Мы приветствуем нашего постоянного читателя и предлагаем вашему вниманию статью о том, что такое сварка полиэтиленовых труб – очень надежный метод соединения полиэтиленовых трубопроводов.
При устройстве инженерных систем в доме, подключении усадьбы к магистрали холодной воды или прокладке напорной канализации недорогие и практичные полиэтиленовые трубы просто незаменимы. Для монтажа трубопровода в земле и подвальных помещениях полиэтиленовые трубы – оптимальный вариант по соотношению цены и технологических качеств.
Полиэтилен как материал для инженерных систем недооценен, хотя достоинства ПЭ трубопроводов неоспоримы.
Полиэтиленовые изделия абсолютно безвредны для человека, материал химически инертен, прочен и одновременно пластичен, морозостоек (выдерживает замерзание с водой).
Недостатки полиэтилена – нестойкость к ультрафиолету и повышенным температурам – ограничивают его применение под открытым небом и для систем отопления и горячей воды, но для прокладки в земле полиэтиленовые коммуникации практически идеальны.
Гибкость полиэтиленовых труб позволяет прокладывать их без фитингов на поворотах, возможность укладки цельного куска от магистрали к узлу учета в доме – также большой плюс, ведь экономия финансов весьма существенна, и монтаж гораздо легче. Надежность и герметичность швов позволяют закрывать и заливать коммуникации стяжкой или фальш-стеной. Неразъемное соединение не требует обслуживания и регулярных осмотров, как разъемное соединение при помощи цанговых муфт.
Способы состыковки ПЭ труб
Трубопроводы из полиэтилена монтируются двумя способами: при помощи фитингов и фланцев или нескольких видов сварки.
Соединение требует специальных фитингов (муфт и раструбов) и без них. Для труб с толщиной стенки меньше 4,5 (диаметры 50-110 мм) применяют сварку с помощью фитингов, для более крупных труб с более толстой стенкой допустима сварка встык и экструдерная.
Диффузионный
Диффузионный способ заключается в разогреве торцов до вязкотекучего состояния. Подготовленные торцы заготовок стыкуются и слегка сжимаются. Подвижные молекулы полимера под воздействием давления продвигаются в соединяемые части, перемешиваются, при охлаждении застывают в новом положении, образуют новые химические связи и обеспечивают надежное сцепление патрубков между собой.
Выделять какой-то способ сварки как диффузионный неправильно. По сути, любая сварка полиэтилена содержит в основе процесс диффузии разогретых молекул.
Раструбный метод
Не самый типичный способ. Имеется два варианта выполнения: с помощью раструбных труб и муфт. Сам метод напоминает сварку трубопроводов из полипропилена: раструб или муфты и заготовки разогревается с помощью паяльника со специальной насадкой.
Затем заготовка вставляется в раструб другой трубы или муфту, фиксируется, прижимается и выдерживается. Время сварки – 20 секунд. Если используются муфты, то вторая труба впаивается в муфту аналогично. Стоимость муфт невелика, изделия с раструбом в магазинах встречаются нечасто.
Соединение получается надежным и прочным, можно сварить небольшие диаметры.
Сварка встык
Этот метод применим на трубах с толщиной стенки больше 4,5–5 мм и диаметром более 50 мм.
Перед проведением работ отрезают полиэтиленовую трубу строго перпендикулярно и тщательно зачищают торцы. Затем закрепляют трубу в аппарате для сварки и тщательно центруют.
Между торцами труб для нагрева вводят нагреватель, трубы прижимают к нему и прогревают до размягчения торцов. Затем быстро убирают нагреватель, торцы сжимают таким образом, чтобы образовался небольшой кольцевой наплыв в месте стыка – грат.
Охлаждают стык, затем убирают станок. Работа имеет свои тонкости, для нее необходимы два человека.
Сварка экструдером
Экструзионная – сварка при помощи небольшого аппарата, из которого под давлением выдавливается расплавленный полиэтилен. Сырье в виде стержней или гранул загружается в экструдер.
Экструзия применяется на напорных коммуникациях с толщиной стенки более 6 мм, но им можно залатать и безнапорные канализационные трубопроводы с более тонкой стенкой. Место соединения разогревается потоком горячего воздуха.
Желательно на торцах снимать фаску.
Качество шва получается очень высоким. Достоинство метода в том, что можно заварить уже проложенную полиэтиленовую трубу, не демонтируя трубопровод.
Сварка электромуфтовая
Это самый надежный, удобный и универсальный метод соединения. Его можно применять даже в труднодоступных местах. Но, к сожалению, он и самый дорогой – электросварные фитинги недешевы, сварочный аппарат также стоит немало. Сварка с помощью терморезисторных муфт применяется от небольших до самых больших диаметров полиэтиленовых трубопроводов.
При терморезисторной сварке полиэтиленовые заготовки обрезаются строго перпендикулярно, тщательно зачищаются от заусенцев и пыли, вставляются в муфту, центруются с помощью специальных приспособлений. В муфте имеется нагревательный элемент. Он подключается к специальному сварочному аппарату, подается ток, элемент разогревает муфту и торцы труб, и они свариваются.
При этом виде сварки крайне важно сохранить неподвижность соединения до полного остывания.
Какой способ лучше
До выбора лучшего способа соединения необходимо определить, какой из них применим в конкретном случае в зависимости от диаметра трубопровода.
Самый надежный и универсальный способ – сварка при помощи терморезисторных муфт. Но муфты, особенно больших диаметров, дороги, дорог и сварочный аппарат (но его можно взять напрокат). Поэтому такая сварка при обустройстве частного дома не слишком распространена.
Чаще сваривают встык или при помощи муфт под пайку. Сварка встык применяется на полиэтиленовых трубах с большой толщиной стенки, в частных домах такие обычно не используют. Эструзионная сварка пока не слишком распространена, в основном из-за малой известности метода.
Рекомендации для проведения качественной сварки
Для сварки ПЭ особое значение имеют качество обработки торцов стыкуемых труб. Они должны быть тщательно очищены от стружек, заусенцев, пыли, грязи, жира. Важно также тщательное центрирование заготовок, отсутствие эллипсности, точное совпадение диаметра и толщины стенок заготовок.
Нельзя трогать соединение до полного остывания. Нельзя проводить работы под дождем, снегом, в мороз.
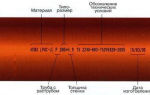
Особенности работы с ПВД и ПНД
Эти два вида полиэтилена немного различаются по своим техническим характеристикам и параметрам. Информация сведена в таблицу.
| Характеристика | ПВД (ПНП) | ПНД (ПВП) |
| Температура плавления, °С | 103-110 | 125-132 |
| Температура размягчения, °С | 100 | 120-125 |
| Жесткость | небольшая | большая |
| Гибкость | большая | небольшая |
| Хрупкость | маленькая | больше, чем у ПВД |
| Прочность | средняя | высокая |
При сварке следует учитывать, что для расплавления ПВД требуется более низкая температура, чем для ПНД. ПНД имеет большую прочность, чем ПВД.
Выполнение сварки ПЭ труб своими руками
Сварка полиэтиленовых труб в домашних условиях не слишком сложна и вполне выполнима своими руками. Главная проблема –дорогостоящее оборудование. Его в любом случае стоит взять напрокат, а не покупать.
Перед манипуляцией необходимо ровно отрезать заготовки и тщательно зачистить и обезжирить торцы.
Необходимые инструменты и материалы
Для сварки полиэтиленовых коммуникаций вам понадобятся трубы и, возможно, муфты.
Перечень необходимого оборудования:
- Труборез – приспособление для резки.
- Неплохо воспользоваться электроторцевателем для точного выравнивания торцов труб.
- Для больших диаметров неплохо бы использовать фаскосниматель.
- Аппарат для муфтовой сварки. Конструкционно он напоминает паяльный аппарат для полипропилена.
- Соответствующие насадки.
- Для торцевого соединения применяют специальный центровочный станок и нагревательный элемент.
Этапы работ
Сначала трубы обрезаются под углом 90°, зачищаются заусенцы, удаляется пыль и стружка, проводится обезжиривание. Удобнее выполнить эту работу электроторцевателем.
Технология муфтовой (раструбной) сварки
На паяльник надевают нужную насадку и разогревают его в течение времени, оговоренного в инструкции. Затем разогревают муфту и патрубок до размягчения полиэтилена и соединяют их. Дают время для диффузии и полимеризации – примерно 20 секунд соединение трогать нельзя. Затем таким же образом соединяют вторую заготовку с муфтой.
Соединение встык
Заготовки устанавливаются в станок для стыкования, фиксируются и тщательно центрируются. Перед тем, как паять, нужно удостовериться, что продольные оси заготовок полностью совпали.
Между полиэтиленовыми заготовками вставляется нагревательный элемент и выдерживается до размягчения материала.
Нагреватель убирают, заготовки быстро соединяют, сдавливают с усилием до образования кольцевого валика на месте шва. Выдерживают до охлаждения.
Стыковая сварка не так проста, как кажется с первого взгляда, и требует определенного опыта.
Контроль качества швов
От качества шва зависит надежность соединения. Высота валика грата при стыковом соединении должна соответствовать табличным данным.
Возле валиков не должно быть трещин, пор, раковин. Валики должны быть одинаковыми по всей окружности, одной высоты. Углубление в центре не должно опускаться ниже поверхности труб. Детали не должны быть смещены друг относительно друга. Если спаять брак – соединение придется разрезать и переделывать.
Фото бракованных стыковых соединений:

Заключение
Полиэтилен – замечательный материал для прокладки трубопроводов под землей. Научиться его монтировать и соединять различными способами несложно, эти работы вполне выполнимы своими руками.
Мы прощаемся с нашим любимым читателем и желаем ему успехов в прокладке инженерных коммуникаций к родному дому.
Подписывайтесь на нашу рассылку, получайте новую интересную информацию по вопросам ремонта, делитесь интересной информацией с друзьями в соцсетях.
(2
Стыковая сварка труб ПНД
Процесс сварки пластиковых труб нагретым инструментом заключается в следующем: при помощи специального сварочного оборудования необходимо разогреть концы свариваемых элементов до температуры плавления материала, затем соединить трубы под давлением и охладить, пока сварной шов не достигнет достаточной прочности.
Преимущества сварки ПНД встык по сравнению с другими способами
Главным плюсом данной технологии по сравнению с другими вариантами сварки ПЭ труб является отсутствие затрат на дополнительные соединительные детали (фитинги) – свариваются сами торцы труб. При этом прочность сварного шва не уступает прочности трубы. И чем больше диаметр монтируемого трубопровода, тем более ощутимой становится экономия на каждом сварном соединении.
Еще одним принципиальным преимуществом сварки встык является возможность использования данного метода при прокладке трубопроводов с помощью горизонтально-направленного бурения, а также при восстановлении старых трубопроводов методом протяжки внутри пластиковых труб: при стыковой сварке, в отличие от муфтовой, наружный диаметр трубопровода не увеличивается.
Краткая инструкция по процессу стыковой сварки ПЭ труб
РоссийскийГОСТ Р 55276 (в основе – европейский стандарт ISO 21307) допускает выбор из трех вариантов процедур сварки встык: сварку при при единственном низком давлении, сварку при двойном низком давлении и сварку при единственном высоком давлении. Однако на сегодняшний день (2020 г.) наиболее употребимым на практике вариантом остается процедура сварки при единственном низком давлении (близкая к традиционно использовавшимся немецким нормам DVS 2207-1).
Диаграмма процедуры сварки труб ПНД встык
Время t, сек:
tw – подготовка (крепление заготовок, определение давления перемещения и т.д.);
tf – торцовка;
t1 – выравнивание (длится, пока не образуется валик, высотой соответствующий табличному значению);
t2 – прогрев;
t3 – технологическая пауза (для снятия нагретого инструмента с центратора);
t4 – подъем давления;
- t5 – охлаждение под давлением РО.
- Давление p, бар:
p1 – перемещение;
pf – торцовка;
PI – выравнивание;
PII – прогрев;
p2 – табличное значение давления для свариваемой трубы*; - Pо = PI – охлаждение под давлением.
* Табличные значения давления в гидросистеме сварочного аппарата приводятся производителем аппарата. Для каждой модели оборудования они будут отличаться, т.к. разные аппараты при одном и том же значении давления на манометре будут создавать разное усилие прижима.
Этапы процесса сварки нагретым инструментом встык
Очистка торцов труб, поверхностей торцевателя и нагревателя
Перед тем, как закрепить свариваемые элементы в центраторе, необходимо очистить их внутренние и наружные поверхности – протереть чистой безворсной тканью. Удалите все загрязнения из зоны сварки. Также очистите поверхности торцевателя и нагревателя.
Для обезжиривания поверхности нагревателя используйте соответствующее средство, например, пропитанные этанолом салфетки.
Если монтируются трубы в защитной оболочке, предварительно необходимо снять внешний слой так, чтобы трубу можно было правильно зафиксировать в центраторе (если иное не предусмотрено изготовителем трубы).
Фиксация свариваемых элементов
После крепления труб в центраторе устраните смещение кромок, если оно присутствует. Чтобы правильно отцентрировать трубы используйте роликовые опоры или подставки. Это также уменьшит трение труб о грунт и снизит давление перемещения.
Торцевание труб
Процесс торцовки свариваемых элементов (срезание стружки с торцов труб с помощью специального инструмента) выполняется для создания параллельных поверхностей при выполнении сварки. Процедуру необходимо выполнять, пока не будет получена непрерывная стружка шириной в толщину стенки свариваемых элементов.
Давление прижима не должно существенно превышать давления перемещения – необходимо только создать достаточное усилие для врезания ножей в трубы. Дальнейшее увеличение давления не ускоряет процесс, но при этом ведет к быстрому износу оборудования. Выполняйте торцовку труб непосредственно перед сваркой, после чего не трогайте их руками.
Оценка качества подготовки труб
Удалите стружку из зоны сварки. Осмотрите свариваемые элементы на наличие следов неправильно выполненной торцовки – пустот либо других дефектов. При необходимости протрите торцы заготовок чистящим и обезжиривающим составом.
Определение давления перемещения
Перед началом сварки необходимо определить, какое давление в гидравлической системе сварочного аппарата позволит преодолеть силы трения, действующих на трубы и подвижные элементы центратора.
В каждом конкретном случае давление будет разным из-за различной массы труб, сопротивления грунта, углов наклона и т.д.
Значение давления, которое отобразится на манометре в момент, когда зажим с подвижным участком трубы начнет перемещаться, нужно будет далее добавлять ко всем табличным значениям давления на последующих этапах процесса сварки.
Оплавление торцов свариваемых элементов
Чтобы процесс прогрева торцов труб прошел правильно, поверхности нагревателя и свариваемых элементов должны идеально прилегать друг другу. Даже после правильно выполненной торцовки на трубах остаются некоторые неровности, также они присутствуют и на поверхности нагревателя.
Чтобы убрать все воздушные прослойки, необходимо сначала прижать трубы к нагревателю со значительным усилием – тогда оплавленный материал заполнит все пустоты.
При этом некоторая часть материала будет выдавлена наружу и внутрь в виде валиков (грата).
После формирования грата высотой, соответствующей табличному значению, давление должно быть уменьшено до давления прогрева.
При этом важно, чтобы контакт между нагретым инструментом и торцами труб не прерывался.
Температура поверхности нагревателя должна выбираться в соответствии с материалом свариваемых труб.
Технологическая пауза для извлечения нагревателя
После окончания времени прогрева торцов труб следует отвести свариваемые элементы от нагревателя, снять нагреватель и максимально быстро свести трубы обратно. Время технологической паузы не должно превышать табличного значения: если оно будет больше, то на концах труб образуется слой охлажденного материала, что негативно скажется на прочности готового соединения.
Если сварка выполняется при низких температурах (особенно ниже 0°C), охлаждение поверхностей происходит быстрее, чем в нормальных условиях.
Это сокращает допустимое время технологической паузы: увеличивающийся слой охлажденного материала на торцах может сделать качество шва неудовлетворительным. К этому эффекту также может привести отсутствие укрытия зоны сварки от ветра.
Другим фактором, который может отрицательно повлиять на качество сварки, является влага, которая также ускоряет охлаждение поверхностей труб.
Кроме того, при значительной влажности частицы пара могут попасть внутрь соединения и создать пустые пузырьки, влияющие на прочность шва. Таким образом, необходимо защищать зону сварки от неблагоприятных погодных условий (например, с помощью защитной палатки с установленным внутри обогревателем).
Зона сварки также должна быть защищена от пыли. Прилипающая к поверхности нагретого материала во время технологической паузы пыль не будет полностью удалена при сведении труб, что также негативно повлияет на прочность полученного соединения.
Охлаждение сварного соединения
Расплавленные торцы труб должны сжиматься в сварочном аппарате под давлением в течение заданного процедурой сварки времени.
Давление требуется поддерживать до момента, пока температура не упадет до температуры кристаллизации полиэтилена. Далее охлаждение шва может быть произведено вне центратора сварочного аппарата.
Стыковая сварка полиэтиленовых труб: цикл работ, расчет параметров
Стыковая сварка полиэтиленовых труб относится к неразъемным способам соединения и производится путем нагрева при помощи специального сварочного оборудования торцов свариваемых частей, трубы и (или) фитинга до вязкотекучего состояния полиэтилена, и последующего их соединения под давлением.
Встык можно варить только трубы и фитинги одинакового диаметра и SDR, изготовленные из одной марки полиэтилена. Рекомендуемая толщина трубы при сварке должна быть не менее 4,5 см. Стыковую сварку разрешено проводить при температуре воздуха от -15ºС до +45ºС.
Сварка в стык — достаточно сложный технологический процесс, требующий высокой квалификации персонала и высококачественного оборудования. В месте с тем, данный способ обладает рядом несомненных преимуществ:
- Для сварки полиэтиленовых труб не требуется тяжелая техника;
- Сваривать полиэтиленовые трубы может бригада из 1 — 2 человек;
- Значительно ниже потребление электроэнергии (либо топлива) по сравнению со сваркой стальных труб. При применении так называемых “длинномерных труб” (на катушках или в бухтах) снижает количество сварных соединений в 50- 100 раз. Все это значительно ускоряет строительство трубопровода и снижает стоимость монтажа.
Способ стыковой сварки
Сварка встык — это способ, используемый для соединения труб и фитингов одного диаметра и толщины.
В этом процессе свариваемые поверхности труб выравниваются таким образом, чтобы достигался идеальный контакт, затем нагреваются до температуры плавления. После этого расплавленные поверхности труб соединяются под давлением.
Сварочное давление, температура и длительность регулируются таким образам, чтобы сохранить физические и химические свойства исходного материала.
Сварочный цикл можно разделить на следующие этапы:
- Оплавление торцов трубы;
- Нагрев;
- Удаление нагревателя из зоны сварки;
- Сварка;
- Охлаждение.
Перед началом сварки зоны соединения труб выравниваются с помощью электроторцевателя — инструмента для механической обработки торцов свариваемых труб.
Инструмент выравнивает торцы труб под прямым углом относительно оси и удаляет все сколы и неровности сечения.
Торцевание должно производиться до тех пор, пока стружка, образуемая в результате торцевания, начнет выходить непрерывной, ровной лентой.
Максимальные допуски по зазорам между свариваемыми поверхностями после торцевания указаны в таблице:
Далее свариваемые поверхности нагреваются до температуры плавления с помощью специального нагревательного элемента.
Оплавление торцов
Во время цикла «Оплавление» происходит образование первичного грата.
Нагрев трубы
Во время цикла «Нагрев» тепло распространяется вглубь материала. Давление на свариваемые части при этом близко к нулю (оно только обеспечивает контакт между торцами труб и нагревателем).
Затем нагревательный элемент удаляется из области сварки. Нагревательный элемент необходимо удалять так, чтобы не загрязнить и не повредить нагретые для сварки поверхности трубы.
Контактные поверхности нужно быстро соединить, не допуская других соприкосновений.
Время перехода должно быть настолько кратким, насколько это возможно, иначе нагретые поверхности застынут, что негативно повлияет на качество сварки.
Вывод нагревательного элемента
Цикл сварка
Во время цикла «сварка» образуется окончательный грат и молекулярные связи, обеспечивающие однородность соединения. Свариваемые части трубы соединяются под давлением равным давлению цикла «Оплавление торцов»
Охлаждение стыка
Во время заключительного цикла «Охлаждение» происходит осадка стыка и стык приобретает максимальную прочность.
После соединения должен появиться симметричный буртик. Одинаковый размер правого и левого буртика показывает правильность сварки. Различный размер буртиков показывает различные характеристики вязкости соединяемых материалов, то есть процедура сварки произведена неверно.
Расчет параметров сварки встык
- Для расчета параметров сварки необходимо обладать следующими данными:
- е — толщина трубы; Dn — номинальный (наружный) диаметр трубы; Di — внутренний диаметр (Dn — 2е);
- S — площадь сварки в мм², которую можно рассчитать по формуле:
- S = π(Dn² — Di²)/4, где π = 3,142;
Sc — площадь цилиндра машины в мм².
Также необходимо знать марку полиэтилена. Этот параметр необходим для правильного определения времени протекания циклов сварки.
Поскольку в расчетах задействован такой параметр, как площадь цилиндра машины для сварки ПЭ труб (Sc), рекомендуем использовать готовые таблицы с параметрами сварки для каждого вида и типоразмера труб. Эти таблицы обычно приводятся в инструкциях по эксплуатации машин для сварки ПЭ труб.
Приведенные ниже формулы для расчета давления циклов: «Оплавление стыка» и «Сварка» носят справочный характер.
- Давление Р1 : «Оплавление стыка» = 0,15 (S/Sc) х 10 (бар)
- Давление Р2 : «Нагрев» = 0,02 (S/Sc) х 10 (бар)
- Давление Р5 : «Сварка» — «Охлаждение» = 0,15 (S/Sc) х 10 (бар)
где:
значение 0,15 для Р1 и Р5 является постоянной величиной, соответствующей 0,15 N/mm²; значение 0,02 для Р2 является постоянной величиной, соответствующей 0,02 N/mm².
Температура нагревательного элемента во время циклов «Оплавление стыка» — «Нагрев» должна находится в пределах от 200 ºС до 220 °С.
Время сварки также рассчитывается индивидуально для каждого типоразмера труб, в зависимости от диаметра трубы и толщины стенки.
В качестве справочной информации временные параметры сварки приведены в таблице.
Рекомендуемые временные параметры при сварке ПЭ труб и фитингов встык при внешней температуре окружающей среды 20 °С и умеренном воздушном потоке
| Номинальная толщина стенки, мм | Оплавление стыка, мм | Нагрев, сек | Вывод нагревательного элемента, сек (max время) | Осадка, время процесса сварки, сек | Охлаждение стыка под давлением Р = 0,15 ± 0,01 N/mm2 сек (min время) |
| Оплавление стыка до образования грата Р = 0,15 N/mm2 | Время нагрева, рассчитывается как толщ, стенки х 10. Р = 0,02 N/mm2 | ||||
| 4,5 | 0,5 | 45 | 5 | 5 | 6 |
| 4,5 … 7 | 1,0 | 45 … 70 | 5 … 6 | 5 … 6 | 6 … 10 |
| 7 … 12 | 1,5 | 70 … 120 | 6 … 8 | 6 … 8 | 10 … 16 |
| 12 … 19 | 2,0 . | 120 … 190 | 8 … 10 | 8 .. 11 | 16 … 24 |
| 19 … 26 | 2,5 | 190 … 260 | 10 … 12 | 11 … 14 | 24 … 32 |
| 26 … 37 | 3,0 | 260 … 370 | 12 … 16 | 14 … 19 | 32 … 45 |
| 37 … 50 | 3,5 | 370 … 500 | 16 … 20 | 19 … 25 | 45 … 60 |
| 50 … 70 | 4,0 | 500 … 700 | 20 … 25 | 25 … 35 | 60 … 80 |
Важно!
Не каждый стыковой сварочный аппарат может варить газовые трубы. Это зависит от нескольких факторов:
Во-первых, аппарат должен быть гидравлическим, так как от силы сжатия зависит прочность стыка и величина максимально допустимого давления транспортируемой жидкости.
Ручные механические аппараты годятся для сварки только водопроводных труб, тем более, чем выше диаметр труб у механических аппаратов, тем меньшее показатель сжатия на стык и тем меньше максимальное давление потоков транспортируемой жидкости.
Во-вторых, сварочный аппарат должен иметь блок протоколирования всего сварочного процесса.
Проектирование трубопроводов

Вам также может понравиться
Как выполняется стыковая сварка полиэтиленовых труб: инструкция по проведению работ
Трубы из полиэтилена диаметром 2-120 см часто используют для прокладки водопроводов, газопроводов, оборудования ливневой канализации.
Они являются долговечными, стойкими к коррозии, мало весят, легко монтируются. Для соединения изделий применяется сварка. Она может быть разных видов. Наиболее популярна стыковая сварка труб из полиэтилена.
Она обеспечивает получение герметичного и эстетичного на вид шва.
Обычно для прокладки магистрали нанимают специалистов. Но, согласитесь, услуги профессионала стоят недешево? К тому же, не все мастера являются добросовестными и ответственно подходят к выполнению заказа. Если имеются определенные знания и навыки, то можно проделать работу самостоятельно. Это позволит сэкономить деньги и гарантирует качественный результат.
Мы расскажем о технологии проведения сварки полиэтиленовых труб стыковым методом, приведем подробный алгоритм действий, дадим ссылки на нормативные документы и советы, которыми стоит руководствоваться при выполнении подобной работы.
Как выполнить стыковую сварку?
Стыковая сварка сегодня популярна. Этот метод используется не только в промышленности, но и в быту. Ее применяют для соединения однородных заготовок. Сварка встык имеет ряд преимуществ, по сравнению с другими технологиями.
Для ее проведения не нужны муфты и прочие элементы. Это позволяет неплохо сэкономить деньги на покупке дополнительных материалов. Применяемая технология обеспечивает сохранение показателей гибкости и прочности. С ее помощью можно соединить отрезки изделий разной длины. При этом прочность в месте сварки не будет ниже, чем на других цельных участках.
Стыковая сварка труб относится к неразъемным вариантам соединения. Она может выполняться по разной технологии. Оптимальный способ выбирается, исходя из материала изготовления магистрали
Стыковая сварка может выполняться путем оплавления и сопротивления. Каждый из вариантов имеет свои особенности, плюсы и минусы.
Сварка методом оплавления
Суть сварки данным методом заключается в том, что стыки трубы оплавляются под воздействием нагретого инструмента до вязкотекучести. Затем торцы соединяются под давлением и выдерживаются до полного остывания. В результате получается герметичный шов.
Чтобы соединение было качественным, необходимо плотно прижимать отрезки изделия после нагрева. Применение современного оборудования позволяет частично автоматизировать и упростить такую работу. С его помощью операция по соединению труб методом оплавления проводится в кратчайшие сроки.
Сварка методом сопротивления
Суть стыковой сварки сопротивлением в том, что края труб прижимаются к электродам, которые оснащены специальными губками. Это обеспечивает высококачественный электрический контакт. Исключено проскальзывание материала между электродами.
Затем две трубы плотно друг к другу прижимают и фиксируют. Далее подают сварочный ток. Контактирующие участки материала расплавляются и под давлением соединяются в одно изделие. Полученная конструкция обладает невысокой стойкостью к окислению в ходе эксплуатации. Это существенно ограничивает ее сферу применения.
Сварка методом сопротивления обычно используется для соединения тонких деталей из низкоуглеродной стали (труб, стержней, проволоки). С ее помощью также сваривают медные, бронзовые и латунные элементы
Сварка сопротивлением подходит только для труб с малым сечением. Поэтому на крупном производстве, для прокладки больших магистралей ее применяют редко.
Что выбрать для полиэтиленовых труб?
Часто для прокладки трубопровода используют полиэтиленовый материал. Это объясняется его невысокой ценой и отличными эксплуатационными характеристиками.
Стоит помнить о том, что полиэтилен является диэлектриком. Поэтому он, в отличие от металла, не проводит ток. Для соединения изделий из него рекомендуется применять метод оплавления. Способом стыковой сварки сопротивлением на полиэтилене сделать шов не получится. Нужно использовать оборудование, которое нагревает срезы двух деталей.
Сварка методом оплавления полиэтиленовых труб имеет ряд особенностей. Во-первых, детали подводятся друг к другу на небольшой скорости.
Во-вторых, напряжение в течение всего процесса остается неизменным. В-третьих, исчезают все микронеровности благодаря равномерной подаче соединяемых элементов.
В-четвертных, для обеспечения максимальной контактной площади происходит оплавление поверхности заготовки.
Можно ли выполнить сварку самостоятельно?
Прокладка полиэтиленовой магистрали путем стыковой сварки имеет свои особенности и отличия от других методов соединения двух изделий.
Для ее проведения нужны определенные знания и опыт. В противном случае, конструкция выйдет низкокачественной и недолговечной.
Стыковую сварку своими руками выполнить можно. Но для этого нужно знать суть и особенности данного процесса. Важно наличие навыков сварки.
Иначе можно лишь испортить полиэтиленовые трубы и впустую потратить время
Стыковой метод сварки непростой в реализации. Не у каждого получается выполнить соединение труб качественно с первого раза.
Если нет знаний и навыков в сфере сварки, то лучше для прокладки магистрали обратиться к профессиональному мастеру. Но за работу ему придется заплатить внушительную сумму.
Если человек ранее проводил сварку другими методами, например, электромуфтовым, то он, скорее всего, сможет освоить и стыковую технологию. Поэтому имеет смысл попытаться провести соединение полиэтиленовых труб самостоятельно. Но нужно учитывать, что технология стыковой сварки сложнее, чем в случае соединения полиэтиленовых труб электромуфтой.
Чтобы выполнить работу качественно своими руками, нужно иметь специальное оборудование. Его можно взять напрокат. Это будет гораздо дешевле, чем покупать новый или б/у аппарат. Важно знать пошаговую инструкцию сварки встык оплавлением и четко ее придерживаться.
Инструкция по стыковой сварке
Сварка встык по технологии оплавления используется для соединения полиэтиленовых изделий, в частности труб. С ее помощью также производят монтаж фитингов и прочих деталей.
Для труднодоступных, сложных участков подобный метод не используется. В подобных случаях больше подходит электромуфтовая сварка.
Благодаря стыковой сварке можно достаточно быстро создать водопроводную магистраль. При этом конструкция получится аккуратной на вид и прочной. Можно не бояться о возникновении течи в месте соединения
Чтобы сварка встык прошла успешно и шов получился аккуратным и прочным, необходимо придерживаться определенного алгоритма действий.
Пошаговая инструкция приведена ниже:
- Подготовить сварочное оборудование.
- Организовать необходимые условия.
- Подготовить трубы.
- Провести сварочные работы.
- Дождаться остывания материала и фиксации результата.
Каждый из этих этапов имеет свои особенности, правила проведения. О них мы расскажем ниже более подробно.
Подготовка сварочного оборудования
Для сварки двух отрезков полиэтиленовых труб методом стыкования необходимо специальное оборудование. Оно центрирует, торцует, расплавляет и соединяет под нужным давлением края изделий.
Современный рынок предлагает широкий выбор таких аппаратов. Есть устройства с механическим, гидравлическим приводом и те, которые оснащены программным управлением. Последние более удобны в использовании.
Аппараты для стыковой сварки имеют стандартную конструкцию. Они в обязательном порядке включают такие составляющие: центратор, торцеватель, нагревательный элемент, редукционные вкладыши, привод.
Центратор предназначен для фиксации заготовок в нужном положении и закреплении соединяемых концов полиэтиленовых труб. Он оснащен двумя передвигающимися и двумя неподвижными зажимами.
Оборудование для выполнения стыковой сварки используется для соединения труб, изготовленных из полиэтилена ПЭ100, 100+, ПЭ 63 и ПЭ 80. Такие аппараты используются уже более 50 лет
Торцеватель позволяет обработать срез так, чтобы концы двух деталей полностью соприкасались. По правилам допускается зазор не более 0,05 см для средних и малых по диаметру труб.
Для изделий большого размера данное значение увеличивается до 0,07 см. Если после первой обработки при стыковке зазор больше установленного норматива, тогда вновь применяют торцеватель.
Нагревательный элемент имеет вид пластины, покрытой тефлоном. Он повторяет форму трубы. Привод сближает и соединяет нагретые и расплавленные стыки двух изделий. Редукторные вкладыши препятствуют деформации изделия.
В автоматизированном оборудовании есть блок управления, оснащенный кнопками. Такие аппараты обеспечивают простоту и точность сварочного процесса. Это позволяет исключить вероятность допущения ошибки.
Достаточно лишь правильно расположить две трубы, которые надо соединить, и нажать на соответствующую кнопку. Современное оборудование отличается высокой производительностью, но стоит дорого.
Создание необходимых условий
Технология стыковой сварки методом оплавления в использовании несложная. Но применять ее можно далеко не во всех случаях. Важно выполнение ряда условий.
Стыковая сварка возможна лишь в отношении труб, которые изготовлены из одного вида полиэтилена и которые имеют идентичный диаметр. Толщина стенок изделия не должна быть меньше 0,5 см. Выполнять работу допустимо лишь при определенном температурном диапазоне: от -15 до +45 градусов.
Очень важен температурный режим для проведения стыковой сварки. От него зависит результат работы. Проще добиться создания оптимальных условий для выполнения сварочных работ в помещении
Реализовывается метод стыковой сварки лишь, если имеется возможность надежно зафиксировать и прижать друг к другу концы соединяемых труб. При наличии специального аппарата с этим проблем не возникает.
Подготовка полиэтиленовых труб
Чтобы получить качественный, герметичный и эстетичный шов при соединении полиэтиленовых труб сварным стыковым методом нужно сначала подготовить изделия. Следует проверить овальность полиэтиленовых трубопроводов. Рекомендуется сравнить толщину стенок. Она должна быть одинаковой.
Также изделия стоит подготовить механически. Для этого применяют обрезку, фрезерование. Это позволит соединить трубы в нужном положении.
Рекомендуется использовать электроторцеватель. Он сделает обрезку трубы под нужным углом. Важно, чтобы края заготовок были ровные и полностью соприкасались друг с другом.
Нельзя пропускать этап очистки труб, даже, если они новые. При транспортировке и хранении на изделие оседает пыль. Наличие частичек грязи сделает сварочный шов неаккуратным и негерметичным
С поверхности деталей необходимо удалить загрязнения – пыль, грязь и т.п., влагу. Для этого может потребоваться две мягкие, сухие тряпки, специальное очищающее средство.
Проведение стыковой сварки
Сварку встык путем оплавления и последующего соединения двух деталей своими силами лучше проводить в автоматическом режиме. Это обеспечит получение желаемого результата.
Если используется механическое сварочное оборудование, то лучше работать с напарником. Это позволит выполнить все нормативы по времени на каждом этапе процесса, добиться получения качественного и надежного шва
Независимо от того, автоматическое или механическое используется оборудование для проведения стыковой сварки, алгоритм действий будет одинаковым.
Процесс выполняется в следующей очередности:
- расположить две трубы, которые надо соединить сваркой, в центраторе и закрепить их. Между изделиями должно быть расстояние около четырех сантиметров;
- снять фаску и провести зачистку изделий;
- концы трубопроводов одновременно нагреть сварочным зеркалом. Полиэтиленовый материал обычно расплавляют на 2 мм. Это происходит достаточно быстро;
- аккуратно убрать нагревательный элемент;
- плотно соединить нагретые стыки трубопроводов и зафиксировать их в таком положении;
- выдержать под давлением.
В итоге должно получиться ровное герметичное соединение с внешним наплавлением в области шва.
Время на выполнение процесса
На сварку полиэтиленовых труб оплавлением с последующим стыкованием может уходить разное количество времени. Многое зависит от наружного диаметра заготовок. Чем он больше, тем дольше нагревается и остывает материал, тем больше времени дается на соединение.
Перед тем, как начинать стыковую сварку, надо внимательно прочитать инструкцию по эксплуатации оборудования. В противном случае, при использовании аппарата могут возникнуть вопросы.
Каждый этап сварки стыковым методом (нагрев, соединение, выдержка под давлением) должен проводиться в соответствии с установленными нормативами времени.
Если, к примеру, слишком долго не стыковать нагретые концы труб или слишком рано убрать фиксатор, тогда вся работа пойдет насмарку
Для получения прочного, герметичного и аккуратного шва важно знать, сколько нужно нагревать концы труб, выдерживать состыкованные изделия. Подобная информация приведена ниже в таблице.
| Диаметр трубопровода в сантиметрах | Время на нагревание концов заготовок в секундах | Время, которое отводится на соединение в секундах | Время на охлаждение состыкованных труб и получение надежного шва в минутах |
| 11,0 | 50 | 12 | 8 |
| 9,0 | 40 | 11 | 8 |
| 7,5 | 30 | 10 | 8 |
| 6,3 | 24 | 8 | 6 |
| 5,0 | 18 | 6 | 4 |
| 4,0 | 12 | 6 | 4 |
| 3,2 | 8 | 6 | 4 |
| 2,5 | 7 | 4 | 2 |
| 2,0 | 7 | 4 | 2 |
| 1,6 | 5 | 4 | 2 |
Чаще всего стыковая сварка применяется в отношении полиэтиленовых труб с диаметром более 5 см.
Общие рекомендации по сварке
При выполнении сварки полиэтиленовых труб путем оплавления очень важно соблюдать инструкцию. Отход от технологии может привести к перегреву материала и появлению внутреннего наплыва. Это будет нарушать движение жидкостей по трубам.
Также шов может получиться кривым, неоднородным. В любом случае, подобная конструкция будет считаться бракованной и неподходящей для эксплуатации.
Есть ряд рекомендаций, которых нужно придерживаться, чтобы добиться желаемого результата. Важно, чтобы стенки во время стыковки не сдвигались больше, чем на 10% их толщины. При остывании материала соединенные детали должны быть надежно зафиксированы. Время, затраченное на удаление нагревательной пластины и стыковку двух концов изделия, должно быть минимальным.
Сварку безнапорных канализационных труб из полимера стыковым методом проводить не рекомендуется. В месте соединения образуется валик, на котором могут скапливаться твердые частицы, приводя к засорению магистрали.
Сварка труб из полиэтилена встык – непростая задача.
Только следуя инструкции и придерживаясь рекомендаций опытных мастеров можно будет без лишних проблем и максимально быстро создать необходимую надежную конструкцию
Решив прокладывать трубопровод и проводить сварку стыковым методом, рекомендуется сначала ознакомиться с положениями соответствующих ГОСТов. Эти документы содержат правила, требования к качеству работ, продукту.
При монтаже водопроводных и газопроводных магистралей стоит ориентироваться на ГОСТ Р 55276. В нем описана технология стыковой сварки полиэтиленового трубопровода.
В отношении оборудования для соединения изделий подобным методом применяется ГОСТ Р ИСО 12176-1.
Выводы и полезное видео по теме
Порядок и особенности проведения стыковой сварки труб из полиэтилена с использованием механического аппарата:
Стыковая сварка полиэтиленовых труб с помощью автоматического оборудования:
На практике стыковая сварка полиэтиленовых труб своими руками не особо распространена. Это связано с тем, что для выполнения подобной работы требуется специальное оборудование, определенный уровень знаний, навыков.
Стыковую сварку полиэтиленовых труб стоит проводить в соответствии с установленными требованиями и правилами. Это обеспечит получение качественной и долговечной конструкции. Сварка стыковым методом имеет свою технологию, особенности и отличия.
Реализовать метод можно своими руками, но для этого важно создать необходимые условия, подготовить должным образом трубы. Если аппарата для сварки нет, то целесообразнее его арендовать. Рекомендуется предварительно ознакомиться с видео по теме стыковая сварка. Наглядно будет проще понять суть метода и особенности его реализации.
У вас есть опыт проведения стыковой сварки полиэтиленовых труб? Хотите поделиться своими знаниями в данной сфере или задать вопросы по проведению сварочных работ? Оставляйте, пожалуйста, комментарии, принимайте участие в обсуждениях – ниже расположена форма для обратной связи.