Нарезание резьбы на универсальном токарном станке распространенная операция, особо в ремонтных подразделениях.
Наличие ходового винта, большой диапазон подач позволяют перекрывать основные потребности без переналадок и специального инструмента – достаточно нескольких резьбовых резцов.
Возможность механизированного нарезания ручными, машинными метчиками, лерками – упрощает настройку, ускоряет процесс при сохранении приемлемого качества крепежа.
Типы и свойства резцов
Классификация
На практике применяются резцы для наружной и внутренней резьбы с державкой прямоугольного сечения. Реже встречаются дисковые, призматические, затачиваемые по передней поверхности. Рабочий профиль у всех соответствует размерам винтовой канавки. По направлению нарезаемой спирали выпускают левые и правые.
Различают цельные и сборные инструменты. Первые, преимущественно изготовлены из быстрорежущей стали, небольшого сечения или дисковые. Основная масса оснащается режущими пластинами, закреплёнными пайкой тугоплавким припоем или механическим способом, допускающим замену при износе.
Резцы резьбовые: наружный (черт. 1), внутренний (черт. 2)
Материалы
Для изготовления режущей части служат:
- быстрорежущие стали;
- твёрдые сплавы;
- минералокерамика;
- сверхтвердые инструментальные материалы (СТМ).
Первые применяются для резьбонарезания сталей, сплавов цветных металлов, пластиков. Отличаются высокой прочностью, теплопроводностью, но пониженной, по сравнению с остальными, твердостью, красностойкостью, износостойкостью, ограничивающими скорость резания.
Наибольшую долю применяемых резьбовых резцов составляют оснащенные твёрдосплавными пластинами. Обусловлено это высокой стойкостью, твердостью, достаточной прочностью и жесткостью, приемлемой стоимостью. Производительность обработки выше, чем рапидом, в 2-3 раза.
Широкая номенклатура позволяет подобрать оптимальную марку для обработки в большинстве случаев.
Керамика относительно дешевая, довольно хрупкая, используется для обработки резьбы мелкого шага стальных и чугунных деталей, при жесткой системе СПИД, с ограниченными съемами припуска за проход.
СТМ на основе поликристаллического алмаза (ПКА) или кубического нитрида бора (КНБ) чрезвычайно твердые, теплостойкие, но дорогостоящие. Незаменимы для точных работ по труднообрабатываемым материалам.
ПКА используют для нарезания меди, алюминия, карбида вольфрама. КНБ работают по закаленным сталям, упрочненным чугунам. Успешное применение требует высокой жесткости и плавности хода оборудования.
Расшифровка написания резьб
Нормативные документы: ГОСТ, ОСТ, МН на конкретный тип содержат образцы условной записи.
Графические материалы оформляют, руководствуясь указаниями ГОСТ 2.311-68 «Изображение резьбы».
Типовая структура обозначения содержит:
- буквенную часть, определяющую тип;
- цифры, соответствующие номинальному размеру в миллиметрах или дюймах;
- шаг (мм) указывается только мелкий, после знака «×»;
- у многозаходных вместо предыдущего пункта приводят ход (мм), затем шаг в скобках;
- направление: правое – по умолчанию, левое – обозначают LH;
- поле допуска или класс точности;
- длину свинчивания, отличную от нормальной.
Пример 1: М16×1,5LH–6H. Расшифровка:
- М – метрическая цилиндрическая;
- 16 – номинальный диаметр, мм;
- 1,5 – мелкий шаг, мм;
- LH – левая;
- 6Н – поле допуска, где 6 – степень точности; H – основное отклонение. Прописные буквы применяются для внутренней (гаек), следовательно, резьба в отверстии.
Длина свинчивания не указана, значит – нормальная.
Пример 2: G1/2–A
- G – трубная цилиндрическая;
- 1/2 – размер резьбы, дюймов; соответствует внутреннему диаметру трубы;
- А – класс точности.
Варианты обозначений проиллюстрированы ниже.
Инструменты для нарезки резьбы
Нарезание резьбы с использованием токарного оборудования
Формообразование на станке осуществляется методом копирования рабочего профиля инструмента на деталь по винтовой линии. Поступательное перемещение сообщается резцу, метчику, плашке, гребенке. В сочетании с вращением заготовки получается винтовое движение, инструментальная поверхность совпадает с нарезаемой.
Технические характеристики токарно-карусельного станка 1525
Как правило, нарезание малых партий крепежа, фитингов до М36 производят метчиками, лерками. Крупные заказы выгоднее изготовлять на специализированных автоматах. Резьбы большого диаметра, ходовые, силовые, точные обрабатывают резцами на универсальных токарных, когда не располагают моделями с ЧПУ или программа выпуска недостаточна.
Нарезание внутренней и наружной резьбы резцом
Резьбы с высокой соосностью к другим поверхностям, передающие движение, усилие выполняют резцом. Вращение шпинделя связывают кинематически с ходовым винтом, перемещающим суппорт с резцедержателем.
Общий порядок действий включает:
- Проточку поверхности по длине нарезания, с образованием канавки для выхода инструмента.
- Выбор, при необходимости: заточку, доводку резца с проверкой по угловым шаблонам.
- Установку режимов на станке, настройку гитары на шаг, не обеспечиваемый коробкой.
Перемещение резца за оборот заготовки равняется шагу Р или ходу Н для многозаходных.
- Установку резца по шаблону.
- Нарезание за выбранное по справочнику количество проходов.
Резьбонарезание партии деталей разделяют на черновое, чистовое. Для последнего инструмент тщательно затачивают. Резьбы шагом свыше 2 мм получают боковым врезанием. Левую винтовую канавку получают, переключив трензель, чтобы ходовой винт вращался в противоположную шпинделю сторону. Суппорт с резцом перемещаются слева на право.
Средние скорости при резьбонарезании стали составляют 20 – 35 м/мин быстрорежущим инструментом, 100 – 150 м/мин – твердосплавным. Чистовые хода производят при увеличенной на 50 – 100% скорости. Внутренние резьбы обрабатывают на сниженных на 30% режимах.
Использование метчиков
Распространенная марка Р6М5 позволяет нарезать заготовки твердостью до 240 НВ, метчики из инструментальных легированных сталей применяют для «сырых» деталей. Твердосплавные используют редко, так как кромки выкрашиваются от перекосов, несоосности, увеличивающих изгибающие нагрузки.
Диапазон типичных размеров ограничен М36 – 42, G2. Большие диаметры крупного шага обрабатывают комплектом из 2, лучше 3-х метчиков. Отверстие растачивают несколько больше внутреннего диаметра гайки D1 (cм. Рис. 2), с учетом выпучивания металла из канавки. При сверлении учитывают разбивку. Рекомендуемые значения приведены в справочниках.
Существуют несколько способов обработки:
- Зачастую гайки менее М12 нарезают, удерживая вороток руками. Строго говоря, прием – нарушение ТБ, может привести к травме. В начале завинчивания поджимают метчик центром задней бабки для направления, далее происходит самозатягивание. Останавливают, вывинчивают на реверсе.
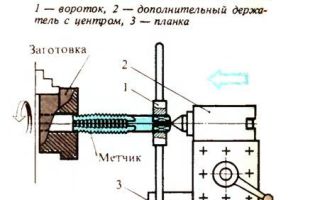
- Метчик устанавливают в вороток, упирают в планку, закрепленную в резцедержателе, подпирают центровой державкой или задним центром. Включают малые обороты, нарезают на самозатягивании. Для устранения биения витков рекомендуется поджимать метчик до завинчивания на половину рабочей длины, плавно выдвигая пиноль.
- Применяют качающийся самовыдвижной метчикодержатель.
- Крупные диаметры получают с подачей суппорта по ходовому винту, коробку настраивают на соответствующий шаг. Метчик вставляют в оправку, зажатую в резцедержателе.
Предохранительный патрон, устанавливаемый в пиноль, исключает поломку метчика при достижении дна глухого отверстия. Ускоряет выполнение серийных операций. Метчики с шахматным расположением зуба оптимальны для вязких нержавеющих, жаропрочных сплавов. Рекомендуемые скорости резания для стали 3 – 15 м/мин, для бронзы, чугуна 4 – 22 м/мин, работают с охлаждением. Для левых гаек используют инструменты с левой нарезкой, вращение противоположное, остальное – аналогично.
Технические характеристики токарного станка модели 165
Плашки для нарезки резьбы
Варианты обработки аналогичны рассмотренным для метчиков:
- Без включения подачи, самонавинчиванием от вращения патрона. При нарезке мелких винтов плашкодержатель удерживают руками (потенциально опасно) или опирают на зажатую державку. На первых витках держатель поджимают грибковым центром, затем –нарезка на самозатягивании. По окончании реверсируют, свинчивая лерку.
- Нарезание подачей суппортом, с опиранием ворота на резцедержку. Перемещение за оборот шпинделя равна шагу. Часто первые нескольких ниток нарезают вручную при выключенном станке.
- Применение оснастки, устанавливаемой в пиноль – более совершенный, безопасный метод.
Крупные типоразмеры обрабатывают, предварительно прорезав канавку на половину глубины резцом. Диаметры стержней меньше номинала на величину подъема.
Скорости резания 2 – 4 м/мин для черных металлов и до 10 м/мин – цветных. Для стали СОЖ: эмульсия, минеральное масло, сульфофрезол. Чугун обрабатывают с керосином или на сухую. Чистую поверхность получают, смазывая стержень салом.
Использование резьбонарезных головок
Резьбонарезные головки служат для высокопроизводительной обработки. Посредством конического хвостовика корпус устанавливается в задней бабке. Врезание осуществляют, выдвигая пиноль, вращая маховик, дальнейшая подача – самозатягиванием. По окончанию прохода гребенки без свинчивания радиально разводят поворотом рукоятки. Скорость резания достигает 20 м/мин.
Правила нарезки
Качество профиля зависит от множества факторов:
- Погрешности заготовки. Занижение или завышение диаметра стержня и отверстия соответственно причина неполной высоты витков. Разновысотность по длине – следствие конусности исходной поверхности.
- Рваная поверхность получается при затупившемся инструменте, высокой скорости, неверно выбранной смазке.
- Усадка гайки по среднему диаметру характерна при аналогичном износе метчика.
- Растяжка витков происходит от подтормаживания самовыдвижной оправки.
- Разбивка гайки по среднему диаметру возможна от большого переднего угла, способствующего отжиму перьев метчика.
Во избежание указанного необходимо:
- Грамотно выбрать оснастку и методику нарезания.
- Подготовить заготовку согласно технологической документации или указаний справочных таблиц.
- Правильно подобрать режимы резания и СОЖ.
- Настроить станок на обработку, при необходимости рассчитать и собрать гитару.
- Заточку, установку резца контролировать по шаблону.
- Проверить первые готовые детали, произвести поднастройку, периодически повторять контроль в дальнейшем.
- Следить за исправностью приспособлений, своевременно подтачивать инструменты.
Контроль качества резьбы
Обеспечение требуемых служебных характеристик соединения определяется соответствием действительных значений: наружного, внутреннего, среднего диаметров, половины угла профиля, шага. Проверки выполняются: - Калибрами. Контролируют диаметры резьбы в серийном производстве.
- Шагомерами (резьбовыми шаблонами), микрометрами со сменными вставками. Первыми проверяют на просвет P и α/2, вторые комплектуются набором сменных вставок под разные номиналы, предназначены для замера среднего диаметра болтов. Применяются в мелкосерийных цехах, измерения не точные.
- Точное измерение среднего диаметра винта выполняют, используя три проволочки, микрометр или оптиметр. Погрешность последнего до 2 мкм.
- Особо ответственные детали проверяют с помощью инструментальных микроскопов, позволяющих надежно определять диаметры, шаг, углы.
Какой резьбонарезной станок для внутренней резьбы лучше?
Резьбонарезные станки предназначены для быстрой и качественной нарезки резьбы для будущих соединений отдельных деталей и конструкций.
Резьбонарезной станок NP80A
Резьба нарезается на прутках, заготовках различной формы и диаметра, а также, для соединения металлических труб.
особенности станков для ажурной ковки методом холодной штамповки.
Принцип работы
Резьбонарезные станки позволяют выполнять работу с изменением скорости вращения и степени подачи шпинделя в зависимости от характера выполняемой операции.
В шпинделе закрепляется режущий инструмент для нарезания внутренней (метчик) или внешней (плашка) резьбы. Параметры движения инструмента задаются в соответствии с требуемым шагом резьбы и ее конфигурации.
Резьбонарезное устройство может иметь как вертикальное, так и горизонтальное расположение режущего инструмента, при помощи которого создается резьба следующих типов:
- дюймовая или метрическая (для труб);
- трапецеидальная;
- цилиндрическая;
- коническая.
об устройстве сверлильно-присадочных станков.
При использовании дополнительных инструментов можно изменять параметры обработки по форме, наклону, шагу резьбы. Для этого используется особая сменная головка. К примеру, для быстрого и качественного нарезания резьбы на трубе используется головка конической формы.
Резцы токарные 3-х кулачковые для нарезки резьбы
к меню ↑
Характеристики
К основным характеристикам, влияющим на производительность, относятся:
- мощность — от 750 Вт до 2,2 кВт;
- скорость вращения шпинделя — показатель, зависящий от мощности электродвигателя и влияющий на скорость нарезания резьбы. В зависимости от модели может составлять от 28 до 520 оборотов в минуту;
- диапазон нарезания — учитывает диаметр обрабатываемых деталей и может составлять от 3 до 51 мм. При работе с мелкими деталями используются станки с малым диапазоном — от 3 до 16 мм и от 8 до 24 мм. В промышленном производстве используются станки с максимальным диапазоном;
- масса — показатель, который влияет на мобильность. Оборудование весом до 50-ти кг может быть легко перемещено, в то время как более тяжелое оборудование имеет свою стационарную позицию.
«Разновидности и назначение токарных резцов».
к меню ↑
Виды резьбонарезных станков
Существует множество моделей, условно разделенных на три вида:
- ручной;
- электрический;
- автоматический.
Ручные резьбонарезные станки — используются при выполнении небольшого объема работ. За счет небольшого веса и скромных габаритов их можно перевозить и устанавливать непосредственно на месте производимых работ, к примеру, при ремонте или прокладке водопроводных, отопительных, газовых труб.
Процесс нарезки внутренней резьбы на станке
Электрические модели имеют более совершенную конструкцию, большие габариты и, соответственно, вес. Такое оборудование используется на малых и средних производствах для аккуратного и точного нарезания резьбы.
Небольшие устройства имеют вес около 60 кг и могут поддаваться транспортировке с объекта на объект.
Более мощные модели, весом от 150 до 200 кг уже имеют стационарное место расположения и перемещению не подвергаются.
Автоматические станки используются на больших производствах. Процесс их работы происходит без непосредственного вмешательства оператора, в задачу которого входит только лишь контроль выполнения заданной программы. к меню ↑
Станок ВМС-2А
Резьбонарезное устройство ВМС-2А используется для нарезания цилиндрической и метрической резьбы (внутренней и наружной) на трубах, прокате круглого сечения из черного, цветного, нержавеющего металла.
Диаметр труб, с которыми можно работать на ВМС-2А, колеблется от 0,5 до 2,5 дюймов. Нарезаемая резьба на ВМС-2А имеет шаг 3 мм, а длина нарезания 120 мм (без зенкера) и 65 мм (с зенкером).
data-ad-client=»ca-pub-8514915293567855″ data-ad-slot=»5929285318″>
Частота вращения шпинделя ВМС-2А варьируется и может быть установлена по таким параметрам — 64, 104, 132, 214 оборотов в минуту. Шпиндель имеет отверстие диаметром 45 мм, а резьбонарезная головка — 79 мм.
Мощность электродвигателя 3 кВт, частота оборотов в минуту — 1500. Габаритные размеры 1500×750х1160 мм, вес — 570 кг. к меню ↑
Резьбонарезной полуавтомат 5Д07
Полуавтомат 5Д07 используется для нарезания наружной (цилиндрической) резьбы на болтах, стержнях, изделиях из труб и др. При этом используется вращающаяся резьбонарезная головка, которая оснащена плоскими гребенками.
Резьбонарезной станок 5Д07
На 5Д07 можно обработать деталь длиной до 150 мм и диаметром до 40 мм. Нарезаемая резьба имеет параметры — М40. Частота вращения шпинделя полуавтомата 5Д07 варьируется от 63 до 355 оборотов в минуту.
Мощность электродвигателя — 2,38 кВт, габаритные размеры — 1500×725х1140, общая масса — 1150 кг. к меню ↑
Полуавтомат 5993
Резьбонарезной полуавтомат 5993 используется для нарезания наружной и внутренней цилиндрической резьбы и практически не требует ручной работы. Максимальная длина обрабатываемой на станке 5993 детали составляет 400 мм, максимальный диаметр — 42 мм. Размер нарезаемой резьбы — М42.
Частота вращения шпинделя у станка 5993 может изменяться от 42 до 250 оборотов в минуту. Мощность электродвигателя — 3 кВт. Габаритные размеры по длине, ширине, высоте — 1890×1095х1125 мм, масса — 1350 кг. к меню ↑
Станок VIRAX (162120)
VIRAX (162120) идеально подходит для применения на заготовительном участке или небольшой мастерской. Является портативным устройством и может использоваться как настольный, так и расположенный на треноге инструмент.
При помощи VIRAX (162120) можно высокопроизводительно нарезать правые цилиндрические и конические резьбы от ¼» до 2″.
VIRAX (162120) оснащен универсальным однофазным электрическим двигателем мощностью 1,5 кВт, который питается от сети 220 В, 50 Гц. Резьбонарезная головка VIRAX (162120) оснащена автоматической подачей масла из поддона через фильтрационную систему.
Настольный станок для нарезки резьбы Virax до 2-х дюймов
Фиксация труб происходит при помощи механизма ударного типа имеющего три губки, что позволяет надежно закрепить обрабатываемую деталь и качественно выполнить нарезку с минимумом ручной работы.
Резьбонарезная головка установленная на VIRAX (162120) является автоматически самораскрывающейся. Это позволяет использовать автоматический режим проведения работ. В полную комплектацию VIRAX (162120) включен роликовый обрезчик труб и гратосниматель. к меню ↑
Станок KERN
Высокопроизводительный автоматический электрический резьбонарезной станок KERN предназначен для быстрой, точной и качественной нарезки конической и цилиндрической резьбы диаметром ½» — 2″ за один проход.
Используется резьбонарезной станок KERN в проведении монтажных и ремонтных работ труб по поставке воды и тепла. Быстрооткрывающаяся автоматическая резьбонарезная головка позволяет качественно провести нарезку на болтах и трубах диаметром до 2″.
Мощность электродвигателя — 1,5 кВт, потребляемое напряжение — 220 В (50/60 Гц). Частота вращения составляет 38 оборотов в минуту. Масса — 60 кг. к меню ↑
Резьбонарезной станок RIDGID
Резьбонарезной станок RIDGID позволяет нарезать резьбу на трубах диаметром от 4″ до 6″. Во время нарезания резьбы возможно переключение направления вращения влево или вправо.
Резьбонарезной станок RIDGID 535А
Автоматический режим работы обеспечивает самостоятельно открывающаяся резьбонарезная головка с зубчатой передачей, которая оснащена гребенками, позволяющими нарезать резьбу на трубах диаметром до 4-х дюймов. Эта же головка позволяет снимать фаску и накатывать желобки для труб указанного диаметра. к меню ↑
Сверлильно резьбонарезной станок
Сверлильно резьбонарезной станок, по сути, является обычным устройством для сверления, на которое установлена резьбонарезная головка. Это позволяет избежать ручной нарезки резьбы, так как есть подходящее электрическое устройство.
Для нарезания резьбы рабочий стол сверлильного станка дополнительно оснащается для прочной фиксации детали.
Так как практически все сверлильные станки имеют вертикальную компоновку рабочих узлов, то нарезание резьбы на деталях имеющих большую длину не представляется возможным. Поэтому внутреннюю и наружную резьбу на нем можно выполнять только на заготовках имеющих небольшие размеры. к меню ↑
Как работает промышленный резьбонарезной станок ZPM 50? (видео)
data-full-width-responsive=»true» data-ad-client=»ca-pub-8514915293567855″data-ad-slot=»8040443333″>
Главная страница » Токарные
Резьбонарезной станок
Резьбонарезной станок – это оборудование, которое режет заготовки конусной и цилиндричной формы. Также выполняет нарезку резьбы на трубе (газопроводной, водопроводной и другой) и еще станки можно использовать как оборудование для производства болтов. Благодаря универсальности такого станка круг его применения расширяется от крупных производств до небольших ремонтных мастерских.
Конструкция и принцип работы резьбонарезного станка для труб
Само устройство по типу схоже со сверлильной машиной вертикального типа. В шпиндель крепится специальный инструмент – метчик, именно он в соответствии с выставленной скоростью и частотой вращения передвигается вниз в сторону крепко и плотно закрепленных труб.
Во время нарезки на длинных трубах используется подставка, которая регулируется по длине и высоте. В зависимости от типа, сверлильно резьбонарезной станок может иметь горизонтальное или вертикальное размещение исполнительного инструмента.
Чаще, используют вертикальное оборудование, в роли резца выступает метчик. А вот горизонтальные станки, используют для нарезки резьбы разного типа труб. Наружные резьбы делаются по средствам резьбовых резцов и круглых плашек.
А вот внутренние работы выполняются с помощью специальных резцов и метчиков.
Типы резьбы, которые можно выполнить с помощью станка для нарезки резьбы:
- Метрическая и дюймовая резьба на трубах;
- Коническая, трапецеидальная и цилиндрическая.
При использовании дополнительных инструментов появляется возможность делать наклоны и задавать всевозможную форму.
Станок для нарезки резьбы, его виды
Представляемое оборудование условно можно разделить на три группы:
- Ручные станки;
- Электрические станки;
- Автоматические станки.
Вид подобного оборудования подбирается исходя из планируемых объемов нарезания резьбы. Одним из самых главных достоинств применения ручного станка – это его мобильность.
Такое оборудование не большое по своему объему и весу, за счет этого его с легкостью можно перемещать с одного на другое место. Для работы на нем не требуется специальных навыков и знаний. А вот главный недостаток – резьба труб диаметром более 50 мм не возможна.
Зачастую такие станки используют, так сказать в гаражных условиях и небольших мастерских.
Электрический резьбонарезной станок имеет большой вес, объем и сложную конструкцию. Но в отличие от ручного оборудования их используют на производствах, они более надежны и позволяют работать с диаметром труб более 50 мм. Компактные электрические модели имеют вес около 60 кг, но их функции ограничены. Более мощные модели могут весить до 200 кг.
Нарезка резьбы на автоматических станках происходит без вмешательств человека. Этот станок очень большой и используется на предприятиях для поточного производства труб.
Резьбонарезные станки для труб – это основное оборудование, без которого не обойдется не одно серьезное предприятие, специализирующееся на резьбе.
Приобретение оборудования
Если Вашему масштабному предприятию или небольшой мастерской необходим резьбонарезной станок, купить его Вы сможете в нашем интернет-магазине, который предлагает своим клиентам всевозможные модели оборудование от разных производителей:
- Rems – это одна из лучших немецких фирм-производителей, которая предлагает своим потребителям высококачественные и высокоэкономичные станки. Благодаря специальной технологии их изготовления, они обеспечивают себе долгий срок эксплуатации
- Rothenberger – это одни из самых мощных, и в тоже время компактных станков, которые можно с легкостью перемещать по территории производства
- Ridgid – лидеры продаж, поскольку оснащены мощным электродвигателем, что позволяет в течении всего рабочего дня использовать их в интенсивном режиме
- Virax – это совокупность высокого качества и самой оптимальной цены
- Kern – лучший из лучших! Если, помимо трубных резьб вам понадобиться станок для изготовления болтов, то Вы смело можете купить резьбонарезной станок Kern, поменять голову на метрическую и использовать его уже как оборудование для производства болтов. Почему мы советуем купить именно станок для нарезания резьбы и болтов КЕРН? Потому что, только на него подходят практически все виды резьбонарезных голов многих производителей
Итак, если Вы все же приняли решение приобрести резьбонарезной станок, цена на который довольно таки высокая, то следует помнить о том, что такое оборудование очень скоро окупит себя и принесет Вам большую прибыль.
Токарные станки по металлу для нарезки резьбы
Предлагаем токарные станки по металлу для нарезки резьбы с автоматическим и ручным управлением процесса, которые подойдут как для нечастого, так и массового применения. Установки соответствуют стандартам качества, имеют официальную гарантию и реализуются по ценам производителей. Отличаются высокой эффективностью и точностью работы.
| Низкая цена | Большой выбор | Всегда в наличии |
Купить токарный станок по металлу для нарезки резьбы Цена (по возрастанию) Выводить по:
Быстрый просмотр
Быстрый просмотр
5%
Токарный станок для нарезки резьбы SPA-700P
| Мощность, кВт: | 0.55 |
| Напряжение, В: | 400 |
| Диаметр над станиной, мм: | 270 |
| Расстояние между центрами, мм: | 700 |
| Диаметр над суппортом, мм: | 145 |
Быстрый просмотр
Быстрый просмотр
Токарные станки по металлу для нарезки резьбы – это узкоспециализированное оборудование, которое используется как в небольших мастерских, так и на промышленных заводах. Предназначены для нанесения резьбового узора с внешней и внутренней стороны на мелкие и крупные детали округлой, конусной или цилиндрической формы.
Станки применяются для изготовления изделий по типу болтов и гаек, нарезания резьбы на трубы и пруты для возможности их соединения. Например, на водопроводных металлических трубопроводах или заготовках для создания каркасов и прочих конструкций.
Преимущества станков:
- нарезают резьбу максимально точно;
- экономят время (создание узора на гайке занимает 1 минуту);
- подходят для обработки больших изделий.
Некоторые модели оборудования могут наносить резьбу на детали с диаметром до 200 мм. Сделать это вручную практически невозможно.
Выбирая подходящий станок, следует учитывать частоту его применения и сложность предстоящих работ и сопоставлять это с техническими характеристиками. Для единичного использования подойдут модели с ручной фиксацией детали или выниманием метчика, для многосерийного – автоматические.
Большой выбор оборудования представлен в ГК «ТехноСпецСнаб». У нас вы сможете купить токарные станки по металлу для нарезки резьбы с различной производительностью. А сделать выбор правильно помогут наши профильные специалисты. Звоните по номеру в Москве – 8 (495) 797-55-30.
Хотите купить токарный станок по металлу для нарезки резьбы в Москве? Но не знаете какой выбрать?
Наш специалист Полетаев Сергей проконсультирует Вас
Или напишите нам на почту stanki@tss-s.ru
Всё о нарезке резьбы на трубах: 4 секрета токаря
Питчевая резьба замеряется питчами (для определения число дюймов pi значение делят на питч).
Параметры
Гост на дюймовую резьбу 6257 – 81 главными точными параметрами определяет размеры шага прохода и диаметра.
При этом измерение наружного трубного диаметра равно расстоянию между каждой верхней точки противостоящих гребней. Диаметр внутреннего просвета замеряют от одной точки внизу впадины канавки до другой противоположной.
Резьбовой шаг постоянной величины, он измеряется расстояниями между соседствующими гребнями, либо впадинами.
Отличия между метрической и дюймовой резьбой:
- размеры метрической – в мм, дюймовой – в значениях дюймах, либо их дробных долях,
- дюймовая резьба характеризуется более острыми углами наклона гребней и впадин,
- нити отличаются закругленной формой.
- Верхний размер угла = 55 град, шаг резьбы замеряют количеством нитей.
- В быту используются такие виды изделий:
- с параметром в 1 дюйм — 14 нитей, шаговая длина 1, 814 мм, величина диаметра ¾, либо ½,
- 11 нитей в 1 дюйме – с размером шага 2, 309, и диаметром 1; 1 и ½; 1 и ¼.
- Соотношение дюймовой и метрической резьбы:
Таблица соотношение дюймовой и метрической резьбы
Выполнение трубной резьбы
Делают нарезание резьбы на токарном станке резцом, а также с помощью плашек, гребенками и метчиками, ручным или механическим способом. Для уточнения размеров потребуется инструмент резьбомер (гребенка, калибр), либо штангенциркуль.
Определение шага трубной резьбы
При метрическом нарезании вначале нужно определить шаг резьбы: промерить расстояние, отделяющее вершины, затем разделить на число нитей.
Важно проверить вначале шаг и профиль, затем размеры внутреннего, наружного диаметров.
Чтобы узнать шаг при помощи линейки, либо определить щтангенциркулем, нужно замерить длину двух или трех проходных шагов, затем разделить на число шагов. При проверке резьбомером зубцы пилочки должны плотно, без зазоров прилегать к измеряемой резьбе.
Точность замеров зависит от следующих условий:
- степени износа и чистоты детали;
- удобства операции замера,
- чистоты и вида инструмента,
- правильного использования измерительного прибора.
При дюймовом методе просчитать число нитей на 1 трубный дюйм. После обработки требуется проверка.
Чтобы определить шаг дюймовой резьбы штуцером (муфтой) с внутренней нарезкой нужных размеров, нужно закрутить внутрь детали болт. Если он зашел ровно, плотно, без усилий, то размеры шага и диаметра нарезки подобраны верно. Для замера наружной величины гребней применяются накручивающиеся детали насадки. При несоответствии размеров используют поочередно другие калибры до соответствия.
Как пользоваться резьбомером? Пластины, которые включены в инструмент, прикладывают к наружной, затем внутренней нарезке трубы. При соответствии профиля размеру пилки уточняют визуально: рассматривают свободный просвет. Точное совпадение означает параметры размера, указанные на пилочках (пластинах) резьбомера.
Штангельциркулем и микромером с точностью промеряют лишь наружные диаметры, поэтому более приемлемый вариант – использование резьбомера.
Чтобы не допустить ошибки, нужно замерить каждый диаметр детали три раза, просчитать и выбрать среднюю величину.
Чтобы не допустить ошибки, нужно замерить каждый диаметр детали три раза, просчитать и выбрать среднюю величину.
Пример переходника с нанесённой внутренней и наружной резьбой
Нарезка трубной резьбы
Чтобы точно нарезать резьбу на токарном станке (дюймовая) важно правильно подобрать инструменты: дюймовый резьбомер используют для определения шага и конструкции резца.
Затем определить направление резьбы, точно настроить параметры для станка.
Резцы для нарезания резьбы затачивают с учетом размера переднего угла γ = 0, и регулировочно ставят точно на линейной высоте центра станка. Профильный угол = 55 град.
Резьбовой резец для наружной резьбы дополняют стальными прочными пластинами (либо из твердого сплава). Деталь обрабатывают с условием, что размер ее наружного диаметра меньше диаметра нарезки, так как при обрабатывании происходит деформация металла, ведущая к увеличению диаметра заготовки.
Для выполнения внутренней поверхности заготовку вначале растачивают, либо сверлят, затем следует нарезать гребни с исполнением уступа 2 – 2,5 мм. (чтобы точно определить последний захода резца) затем его удаляют.
Для точности применяют шаблон, совмещают резец для нарезания резьбы с шаблоном, ориентируясь на просвет в строгом соответствии с линией центра станка.
Нарезание резьбы резцом на станке делают поэтапно.
- После каждой операции захода резца его перемещают на исходную позицию.
- Устанавливают новые параметры глубины и рабочий проход повторяют, при этом смещая резец направо, либо налево, перемещают суппорт на 0,1 – 0, 15 мм.
- Количество проходов 3 – 6 черновых, только 3 чистовые операции. Для них используют резцы, дополненные державками мягкопружинящими, чтобы поверхность была ровной, сглаженной.
- При исполнении чернового варианта нарезания токарный резец крепят на державке жесткой.
- Головку плоского резца, исполняющего нарезку детали внутреннюю, приспосабливают перпендикулярно для оси детали, чтобы, во избежание перекоса, получить симметричный элемент.
- Для исполнения чистовых операционных проходов при станочном нарезании витков используют прочные державки пружинящие.
- Черновое рабочее нарезание резьбы на станке делают резцом, укрепленным внутри державки жесткой структуры, а чистовую операцию — резцом, размещенным внутри пружинящей станочной державки.
Для упрощения ручной операции нарезки применяют прибор КЛУПП, состоящий из корпуса с ручками, оборудованный подвижными гребенками или купить специальную плашку, в комплекте которой профильные сменные гребенки.
Тщательно выполненная дюймовая трубная резьба – гарантия безопасной долговечной работы системы водоснабжения дома, поэтому если нет определенных навыков по нарезанию, закажите изготовление мастеру токарю, либо фрезеровщику.
ТБС
Резьбонарезной станок необходим для промышленного нарезания внешних и внутренних резьб на цилиндрических и конических элементах трубопроводов разного назначения. Резьбовое соединение может выполняться как с торцов труб и фасонных частей, так и в боковых отверстиях корпуса.
На официальном сайте компании ТБС вы можете выгодно приобрести электрический резьбонарезной станок от ведущих мировых производителей. Перечень поставщиков ниже. Помимо оборудования компания предлагает качественную оснастку, предназначенную для обработки изделий из стали, цветных металлов и пластика.
Применение станков
Станок для нарезания резьбы необходим и небольшой мастерской, где эта работа достаточно регулярна, и крупному промышленному предприятию, на котором нарезка резьбы входит в цикл производства серийной продукции. Разница – в производительности станков и уровне их автоматизации.
Выбор оборудования также зависит от материала труб, их диаметра, геометрии резьбы.
Чем хороши станки для резьбы?
И стационарный, и компактный напольный или настольный резьбонарезной станок имеет несомненные преимущества перед ручным инструментом. К их числу относятся:
- Высокая точность обработки торцов и отверстий.
- Отсутствие физических усилий со стороны оператора, минимизация ручного труда.
- Высокая производительность.
- Широта параметров и режимов обработки, недоступная ручному клуппу.
Очевидные недостатки – высокая стоимость оборудования и требования к подготовке персонала.
Резьбонарезной станок способен выполнить следующие виды резьб:
- Цилиндрическую. Обрабатываемая деталь имеет вид полого цилиндра. ГОСТ 6357-81.
- Коническую. Труба или иная деталь имеет форму усеченного конуса. Стандартная конусность (отношение поверхности к оси симметрии) – 1/16 (3°34′48″). ГОСТ 6211-81.
Стандартный профиль нитки резьбы – треугольный, с основным углом в 55° и двумя углами в 62,5° (стандарт Витвора). В американском стандарте профиль может иметь форму равностороннего треугольника *все углы по 60°.
В сантехнических приборах используют резьбы с круглым профилем, а при изготовлении деталей для механических передач и крепежей – с трапецеидальным. Ручное оборудование способно выполнить лишь простые цилиндрические резьбы.
Для изготовления конической или трапецеидальной резьбы необходим станок с соответствующей резьбонарезной головкой.
Шаг резьбы может быть постоянным и переменным. Агрегат может быть универсальным и рассчитанным на нарезку только правой или только левой резьбы.
В зависимости от страны-производителя оборудования резьба может быть метрической и дюймовой. Разница – в единицах длины, в которых указываются внутренний и внешний диаметр, шаг резьбы и другие параметры.
Базовым пока остаётся британский дюймовый стандарт BSP (British standard pipe thread).
В каталоге интернет-магазина ТБС вы можете отсортировать оборудование по производителю и по диапазону доступных рабочих диаметров трубы.
По способу управления станок для нарезания резьбы может быть ручным, полуавтоматическим и полностью автоматическим (с ЧПУ).
Настольные станки запитываются от бытовой однофазной электрической сети, промышленные стационарные могут подключаться и к источникам трехфазного тока в зависимости от мощности.
В качестве рабочих органов обычно используются резьбонарезные головки с комбинацией режущих гребенок. Именно они позволяют варьировать геометрию резьбы и обеспечивают быстрое выполнение сложных операций.
Как купить станок для нарезки резьбы?
Приобретение профессионального оборудования для нарезания резьб требует тщательного учета всех параметров и перспектив производства, ведь станок должен не просто украшать цех или мастерскую, а оправдывать себя экономически.
Прежде чем сделать заказ в интернет-магазине ТБС, проконсультируйтесь у специалиста компании по поводу оптимальной производительности, габаритов, марки оборудования.
Мы предлагаем как недорогие станки для массового производства, так и прецизионные агрегаты, обеспечивающие ювелирную стыковку труб любых диаметров и назначения.
Терминалы компании ТБС расположены в Москве, Санкт-Петербурге и Новосибирске. В регионах присутствия клиентам доступна курьерская доставка станков и расходных материалов. Условие – заказ на сумму от 10 000 рублей. По всей России станок для нарезки резьбы быстро и недорого доставят партнерские транспортные компании.
По всем вопросам обращайтесь по бесплатном телефону компании ТБС 8 800 775 69-58 или в онлайн-чате на сайте.