
Пайка полипропиленовых труб Пайка полипропиленовых труб Posted on 17.03.2013 in Полипропиленовые трубы, Сантехника, Трубы
- В материале о полипропиленовых трубах я вкратце рассказал, что это за трубы.
- Теперь немного поговорим о пайке этих труб.
- Правильно конечно же говорить: «сварка» или даже «диффузионная сварка труб», но мы обычно используем более простые слова: Словарную диффузионную сварку, зовём пайкой Сварочный аппарат, называем паяльником или вовсе утюгом
- Полипропилен называем «поликом» или «ППР»
Цвета называем так: Белый — Турок. (Хотя Валтек тоже делает белый и качество труб на высоком уровне) Серый — Чех Зелёный — Немец
Инструмент
Для «пайки» труб понадобятся: Паяльник —»Сварочный аппарат» Труборез или ножницы Зачистка или торцеватель
 Труборез или ножницы
Труборез или ножницы  Зачистка или торцеватель
Зачистка или торцеватель
«Паяльник» это тот самый инструмент, без которого монтаж полипропиленовых труб невозможен в принципе. Что касается ножниц, то трубу можно отрезать и ножовкой по металлу или даже болгаркой. Только вот края надо будет зачистить от лишней «бохромы».
Касательно зачистного инструмента, если его нет, то можно выбрать трубу с армировкой из стекла волокна.
Монтаж:

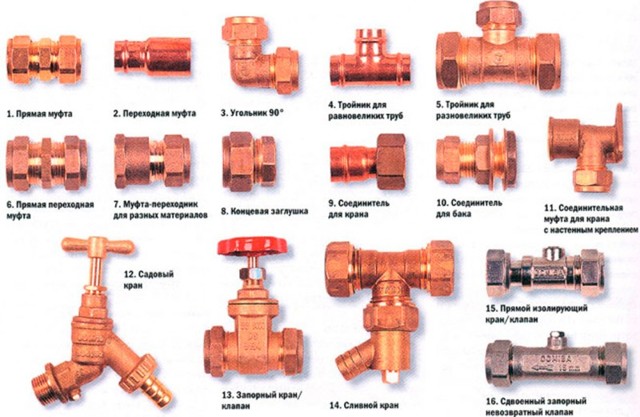
Для того чтобы собрать систему из таких труб, существует множество разных фитингов и соединителей.
Можно собрать абсолютно любую систему:
- Шаровый кран под пайку:
Пайка
- Средняя температура сварочного аппарата должна быть установлена на отметку 260 градусов.
- Конечно для каждого диаметра есть более тонкие настройки настройки температуры и на дорогих аппаратах, нужная температура вставляется автоматически если указать диаметр свариваемой трубы.
- Выставили мы температуру на 260 градусов, одели нужную насадку и теперь нам осталось запомнить время, в течении которого надо нагревать трубу.
16-ю греем 5 сек. после чего её надо зафиксировать секунда на 6-7 чтобы пайка была качественной.
- 20-ю греем так же 5 сек.
- 25-ю — 7 сек.
- 32-ю — 8 сек.
- 40-ю — 12 сек.
Теперь подробнее.
Берём в руки трубу с муфтой и пробуем их состыковать без нагрева. Если это возможно, то качественного соединения не будет, заменить комплектующие и пользуйтесь по возможности соединителями одного производителя в одной системе.
После того как выяснили что в руках держите то что нужно и можно спаять, надеваем на насадку сварочного аппарата сперва фитинг (он более толстый) а потом трубу.
https://www.youtube.com/watch?v=joHRcS1DXnk
Но это книжный пример и насадить на паяльник фитинг и трубу по отдельности очень сложно. Запихивайте одновременно, а вот доставать уже можно сперва трубу, а за тем и соединитель.
- Вот так выглядят разогретые фитинги:
- Теперь их нужно соединить.
При нагреве важно до конца вставить трубу в насадку. Для уверенности перед пайкой на трубе можно сделать метку на сколько труба должна зайти в насадку.
При нагреве элементы нельзя крутить на паяльнике.
Хотя и производитель запрещает повороты, я всё же так поступаю, но повороты совсем небольшие, я бы даже сказал это некие шевеления для облегчения надеть трубу с фитингом.
Бывает так что уголок очень туго налазят на насадку, Часто такое бывает на больших диаметрах, например 40 мм. В этом случае, паяльник относительно деталей можно на пару градусов шевелить туда-сюда.
Если вы будете крутить детали или паяльник более чем на, примерно 5 градусов, то части пластика останутся на насадке которые потом будут дымиться, а пайка может быть некачественной. Так что по возможности лучше не поворачивать и тем более не крутить и не проворачивать.
После того как насадили элементы полностью начинаем отсчёт в 5 секунд в случае с трубой 20 мм. или 8 сек в случае с 32-й трубой.
По истечении этого времени, снимаем сперва трубу, а за ней и фитинг.
Быстро, но без суеты соединяем эти два элемента. После соединения, у вас ещё есть пара секунда для правки соосности. По истечении 2-3 сек. регулировку соосности необходимо прекратить. В противном случае стык потечёт.
После стыка дайте изделию остыть примерно в течении 20 секунд, неподвижно зафиксировав соединение.
Если вы паяете первые стыки, то строго соблюдайте время выдержки нагрева и фиксации. В последующих стыках возьмите во внимание сквозняки и температуру окружающей среды.
Если вы работаете на сквозняке и температура к примеру ниже +10, тогда время нагрева надо немного увеличить на 1-3 сек. в зависимости от диаметра.
В противном случае Вы рискуете не успеть состыковать нагретые элементы, либо время на правку соосности не остаётся ни секунды.
Недогрев
Если вы недогреете трубы, то вы либо не сможете их соединить, либо стык в последствии потечёт.
Перегрев
- При перегреве, вы рискуете заплавить проходное отверстие.
- Если пайка произведена правильно, но проходное отверстие не имеет заужений.
- Отрезать трубу можно не только ножницами:
- А иногда, с помощью ножниц не удаётся сделать ровный рез, например если надо отрезать всего сантиметр.
- В таком случае можно прибегнуть к помощи болгарки.
Вот так выглядит труба армированная стеклом-волокном в разрезе. Зачищать и торцевать такую трубу не нужно, что не скажешь про алюминиевый слой.
- Теперь разрежем спаянные элементы посмотрим, возможно ли эти соединения разъединитель.
- Вверху серая труба спаяна с белой муфтой, а на снимке ниже серая с серой.
В обоих случаях видно сваренные элементы слиты в единое целое. Даже белый с серым. Отличия лишь визуально — цветом. Это сразу же ответ на вопрос, можно ли паять белый с серым. Можно.
Теперь глянем на переходную муфту в разрезе:
В этом случае труба была без армировки. Видно, что различия лишь по цвету, хотя производитель один и тот же. Само соединение разъединить невозможно и правильная пайка никогда течи не даст. По этой причине, такие соединения смело можно прятать в стены и в пол.
Вот вроде как и все ключевые моменты связанные с пайкой полипропиленовых труб. Все вопросы касательно материала, пожалуйста в комментарии.
- Ну и заключение несколько фото спаянных труб:
- Для горизонтальной фиксации труб я использую клипсы
- Для вертикальной трубы, где трубу надо закрепить жестко, используется специальный трубных хомут
Ошибки при сварке (пайке) полипропиленовых труб: что нужно знать?

Со стороны кажется, что в сварке полипропиленовых труб ничего особо сложного нет: нагреть, соединить, остудить — готово. Однако на практике выясняется, что в этом деле существует масса важных моментов, которые влияют на качество соединения труб и фитингов. Пренебрежение этими нюансами приводит к различным огрехам, вызывающим закупорку, протекание труб и другие проблемы. Часть ошибок обнаруживается только через несколько месяцев после начала эксплуатации трубопровода, когда горе-мастеров уже и след простыл.
Немного о процессе пайки
Для сваривания труб и фитингов из полипропилена чаще всего используют метод термической полифузии. Суть его состоит в том, чтобы нагреть свариваемые части до определенной температуры и быстро их соединить. Для разогрева частей используют специальный прибор, именуемый в народе «паяльником». Процесс пайки пластиковых труб наглядно представлен в видеоматериале:
Некоторые производители нагревателей для пайки пластиковых труб устанавливают на один прибор сразу два нагревательных элемента. (Это характерно для недорогих моделей китайского и турецкого производства).
Для каждого из них предусмотрен отдельный включатель, и мощности каждого такого элемента хватает для разогрева труб и фитингов конкретного диаметра.
Не следует использовать два нагревательных элемента одновременно, чтобы не перегревать пластик, не перегружать сеть и не расходовать лишнюю электроэнергию. Второй нагреватель следует использовать как запасной, необходимый в случае поломки первого.
Если прибор для сварки оснащен двумя нагревательными контурами, их можно включать одновременно в начале работы, чтобы быстрее разогреть инструмент. Затем один из контуров следует отключить.
Применение прибора для сварки труб из полипропилена особых навыков не требует. Однако начинающим монтажникам следует немного потренироваться перед началом работы
Разогретый материал труб на некоторое (очень короткое) время сохраняет пластичность. В эти секунды нужно соединить элементы и зафиксировать соединение, одновременно устраняя перекосы. Только по окончании фазы «фиксации», когда материал утратит эластичность, можно положить соединенные трубы на стол.
Оптимальной температурой для нагрева полипропиленовых труб считается температура в 260 градусов. В процессе нагрева необходимо прогреть материал трубы достаточно сильно, чтобы обеспечить надежное соединение. При этом трубу нельзя перегревать, чтобы она не потеряла форму. Для этого следует следить за временем нагрева. В зависимости от диаметра труб оно может составлять:
- 8-9 секунд для труб диаметром 20 мм;
- 9-10 секунд для труб диаметром 25 мм;
- 10-12 секунд для труб диаметром 32 мм и т.п.
Если труба не разогрета до необходимой температуры, соединение будет слишком слабым, со временем там образуется протечка. Перегрев трубы может привести к появлению оплывов и снижению ее проходимости.
В таблице указано расчетное время сварки полипропиленовых труб в зависимости от их диаметра. Не следует нарушать эти сроки, чтобы не испортить работу
Существуют модели приборов для пайки полипропиленовых труб с рукояткой регулировки температуры или без нее. Возможность варьировать температуру была продиктована скорее маркетинговыми соображениями изготовителя, чем практической необходимостью.
Профессионалы рекомендуют выставить температуру правильно (260 градусов) и в дальнейшем ее не изменять, ориентируясь на время нагрева.
Поэтому старые модели «паяльников», в которых отсутствует регулятор температуры нагрева, вполне пригодны для качественной сварки полипропиленовых труб.
Трубы прогреты и соединены, теперь важно правильно их остудить. Для завершения фазы «фиксации» необходимо столько же времени, сколько и для нагрева.
Неопытные мастера слишком спешат, прекращают процесс раньше этих немногих секунд, что вызывает деформацию соединения. Не стоит думать, что для работы с трубами из полипропилена непременно необходим секундомер.
Опытные мастера время разогрева-остывания рассчитывают автоматически, без всяких приборов.
Спектр ошибок, совершаемых при сварке полипропиленовых труб, довольно обширен. Чаще всего это:
- Загрязнения в месте соединения элементов
- Небольшое количество воды, попавшее на материал в процессе сварки
- Длительное позиционирование частей трубы
- Использование неподходящего или некачественного материал
- Несоблюдение правил монтажа и т. п.
Избежать этих ошибок не сложно, если при сварке соблюдается аккуратность, осторожность и высокий профессиональный уровень исполнителей.
На рисунке схематично представлен внешний вид при правильной и неправильной сварке полипропиленовых труб встык. Чтобы избежать таких ошибок, необходимо соблюдать технологию монтажа
Вам также может быть полезен материал о выборе паяльника для полипропиленовых труб: https://aqua-rmnt.com/uchebnik/svarka/payalnik-dlya-polipropilenovyx-trub.html.
Ошибка #1 — грязь и вода на соединяемых элементах
Профессиональный монтажник обязательно протирает все свариваемые части перед началом работ, чтобы удалить возможные загрязнения. Следует также обратить внимание на состояние пола в помещении, где выполняется сварка, поскольку трубы кладутся на пол, и на них снова попадает грязь. При демонтаже неисправной трубы нередко можно найти четкую полосу грязи по всей длине соединения.
Остаток воды в трубе может стать фатальным для соединения. Несколько капель в процессе нагревания превращаются в пар, материал деформируется и теряет прочность. Чтобы удалить из трубы воду достаточно набить ее солью или затолкать внутрь измятый хлебный мякиш. По окончании работ трубу, разумеется, следует тщательно промыть.
Соединение с такими огрехами может оставаться стабильным даже при опрессовке, однако спустя некоторое время (иногда может пройти целый год) течь обязательно появится. Подобная ошибка встречается при сварке стабилизированных труб, если фольга с промежуточного слоя удалена небрежно.
Даже небольшой кусочек фольги в месте соединения существенно ухудшит качество монтажа.
Чистыми должны быть не только трубы, но и паяльник. Мастеру следует своевременно удалять частички расплавленного полипропилена со всех элементов своего инструмента, иначе они попадут на следующую трубу.
Ошибка #2 — неправильное позиционирование
После того, как две разогретые части трубы соединены, у мастера есть всего несколько секунд, чтобы поставить их правильно относительно друг друга. Чем меньше будет этот период, тем лучше. Если лимит времени превышен, деформация становится необратимой и прочность соединения снижается.
Неопытные мастера иногда пытаются сразу же удалить оплывы, появившиеся в процессе сварки. Не стоит этого делать, поскольку неостывшее соединение в этот момент можно легко деформировать. Удалять оплывы следует после остывания соединения. А еще лучше не перегревать трубу, тогда оплывы просто не появятся.
Ошибка #3 — неправильно подобранный материал
Если для монтажа выбраны недорогие полипропиленовые трубы низкого качества, даже самый искусный монтаж не защитит владельцев дома от поломок. Трубы и фитинги лучше всего приобретать у одного и того же надежного поставщика, выбирать хорошую фирму и т. п. Скупой платит дважды.
Еще одна проблема такого рода — попытка соединить две качественные трубы разных производителей. Химический состав таких элементов может различаться, поэтому и вести себя при нагреве такие трубы будут по-разному. При таких условиях добиться надежного соединения практически невозможно.
Наглядный результат неправильной пайки полипропиленовых труб в разрезе. Использование некачественного материала и несоблюдение времени фазы «фиксации» привело к деформации соединения
Ошибка #4 — пренебрежение правилами монтажа
Низкое качество сварки полипропиленовых труб бывает вызвано различными ошибками во время соединения фитинга и трубы. Например, если труба введена в фитинг не до конца, между ее краем и внутренним упором фитинга образуется зазор.
В результате появляется место, где внутренний диаметр больше, а толщина стенки меньше, чем запланировано.
Расчетное давление эксплуатации для такого участка будет недостаточно высоким, обычные нагрузки могут оказаться здесь чрезмерными, что приведет к появлению протечки.
Недопустимо также применение чрезмерного усилия при введении разогретого края трубы в фитинг. В этом случае внутри может образоваться значительный по размерам оплыв. В результате проходимость трубопровода будет ниже, чем расчетные показатели, что негативно скажется на работе трубопровода.
нашу следующую статью, в которой представлена инструкция по монтажу системы отопления с использованием полипропиленовых труб: https://aqua-rmnt.com/otoplenie/documents/montazh-otopleniya-iz-polipropilenovyx-trub.html
Иногда причиной нарушений становится обычная человеческая лень или халатность. Например, поврежденный в процессе пайки труб фитинг непременно нужно заменить новым. Если необходимой детали под рукой не оказалось, нерадивые мастера просто запаивают фитинг встык с трубой. Какое-то время такое соединение продержится, но со временем проблему протечки придется все же решать.
Очень часто качество паяного соединения напрямую зависит от пригодности и состояния рабочего инструмента. Так, резать полипропиленовые трубы лучше всего специально предназначенными для этого ножницами. Они должны быть хорошо заточены, иначе материал во время резки будет сминаться и деформироваться. Впоследствии это проявит себя в невозможности быстро совместить детали после нагревания. Срез должен быть ровным, под углом 90 градусов, иначе при стыковке торцы труб будут сориентированы в разных плоскостях. Впоследствии такая оплошность проявится в виде некрасивого криволинейного участка. И если с отсутствием эстетики ещё можно как-то смириться, то невозможность уложить ветку в штробу можно устранить лишь полной переделкой узла.
После раскроя заготовок внутренние и внешние края среза необходимо тщательно зачистить шабером. Конечно же, при отсутствии должного инструмента можно воспользоваться и подручными средствами, например, ножовкой по металлу, однако при её использовании полипропилен будет неминуемо плавиться. На заготовках надо будет снимать фаски, а это потребует дополнительной траты времени и сил.
Напоследок хочу напомнить о том, что львиная доля дефектов появляется после сварки, проведённой на весу. Исключение составляют разве что случаи, возникающие на особо трудных, криволинейных участках магистрали, или при завершении монтажа отдельной ветки. Паяльный (сварочный) аппарат должен иметь подставку, достаточно устойчивую для того, чтобы агрегат не опрокидывался во время работы.
Правила выбора фитингов для отопления
Чтобы собрать трубопровод для обогрева жилых или производственных помещений, нужно подготовить трубы, соединительные элементы, запорную арматуру.
Чтобы готовые системы при эксплуатации выдержали большие температуры, гидроудары, фитинги для отопления должны соответствовать ряду технических характеристик.
Если этого не учесть, целостность трубопровода будет нарушена, система придет в негодность.
Фитинги для отопления
 Фитинги для отопления
Фитинги для отопленияУстройство и назначение
Фитинги для труб — соединительные детали, применяемые для скрепления элементов трубопровода, подключения батареи к системе, установки смесителей, точек слива жидкости, насосов для циркуляции воды, бытовых приборов.
Фитинги используются для разных целей:
- остановки жидкости, которая протекает по трубам;
- подключения дополнительных контуров, отводов, магистралей;
- создания разъемных соединений;
- соединения труб из разных материалов;
- регулировки температуры у систем «теплый пол»;
- установки механизмов для регулировки скорости потока теплоносителя.
Главная задача — соединение отдельных частей трубопровода.
Характеристики
При покупке соединительных деталей для сборки контуров отопления нужно учитывать ряд технических характеристик:
- Показатель плотности. От него зависит прочность соединения. Если в трубопроводе возникает высокое давление, нужно выбирать детали с высокой плотностью, чтобы деталь не разрушилась при гидроударах.
- Теплопроводность. Если нужно сделать открытую систему отопления, необходимо выбирать детали с высокой теплопроводностью.
- Термоустойчивость. От этого параметра зависит максимально допустимая температура теплоносителя. Для контуров отопления, оптимальным считается показатель в 95 градусов.
Важно уделить внимание линейному расширению материала. Например, при нагревании металла, детали не увеличиваются в размерах. При перегреве пластика он начинает расширяться, что необходимо учитывать при соединении отдельных элементов.
Классификация
Существует огромное количество фитингов для радиаторов отопления, отдельных труб, из-за чего покупатель может запутаться при выборе. Для удобства их классифицируют зависимо от разных факторов.
По назначению
По сфере применения соединительные детали делятся на несколько групп:
- Крестовины, тройники. Используются для подключения отдельных контуров к основному трубопроводу.
- Угловые. Нужны для изменения направления магистрали. Это необходимо если на пути труб присутствуют преграды, которые невозможно убрать.
- Заглушки. Применяются для перекрытия труб, чтобы жидкость не могла вытекать из системы.
- Муфты. Детали для соединения отдельных труб на прямолинейных участках.
- Сгоны. Приспособления для соединения труб в тех местах, где их невозможно прикрутить или стянуть.
- Переходники. Детали для скрепления трубок разного диаметра.
- Американки. Фитинги для изготовления разъемных соединений, которые имеют накидную гайку со специальным резиновым уплотнителем.
Фитинги из полипропилена
 Фитинги из полипропилена
Фитинги из полипропиленаПо материалу
Зависимо от материала детали могут быть:
- Чугунными. Считаются классическими для сборки трубопроводов в многоэтажных зданиях. Подходят для батарей из чугуна. Отличаются от изделий из других материалов высокой прочностью, долговечностью.
- Стальные. Могут изготавливаться из легированной, нержавеющей, углеродистой стали.
- Полипропиленовые. Фитинги из этого материала с каждым годом становятся все популярнее. Связано это с эксплуатационными характеристиками, низкой ценой.
- Латунные. Отличаются высокими показателями прочности, термостойкости.
По способу установки
Зависимо от сложности монтажа выделяется несколько видов деталей:
- Пресс-фитинги. Применяются для изготовления неразъемных соединений. Чтобы выполнить монтаж, необходимо использовать специальный пресс.
- Сварные. Для скрепление отдельных элементов, нужно использовать специальный паяльник или сварочный аппарат (зависимо от материала).
- Фитинги под гайку. Предназначены для соединения отдельных элементов в медных трубопроводах. Для скрепления деталей нужна горелка, припой.
- Обжимные, компрессионные. Предназначены для изготовления разъемных соединений. Обжимное кольцо зажимается с помощью гайки, чтобы добиться высокого показателя герметичности.
- Резьбовые. Ходовые детали, с помощью которых изготавливаются разъемные соединения.
Принципы выбора
Прежде чем идти в магазин для покупки фитингов, труб, необходимо нарисовать схему трубопровода. Чертеж позволит рассчитать количество требуемых деталей. Также нужно заранее продумать диаметр трубок, обозначить места препятствий, подключения радиаторов.
Производители
Лучшие компании:
- VALTEC — итальянская компания;
- Kalde, FIRAT, Pilsa, TEBO — турецкие компании;
- Oventrop, Aquatherm, Wefatherm, Banninger — немецкие производители;
- Ekoplastik, FV-Plast — чешские компании.
Примерная цена
Цены зависят от материала, диаметра, конструкции. Средняя стоимость фитингов от зарубежных производителей — 190–250 рублей.
Преимущества и недостатки
Преимущества:
- герметичное соединение;
- долговечность, надежность;
- устойчивость к гидроударам, высоким температурам;
- простота монтажа.
Недостатки:
- для монтажа некоторых деталей нужно использовать специализированное оборудование;
- изделия из металла подвержены образованию ржавчины.
Простой монтаж фитингов
 Простой монтаж фитингов
Простой монтаж фитинговОсобенности установки и замены
Правила установки, замены фитингов для подключения радиаторов отопления:
- Нужно заранее продумать расположение труб, подсчитать требуемое количество соединительных деталей, мест поворотов, подключения дополнительных контуров, радиаторов.
- Категорически запрещено подключаться к общему стояку в многоэтажном доме без согласования с местной администрации. За это можно получить штраф.
- Проводить трубы нужно к заранее подвешенным радиаторам.
- Для получения герметичных резьбовых соединений необходимо использовать специальный лен, который выдерживает высокие температуры.
Прежде чем начинать спаивать или сваривать отдельные детали необходимо выполнить подготовку материала. Для этого он очищается от грязи, пыли, снимаются фаски.
При сборке трубопроводов невозможно обойтись без фитингов. Они предназначены для изготовления различных соединений, подключения радиаторов, точек слива жидкости из магистрали. При выборе деталей нужно учитывать ряд технических характеристик.
Смотрите видео о трубах и фитингах для отопления и водоснабжения:

Вам может также пригодиться:
Выбирал пластиковые трубы на зиму на участок — рассказываю какие из них лопаются на морозе, а какие нет
- Все, кто хотя бы немного «в теме», понимают, что дача без водопровода — как мужик без… двух золотых рук.
- Но кроме рук, нужна еще и золотая голова, дабы определиться с типом нужных материалов, рассчитать их требуемое количество, разобраться, как монтировать и укладывать трубы.
- Желательно запастись и золотым «магарычом» (он же «пузырь») для себя и двух друзей-помощников, ибо работа кропотливая, трудоемкая, занимающая много времени.
- В этой статье я расскажу, как выбирал трубы себе на участок, чем руководствовался, и к чему пришел в итоге.
Историю прислал читатель блога Андрей.
Какие температуры выдерживают ПНД и ПВД трубы из полиэтилена/сшитого полиэтилена
Рассматривать альтернативы я решил с простейшего, а именно: с ПНД-труб.
Они изготавливаются из полиэтилена под невысоким (в сравнении с ПВД) давлением и температурой, отчего получаются гибкими, прочными и дешевыми. Они годятся как для полива, так и для водопровода в баню или дом.
Простейшее утепление полиэтиленовой трубы
Держат они температуру от -600 до +800 С, но не стоит обольщаться. Производители заявляют, что полиэтиленовые трубы «тянутся» и не рвутся от замерзших в них ледышек, но уже само образование пробки делает водопровод бесполезным.
В защиту ПНД/ПВД-изделий скажу, что им не страшны солнечные лучи (от слова вообще).
Есть еще понятие «сшитый» полиэтилен, где молекулы соединены друг с другом более прочно, отчего и характеристики лучше.
Покопавшись в «интернетах», я понял, что это отчасти маркетинговая уловка, а полноценно сшитая полиэтиленовая труба стоит значительно дороже обычного аналога. Плюс ко всему они уже побаиваются прямых солнечных лучей.
Тут я прикинул для себя два варианта:
- Собирать временный (летний) трубопровод для полива. Прикупив фитингов, фум-ленты и, вооружившись канцелярским ножом, я смогу организовать классный разборный полив для огорода.
- Не мелочусь и собираю всесезонный водопровод. Им можно и грядки поливать, и дом водой обеспечивать со скважины. Но повозиться придется знатно — выкопать траншею глубиной 1,5 метра под трубы, сварить стыки специальными сварными клещами, уложить трубы под уклоном и по возможности утеплить их стекловатой, пенопластом или вспененным полиуретаном.
Важно! ПНД- трубы можно оставить и на поверхности, но пользоваться ими зимой для подачи воды в дом/баню не получится— ледяные пробки закупорят ход.
Как вариант я рассмотрел металлопластиковые полиэтиленовые трубы в качестве импровизированного водопровода для дачи. Главное отличие — слой алюминия под полимерным покрытием.
- Это дает прибавку к прочности, завышает пороги рабочей температуры до +950 С, но есть большое «НО» — температура жидкости внутри не должна опускаться до 00.
- В отличие от ПНД-труб, эти лопаются, не церемонясь.
- Я бы не стал укладывать металлопластиковые трубы без утеплителя (тем более на землю), ведь их порвет сто процентов.
После первого же цикла заморозки фитинги и уплотнения разгерметизируются, а металлизированный слой вздуется грыжей. Если и задаться целью сделать из них зимний водопровод — то только подземный, с уклоном и кабелем обогрева вдоль всей системы.
Но в качестве летнего варианта металлопластик сойдет на ура — трубы из него прочнее и выдерживают давление до 2,5 МПа. Наехать машиной на них не страшно, напор можно подавать любой.
Какие температуры выдерживают ПВХ и ПП трубы
Полипропиленовые трубы, на мой взгляд, самый сбалансированный вариант для водоснабжения дачи. Температура эксплуатации составляет от -200 до -750 С, но не забываем о возможности замерзания воды при нуле.
Поэтому ПП-трубы я рекомендую укладывать в землю ниже глубины промерзания грунта. Обязательно соблюдаем уклон для стока воды из трубы в слив.
Кто-то забыл выключить воду на морозе…
При правильном монтаже производители обещают 50-летний срок службы (но это не точно). Наружное водоснабжение я бы собирал из ПП-труб с добавлением катализатора, который делает их неуязвимыми к ультрафиолету.
Важно! Система из полипропиленовых труб спаивается навсегда, поэтому для организации летнего (разборного) полива не забудьте прикупить фитингов под пайку.
ПВХ-трубы это самый дешевый и ненадежный вариант, что я нашел. Преимуществ нет, за исключением низкой цены, а вот недостатков целый ворох:
- поливинилхлорид разлагается на солнце – становится хрупким и негибким;
- рабочая температура от -150 до +650С;
- качество производства сильно влияет на рабочие характеристики (можно нарваться на откровенное фуфло).
Из вышеперечисленного я понял, что ПВХ — выбор для скупого. А скупой, как мы знаем, платит дважды.
Вывод: какие трубы лучше всего переживут зиму
После анализа всех доступных отечественному покупателю вариантов, я пришел к выводу, что лучшим выбором для временного водоснабжения (летнего полива) являются ПНД-трубы.
Они гибки, не боятся солнца, не лопнут при замерзании воды внутри.
Победителем в номинации «Труба года» для водоснабжения дачи стала ПП-труба. Она устойчива к просадкам грунта, имеет невысокую цену и может комплектоваться недорогой запорной арматурой.
Я выбрал именно этот вариант, но доработал его, закопав трубу ниже уровня промерзания грунта, предварительно укутав ее дешевыми (но эффективными) пенопластовыми чехлами.
А как вы утепляете трубы на даче? Как вы относитесь к уличному водоснабжению копеечными ПВХ-трубами? Делитесь мнениями в х.
Фитинги для медных труб
04.08.2017 1453
Инженерные системы из меди, несмотря на высокую конечную стоимость работ, имеют массу преимуществ. Они хорошо известны тем, кто планирует именно так решить проблему обустройства домовых коммуникаций.
Применительно к частному сектору это может быть водопровод, контур отопления, схема кондиционирования, внутренняя газовая магистраль.
И если с самими медными трубами все ясно, то относительно специфики их соединения у собственников, предпочитающих все делать своими силами, пока еще много вопросов.

По названию понятно, что такие элементы по принципу соединения труб ничем не отличаются от традиционных стальных аналогов. Их отличительная черта – наличие цилиндрической резьбы (внешней и внутренней) и обжимного кольца, обеспечивающего герметичность стыка.
Сама по себе медь не подвержена коррозии, но отдельные производители дополнительно защищают ее тончайшим слоем другого металла (цинка, никеля, хрома). В процессе монтажа для уплотнения места соединения используется лента ФУМ, которая наматывается по резьбе.
Такой испытанный в быту способ герметизации стыков труб, как пакля + краска, практиковать не рекомендуется. Причина понятна: медь – металл мягкий, и при разборке участка трассы возможно повреждение резьбы.
Плюсы
- Простота соединения труб.
- Допускается многократная разборка/сборка участка трассы без замены фитинга.
- Возможность сочленения изделий с разными Dу.
- Разнообразие модификаций резьбовых фитингов позволяет производить монтаж магистрали по схеме любой категории сложности.
- Удобство в плане ТО коммуникации. Это обусловлено разборностью соединений.
Минусы
- Ограничение в использовании – только для толстостенных труб.
- Необходимость регулярного контроля состояния стыков на предмет протечки. Поэтому соединения резьбовыми фитингами ведется преимущественно на открытых участках трассы. Как исключение, в отдельных случаях в местах с упрощенным доступом к стыкам.
- Невысокая надежность медных соединений. Повышенные вибрации постепенно инициируют протечки в месте установки фитингов.
- Недолговечность. Такие соединители требуют периодической замены.
Разновидности резьбовых фитингов
Они отличаются конструктивным исполнением, и в зависимости от специфики применения категорируются по группам. Их довольно много, но к основным, наиболее часто используемым в монтаже, относятся:
- заглушки;
- отводы;
- угольники;
- фитинги-ниппели;
- крестовины;
- тройники;
- соединительные муфты.
Компрессионные (обжимные)
Фитинги этой группы рекомендуется ставить на участках, где производится соединение разнотипных труб (например, медь со сталью). Конструкция изделий достаточна простая: корпус + обжимное кольцо + гайка.
Плюсы
- Долговечность соединения (обжимные фитинги инертны к вибрациям магистрали из-за гидроударов, механических напряжений и тому подобное).
- Универсальность монтажа. Все, что потребуется для работы с таким фитингом, это рожковый ключ и приспособления для подготовки труб (резак и калибратор).
- Компрессионные фитинги способны «держать» значительные давления, поэтому им отдается предпочтение при монтаже напорных систем.
Следовательно, можно производить стыковку участков трассы в условиях ограниченного пространства.
Минус
Необходимость регулярной подтяжки гайки. А потому, как и резьбовые аналоги, обжимные фитинги не используются в местах, закрытых чем-либо (штукатуркой, облицовкой, слоем бетона).
Разновидности обжимных фитингов
Они отличаются материалом, из которого изготовлены.
- Медь. Единственный недостаток – стоимость выше. По всем остальным показателям одни преимущества.
- Пластик. Эти фитинги используются не столь часто, так как не обеспечивают высокую надежность соединения труб.
- Латунь. Наиболее покупаемая модификация компрессионных соединителей. В фитингах этой группы оптимальное сочетание цена/качество, а по прочности они ни в чем не уступают стальным изделиям.
- При выборе латунных фитингов стоит обратить внимание на вес образца. Слишком легкий соединитель – один из признаков низкокачественной продукции.
- Специфику применения фитинга несложно определить по маркировке. Детали с литерой A используются лишь для стыковки надземных участков трассы, которые прокладываются трубами из полутвердой меди. Образцы категории B в этом плане универсальны, но рекомендуются для сочленения труб с толстыми стенками.
Советы:
Пресс-фитинги
Соединители данной группы используются не так уж и часто; тем более, если монтаж медного трубопровода ведется самостоятельно и без должного профессионального опыта.
Плюсы
- Максимальная прочность стыка медных труб.
- Высокая скорость соединения.
- Одноразовость применения фитинга.
- В процессе монтажа используется специальное оборудование (пресс-клещи). Но если они и есть, этим инструментом нужно еще уметь грамотно работать.
- Ограничение в монтаже – только для медных труб с толстыми стенками. Иначе пресс-клещи этот мягкий металл попросту раздавят (деформируют).
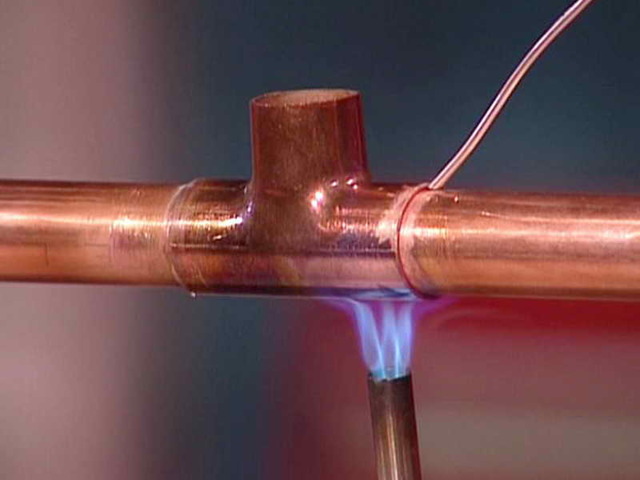
Соединители под пайку
Такие фитинги называются капиллярными.
Плюсы
- Высочайшая надежность соединения медных труб. Это подразумевает механическую прочность стыка, полную герметичность, инертность к перепадам давления и температуры, их повышенным значениям.
- Долговечность.
Минусы
- Большие сопутствующие расходы. В процессе монтажа коммуникации из медных труб по такой технологии понадобится горелка, баллон, редуктор и так далее. К тому же сам газ стоит достаточно дорого, а одной емкости может и не хватить.
- Знать, как произвести соединения такой разновидностью фитингов, недостаточно. В этом деле главное – большой практический опыт. А потому для самостоятельного исполнения, если домашний мастер не профессионал, данная технология не рекомендуется.
- Обрезка трубы.
- Удаление заусениц (фаскоснимателем) и защитного слоя (если он имеется).
- Установка гайки, после нее – разрезного кольца.
- Помещение конца трубы в фитинг.
- Аккуратная затяжка гайки.
- Обрезка перпендикулярно продольной оси.
- Удаление заусениц.
- Проверка диаметра, калибровка.
- Очистка поверхностей среза трубы (внутренней, внешней).
Все соединительные детали, в зависимости от производителя, соответствуют определенным стандартам: DIN (немецкий), BS2 (английский), ISO 9002 (общеевропейский). В каждом из них указана номенклатура фитингов; исходя из этого, они и выбираются для медной трубы с конкретным Dу.
Установка соединителя
- На конец трубы надевается обжимное кольцо. Для предотвращения порыва или смещения его уплотнителя рекомендуется медь смочить водой.
- В фитинг помещается конец трубы, до упора.
- Производится затяжка гайки. Сначала вручную, а на последнем этапе – ключом, но без чрезмерных усилий. Иначе не избежать выдавливания кольца, и как результат, протечки.
Пресс-фитингов
Сам процесс описывается просто. На подготовленный срез медной трубы надевается фитинг, и пресс-клещами производится его обжим.
Капиллярных фитингов
- Подготовка конца медной трубы: обрезка, обработка фаскоснимателем, зачистка от загрязнений, промывка.
- Нанесение на место пайки флюса (припой или изначально заложен в самом фитинге, или используется в виде проволоки).
- После надевания соединителя на конец трубы производится обработка рабочего участка пламенем горелки. Высокая температура плавит олово, и оно, равномерно растекаясь по поверхности, обеспечивает полную герметизацию и качественную «сцепку» металлов, чем и объясняется повышенная надежность такого соединения.
Разнообразие фитингов для медных труб дает возможность выбрать именно тот образец, который как нельзя лучше подходит к установке на конкретном участке трассы. При такой грамотной организации работы она выполняется с наименьшими трудозатратами и в короткие сроки.
Примечание. Приведенное категорирование фитингов отражает лишь их основные отличия. К каждой разновидности соединителей для медных труб относится множество их модификаций. И это стоит учитывать при выборе образцов для установки на конкретном участке схемы. К примеру, фитинги из группы «обжимные» (цанговые) бывают разъемными и неразъемными. А это не только отличия в специфике использования, но и в особенностях монтажа. Консультация профессионала по подбору элементов соединения для конкретной схемы однозначно лишней не будет.
Приобрести фитинги для трубопроводов из меди можно в интернет-магазине «alfatep.ru». На страницах сайта различные образцы представлены в большом сортаменте.
У посетителя есть возможность получить не только подробную информацию об особенностях каждого из них, его стоимости, но и оставить заявку.
Любого, позвонившего по контактному номеру телефона компании «АЛЬФАТЭП» 8 (495) 109 00 95, ее сотрудники в деталях проконсультируют по порядку монтажа коммуникаций из медных труб и выбору фитингов.
Статья № 10.1 Все о пресс фитингах для металлопластиковых труб.. Статьи компании «ООО "Стандарт полимер"»
Что надо обязательно знать о пресс фитингах, чтобы срок их эксплуатации составлял не менее 50 лет ― равный сроку эксплуатации металлопластиковых труб, которые эти пресс фитинги соединяют.
Конструкция пресс фитинга с профилем обжима «U». ( тип фитинга ― соединитель металлопластиковых труб).
а ― корпус фитинга.
b ― уплотнительные, мягкие. кольцевые прокладки.
с – опрессовочные гильзы из металла.
d ― полимерный держатель ― удерживающий опрессовочную металлическую гильзу на корпусе пресс фитинга.
Теперь о основных требованиях к пресс фитингам и металлопластиковым трубам, так как труба и фитинг эта общая конструкция и эта конструкция должна быть равно прочной и работать 50 лет и более.
Начнем с требованиям к пресс фитингам. Если Вы думаете, что пресс фитинги можно выбрать по внешнему виду, то Вы глубоко ошибаетесь. Как говорится «черт кроется в деталях» .
Деталь 1 – корпус фитинга должен быть технологически произведен методом «горячего прессования». В двух словах о сути технологии ― определенная по весу заготовка латуни разогревается в индукционной печи до температуры 700 – 750 гр.
С , затем этой разогретой заготовке с помощью мощного пресса предают форму корпуса фитинга.
Этот метод позволяет исключить образование скрытых воздушных полостей в корпусе фитинга и соответственно исключает преждевременное разрушение корпуса фитинга во время его эксплуатации.
Для полноты картины ― существует вторая технология изготовления корпусов пресс фитингов это метод литья расплавленной латуни в форму (кокель) под низким давлением. Данная технология не позволяет полностью исключить образования воздушных микро полостей в корпусе фитинга.
Сразу скажу по внешнему виду корпуса фитинга, не специалисту, разобраться не возможно и описание, как в этом можно разобраться займет слишком много специальной информации и может еще больше запутать нашего читателя.
Деталь 2 тоже касается корпуса фитинга ― это марка латуни, из которой изготовлен корпус фитинга. Это должна быть марка СW617N по EN 12165, соответственно ЛС 59 – 1 по ГОСТ – 15527 – 2004 или «Hpb58-2» с 58% содержанием меди и содержанием свинца не превышающем 2.0%.
Если на составляющих частях пресс фитинга (корпусе фитинга или опрессовочной гильзе) не нанесена марка латуни, из которой изготовлен корпус фитинга это должно, как минимум ,насторожить покупателя фитинга.
Деталь 3 касается опрессовочной гильзы пресс фитинга.
1 требование к этой детали фитинга ― это сталь из которой она изготавливается – в эконом варианте это нержавеющая сталь AISI 304 и нормальном варианте AISI 316 , но гильза из этой стали, по цене, получается на много дороже.
Различие этих сталей при применении их для изготовления гильз пресс фитингов отличается в том, что в стали AISI 316 содержится титан ,который стирает память металла о его предыдущей форме т.е. при опрессовке гильзы фитинга гильза практически не помнит, свою форму до опрессовке т.е.
гильза не старается вернутся в свое состояние до опрессовки. Нанесение маркировки марки стали на гильзе является гарантией качества гильзы.
2 требование ― это толщина стали в гильзе .которая для полной надежности соединения металлопластиковой трубы и пресс фитинга, для профиля обжима «U», должна составлять для фитингов 16 х 2 – 0.6 мм,20 х 2 – 0.6 мм, 25 х 2.5 – 0.8 мм и 32 х 3 – 0.8 мм, соответственно для профиля обжима «ТН» 16 х 2 – 0.7 мм,20 х 2 – 0.8 мм, 25 х 2.5 – 0.9 мм и 32 х 3 – 1.0 мм.
Так выглядят губки обжимного инструмента пресс фитингов с профилем «U».
Так выглядят гу бки обжимного инструмента пресс фитингов с профилем «ТН».
3 требование ― это технология изготовления гильзы фитинга. Высокая повторяемость размеров гильз пресс фитингов обеспечивает технология « глубокой вытяжки металла».
Два слова о этой технологии ,как пример, эта технология используется для производства металлических кастрюль, только в кастрюле обрезается дно.
Разобраться, по какой технологии изготовлена гильза не специалисту, не представляется возможным.
Деталь 4 это материал, из которого изготовлены уплотнительные мягкие кольцевые прокладки Два уплотнительных кольца на корпусе пресс фитинга находящихся в зоне обжима соединения труба ― фитинг, должны быть изготовлены из полимера EPDM (этилен-пропилен-диен-мономер, СКЭП,( ethylene propylene diene monomer rubber).
Для работы соединения туба – фитинг в течении 50 лет и более этот элемент фитинга крайне важен. Если этот элемент будет изготовлен не из полимера EPDM, то гарантировать срок работы соединения труба – фитинг не представляется возможным.
Сразу скажу, что этот элемент, выполненный из EPDM полимера, достаточно серьезно увеличивает стоимость пресс фитинга, по этому многие компании изготовители пресс фитингов комплектуют свои пресс фитинги этими элементами , выполненными из NRB (нитрил-бутадиеновая резина).
Есть достаточно простой способ разобраться в материале, из которого изготовлен этот элемент в конкретном фитинге. Для этого надо снять гильзу с пресс фитинга, кстати, только у пресс фитингов выполненных под профиль обжима «U» возможно снять гильзу с корпуса фитинга. Вы увидите два уплотнительных кольца на корпусе фитинга.
Теперь надо взять лист чистой белой бумаги и провести по ней, не сильно нажимая, этими уплотнительными кольцами.
Кольцевые уплотнительные прокладки выполненные из EPDM полимера не оставят черного цвета на бумаге, а эти элементы выполненные из NRB, оставят на бумаге, возможно не очень ярко выраженный, черный след Контрастность черного цвета будет зависит от количества резины в данном уплотнителе. Конечно, эти элементы выполненные NRB резины приведут со временем (10 – 15 лет), к потере такими уплотнителями своих эластичных свойств, что приведет к протечкам в соединениях пресс фитинг труба.
Презентую новую публикацию о услуге, которую предлагает компания ООО «Стандарт полимер»
Хочешь сделать хорошо – сделай Сам.
Реализация своими руками, с полной нашей поддержкой, проекта — отопление, водоснабжения и водяной теплый пол, частного дома. Экономия от 5 до 8 у.е. на 1 метре квадратном отапливаемой площади дома
Какие преимущества Вы получаете при создании системы отопления и водоснабжения Вашего частного дома воспользовавшись Нашим предложением.
1. Большая экономия финансовых средств за счет отсутствие затрат на оплату проекта разработанного проектной организацией или ИП для Вашего дома ,а это примерно от 1.5 до 3 уе за м2 отапливаемой площади Вашего дома
2. Большая экономия финансовых средств за счет отсутствие затрат на оплату работ сантехников ,а это примерно от 5 до 8 уе и более за 1 м2 отапливаемой площади Вашего дома .
- Примерная экономия финансов при создания отопления и водоснабжения Вашего дома если Вы воспользуетесь Нашим предложением составит для дома с отапливаемой площадью 150 м2 равна:
- — 150 м2 х 2 уе (проект) + 150 м2 х 6уе (сантехники) — 150 м2 х 0,7уе (наши услуги— куда входят проект ,полная консультация по работам,комплектация оборудования, предоставления бесплатно всех инструментов для производства работ ).
- Итого 300 + 900 — 105 = 1095 уе экономии.
3. Часть сэкономленных Вами средств Мы рекомендуем потратить на более качественную комплектацию оборудования, которая Вы примените на систему отопления и водоснабжения, что позволит Вам не иметь больших проблем в течении длительного срока эксплуатации Вашей системы ( минимум от 30 до 50 лет и более) все будет зависеть качества комплектации.
4. Еще одна важная опция которую Вы получите создавая систему отопления и водоснабжения самостоятельно Вы все знаете, что Вы сделали и дальнейшая эксплуатация этой системы и ее обслуживание у Вас не создает больших проблем.
Если Вас заинтересовало это предложение то более подробно с ним можно ознакомится активизировав слово перейти
Другие статьи на Нашем сайте, более развернуто, дают информацию по всем элементам темы отопление водоснабжение частного дома
С уважением директор ООО «Стандарт полимер» Амельченко В.П. тел. +375 29 676 51 42.






