежи различных конструкций. Их выбор определяется в основном тем, какими материалами вы располагаете. Чаще всего останавливают свой выбор на трубогибах фронтального типа, конструкция которых включает в себя:
- три ролика (вала), которые должны быть металлическими;
- приводную цепь;
- оси вращения;
- механизм, который будет приводить в движение все элементы приспособления;
- металлические профили, из которых будет изготовлена рама устройства.
Очень часто станок для гибки профильной трубы изготавливают с роликами, которые выполнены из древесины или полиуретана. Выбирая такие материалы, следует учитывать прочностные характеристики труб, которые будут подвергаться изгибу. Если пренебречь этим требованием, то рабочие элементы самодельного приспособления могут просто не выдержать нагрузки и разрушиться.
Чертеж трубогиба: в разрезе видна конструкция крепления прижимного ролика
Чтобы разобраться в том, как согнуть профильную трубу на самодельном устройстве, важно понимать, по какой технологии происходит такой процесс. Как правило, в трубогибах используется принцип вальцовки или прокатки, который позволяет минимизировать риск излома и повреждения трубы.
Чтобы сделать загиб на профильной трубе при помощи такого приспособления, ее необходимо вставить между роликами трубогиба и повернуть ручку. Использование такого простейшего гибочного устройства позволяет получать на профильной трубе изгибы, полностью соответствующие заданным параметрам.
Трубогиб с использованием домкрата
Чтобы сделать простой станок для выполнения гибки профильных труб, потребуются следующие конструктивные элементы:
- обычный домкрат;
- металлические профили и полка, необходимые для изготовления каркаса;
- пружины, отличающиеся высокой прочностью;
- валы в количестве 3-х штук;
- приводная цепь;
- ряд других конструктивных элементов.
При использовании такого устройства, процесс работы которого можно увидеть на одном из видео ниже, труба укладывается на два боковых ролика, а сверху на нее опускается третий, создавая требуемое усилие. Чтобы придать трубе необходимый изгиб, следует прокрутить ручку, приводящую в движение цепь и, соответственно, валы оборудования.
Вариант с перевернутым домкратом
Процесс изготовления трубогиба
Чтобы сделать устройство для получения изгиба профильных труб, необходимо выполнить следующие процедуры.
- Подготовить надежный каркас, элементы которого соединяются при помощи сварки и болтовых соединений.
- По предварительно подготовленному чертежу установить ось вращения и сами валы, два из которых размещаются выше третьего. От расстояния, на котором располагаются оси таких валов, зависит радиус изгиба профильной трубы.
- Чтобы привести в действие такой гибочный механизм, используется цепная передача. Для комплектации такой передачи ее оснащают тремя шестернями, а саму цепь можно подобрать со старого автомобиля, мотоцикла или другого оборудования.
- Для приведения такого оборудования в действие необходима ручка, которая соединяется с одним из валов. Именно за счет такой ручки создается требуемое крутящее усилие.
Чертежи трубогиба для профтруб
Инструкция по изготовлению трубогиба
Самостоятельно изготовить трубогиб для профильной трубы совсем несложно, если придерживаться следующей технологической последовательности.
- На прижимном валу размещают шестерни, подшипники и кольца, которые соединяют с ним при помощи шпонки. Сначала разрабатывается чертеж такого вала, обоймы для подшипников и роликов, затем эти детали вытачиваются, что лучше всего доверить квалифицированному токарю. Всего для данного устройства необходимо сделать три вала, один из которых подвешивается на пружинах, а два других располагаются по бокам.
- Затем в кольцах необходимо просверлить отверстия, которые необходимы для изготовления пазов и нарезания резьбы.
- Теперь необходимо сделать полку, для чего используют швеллер, в котором также сверлят отверстия и нарезают резьбу, требуемые при монтаже прижимного вала.
- Всю конструкцию оборудования после выполнения подготовительных мероприятий необходимо собрать, для чего используют сварку и болтовые соединения. В первую очередь выполняют монтаж каркаса, который одновременно служит и ножками трубогиба.
- Следующим этапом является подвешивание полки с закрепленным на ней прижимным валом, для чего используются пружины. После этого на самодельный трубогиб необходимо установить боковые опорные валы, на один из которых крепится ручка.
- Последним штрихом является установка домкрата на трубогиб.
Некоторые тонкости выполнения монтажных работ:
- прижимной вал, зафиксированный при помощи шпонок, дополнительно прикручивается к полке;
- монтаж прижимного вала осуществляется по следующей схеме: вал устанавливается на полку, к которой предварительно приварены гайки для пружин, после выполнения монтажных работ полка переворачивается и подвешивается на пружины;
- натяжение цепей выполняется при помощи магнитного уголка, который используется в качестве держателя;
- при закручивании звездочек применяются шпонки, которые предварительно изготавливают из гровера;
- приводную ручку для гибочного станка делают с проворачивающейся трубкой;
- домкрат на такое самодельное устройство устанавливают на подвесную платформу, для чего используются болтовые соединения и сварка.
Изготовление гидравлического трубогиба
В интернете можно найти много фото и видео того, как самостоятельно сделать устройство для гибки профильных труб с гидравлическим приводом. Процесс изготовления такого трубогиба, оснащенного гидроцилиндром, нагнетательным устройством и упорами для труб, является достаточно трудоемким мероприятием.
На чертеже и в конструкции такого трубогиба можно выделить следующие элементы:
- домкрат гидравлического типа грузоподъемностью не менее 5 тонн;
- башмак;
- ролики в количестве 2–3 штук;
- мощный металлический швеллер;
- пластины из толстого металла и другие детали.
Чтобы выполнить требуемый изгиб профильной трубы при помощи гидравлического устройства, необходимо вставить ее в башмак и зафиксировать оба ее конца.
После этого нужно задействовать домкрат, который своим поднимающимся штоком давит на ролик, воздействующий на трубу и изгибающий ее.
После того как требуемый угол загиба получен, процесс можно остановить и извлечь трубу из трубогиба, провернув ручку домкрата несколько раз в обратном направлении.
Трубогиб для профильных труб в готовом и покрашенном виде
Валы для трубогиба
Шестерни и подшипники
Каркас станка
Конструкция прижимного вала
Подвижная площадка прижимного вала
Установка валов
Цепь с натяжителем
Вид в сборе
Чтобы самостоятельно изготовить гидравлическое гибочное устройство для профильных труб, фото которого без проблем можно найти в интернете, необходимо выполнить следующие процедуры.
- По чертежу или фото изготавливают конструкцию для монтажа башмака и роликов, а также каркас оборудования.
- На нижнюю платформу крепят металлическую пластину, на которой будет установлен домкрат. После этого такое приспособление закрепляют болтами и устанавливают на него приводную ручку.
- Самое главное — найти подходящие вальцы для профильной трубы, которые должны плотно обхватывать своей рабочей частью. При желании, вальцы для профильной трубы, которые устанавливаются на швеллер на одной высоте, можно изготовить своими руками. Башмак устанавливают ниже вальцов, а их взаимное положение определяется требуемым радиусом изгиба.
- Для фиксации роликов и башмака используют болты, отверстия для которых выполняются по размерам, обозначенным в чертеже.
Чертеж еще одного варианта трубогиба
Методы гибки труб при помощи самодельного станка
Вопрос, как согнуть профильную трубу при помощи самодельного трубогиба, вряд ли поставит вас в тупик, если вы ознакомитесь с еще несколькими рекомендациями.
На гидравлических станках можно с успехом выполнять гибку профильных труб из разных материалов, а также толстостенных изделий.
Выполнять такую операцию можно как холодным, так и горячим методом, предполагающим предварительный нагрев участка трубы.
Таким образом, ручной гидравлический гибочный станок можно использовать для воздействия на трубу двумя способами:
Очередная вариация с домкратом
Холодный — это наиболее простой способ гибки, который используется для труб, изготовленных из пластичных материалов. Тонкостью такого процесса является наполнение трубы перед гибкой песком, солью, маслом или холодной водой. Это позволяет получить более качественный изгиб без значительных деформаций трубы.
Если вас интересует вопрос, как правильно согнуть профильную трубу с толстыми стенками или изготовленную из материалов повышенной жесткости, то ответом на него станет использование горячего метода гибки.
Полезные советы
На вопрос о том, как согнуть профильную трубу максимально точно и без лишних трудозатрат, дадут ответы несколько полезных советов от квалифицированных специалистов.
Съемные ролики разной формы позволят комфортно работать не только с профильными трубами, но и с круглыми
- В ручных трубогибах для гибки профильных труб можно не использовать звездочки, а собрать конструкцию на основе одного приводного ролика. Вместо прижимного винта в таких трубогибах нередко используется домкрат.
- Если вы выполняете гибку по шаблону, то чтобы труба не соскальзывала с него, в качестве упоров можно использовать металлические крючки.
- При необходимости выполнения гибки профильной трубы под большим радиусом, лучше всего использовать трубогиб с тремя роликами.
- Чтобы получить более универсальный гибочный станок, можно сделать его упорные ролики подвижными. Так вы сможете изменять радиус изгиба трубы.
В видео ниже мастер делится опытом по постройке трубогиба из подручных материалов.
Чтобы строго соблюсти размеры требуемого изгиба трубы, лучше всего выполнять такую операцию с использованием шаблона, который изготавливается из древесины. Даже простейший ручной трубогиб с использованием такого шаблона позволит получить изгиб профильной трубы с точным соблюдением заданных параметров. К слову сказать, такие шаблоны в основном и изготавливаются для реализации простейших ручных способов гибки.