Ещё пять тысяч лет назад чеканщики из Египта открыли новый вид соединения металлов методом пайки. Суть метода заключается в создании соединения различных металлов путём заполнения швов припоем, который представляет собой расплавленный материал с температурой плавления меньшей, чем у соединяемых частей изделия. В отличие от стали, медные детали целесообразнее соединять методом пайки, чем сваркой. Это особенно важно, если приходится работать с тонкостенными медными трубами, которые находят широкое применение в отопительных, водопроводных, газовых и холодильных системах. С такой работой может справиться даже новичок.
Особенности труб из меди
Химический состав, который используется при производстве медных труб, на 99% состоит из меди, но допускаются незначительные примеси олова, железа, сурьмы, свинца.
Трубы из меди бывают твёрдыми (не отожжёнными) и мягкими (отожжёнными). Во время изготовления при механической обработке медный материал теряет свою природную пластичность.
Это свойство можно возвратить путём отжига металла, то есть, нагрева его до 600—700 градусов с последующим охлаждением в естественных условиях. В результате таких действий медная труба получает некоторые технологические преимущества перед твёрдой медью.
Конечно, мягкая труба проигрывает в прочности, но зато намного превосходит в пластичности, что увеличивает значение её удлинения при разрыве на 40—60%. Это означает, что мягкую трубу можно легко изгибать, не опасаясь её разрыва.
Благодаря пластической деформации меди, такие трубы могут исключить разрыв водопровода при случайном его замораживании.
Медные трубы обладают такими достоинствами:
- долговечность эксплуатации;
- прочность;
- способность легко подвергаться обработке;
- не боятся ультрафиолетового излучения;
- выдерживают максимально высокие температуры;
- безаварийно работают под высоким давлением;
- обладают бактерицидными свойствами;
- не поддаются коррозии;
- имеют высокую теплопроводность и гладкую поверхность.
Конечно, более высокую стоимость меди, в сравнении с другими современными материалами можно отнести к её недостаткам, но технология пайки позволяет сэкономить на фитингах.
Методы пайки медных деталей
Неразъёмное соединение труб на промышленных объектах, как и пайка меди в домашних условиях, осуществляется двумя методами:
- Высокотемпературный способ — применяется на трубопроводах, эксплуатируемых при высоких температурах и с большой нагрузкой. Расплавление припоя этим методом происходит при температуре 600—900℃.
- Низкотемпературный метод — используется для систем бытового назначения. При использовании мягкого припоя нагревание места пайки достигает 450℃, а для твёрдого припоя — более 450℃.
Инструменты и приспособления
Конечно, для пайки медных труб своими руками в стандартном исполнении можно использовать многие элементы, которые несложно обнаружить в собственных домашних запасах. В крайнем случае придётся приобрести специальные приспособления для выполнения технологического процесса пайки. Итак, чтобы произвести качественный монтаж медных изделий может понадобиться:
- Ручной труборез, который позволит получить строго перпендикулярный разрез трубы.
- Приспособление для снятия фаски — служит для удаления различных заусенцев и закругления места разреза.
- Расширитель труб поможет во многих ситуациях обойтись без применения фитингов. Для пайки нужно увеличить диаметр одного конца трубы, чтобы туда вставить другую заготовку.
- Щётки и ёршики помогут очистить от окиси место пайки труб.
- Для повышения безопасности работ на сопло горелки нужно установить рефлектор (отражатель) огня, который поможет защитить горючие материалы, расположенные вблизи места работы. Это предотвратит потери тепла и обеспечит равномерный прогрев трубы.
- Газовая горелка является основным инструментом для пайки медных труб. Существует несколько разновидностей горелок- от высокопроизводительных моделей до бытовых устройств.
Способы десульфатации кислотного автомобильного аккумулятора
По мощности горелки подразделяют:
- Для разогрева труб и пайки мягким припоем.
- Для проведения работы твёрдым или мягким припоем (полупрофессиональные).
- Для осуществления пайки твёрдым припоем (профессиональные).
- Термофеном можно разогреть легкоплавкий припой. Такой инструмент способен давать струю горячего воздуха до 650℃.
Материалы для соединения меди
Весь технологический процесс пайки медных трубок газовой горелкой можно осуществить с помощью флюса и припоя для меди, а также как с применением фитингов, так и без них.
Флюс и паяльная паста
Флюс для пайки медных труб имеет огромное значение для образования качественного соединительного шва. Он может быть низкотемпературным с активностью до 450 ℃, и высокотемпературным — более 450 ℃.
Применение флюса необходимо в случае:
- качественной очистки поверхности соединяемых труб от окислов;
- защиты места соединения от кислорода, который содержится в воздухе;
- повышения сцепления припоя с поверхностью металла;
- улучшения процесса растекания припоя.
На сегодняшнее время существуют следующие разновидности флюсов:
- активированные;
- кислотные;
- некислотные;
- антикоррозийные.
Паяльная паста представляет собой густую массу, состоящую из флюса, маленьких частиц припоя и добавок специального действия. Такой состав часто применяется на промышленных предприятиях при пайке радиотехнических деталей на печатных платах. Форма в виде пасты очень удобна для нанесения на мелкие детали.
Виды припоев
Соединение меди и её сплавов можно производить как низкотемпературной, так и высокотемпературной пайкой. Имеется множество мягких и твёрдых материалов, которые способны обеспечить идеальное крепление деталей из металла.
Применение припоев с низкой температурой плавления позволяет спаять детали в условиях, мало влияющих на прочность меди, но при этом соединительный шов имеет худшие механические параметры. Припои для высокотемпературного соединения увеличивают прочность места стыковки металлов, но требует определённых навыков, чтобы исключить пережог меди.
Самодельный автомобильный электронный тахометр
Существует большое количество бессвинцовых припоев, которые способны обеспечить довольно высокое качество стыковочных работ. В основном это сплавы олова (95—97%) с медью, сурьмой, висмутом, серебром, селеном.
Лучшими свойствами обладают серебросодержащие припои. Широкое применение получили и трёхкомпонентные виды, в состав которых входит олово, медь и серебро.
Использование оловянно-свинцовых припоев ограничено из-за вредности свинца.
Высокотемпературную пайку осуществляют твёрдыми припоями медно-фосфорного состава. Такие составы при соединении двух медных деталей не требуют применения флюсов. Очень благоприятно влияет на качество стыковки одинаковый коэффициент термического расширения меди.
Изготавливают твёрдые припои в виде профильных стержней, а мягкие — в виде проволоки диаметром 2—3 мм.
Соединительные фитинги
- При отсутствии специального инструмента для качественной резки и расширения места соединения, применяются технологические медные переходники (фитинги), которые имеют строго регламентированный диаметр раструба.
- При всём разнообразии видов таких деталей чаще используются три основных формы: углы — способствуют изменению направления трубопровода на 90 градусов, тройники — обеспечивают ответвление от трубы и муфты — служат для соединения двух труб.
- Фитинги имеют довольно высокую стоимость, поэтому многие специалисты стараются обойтись без них, обрабатывая место стыковки специальными приспособлениями.
Существуют специальные фитинги с готовым припоем, который в виде валика размещён по краям детали. Запаять трубы таким фитингом очень просто нужно только соединить поверхности и нагреть их до температуры плавления припоя.
Технология пайки медных труб
Весь технологический процесс соединения деталей из медного материала условно можно разделить на подготовительные операции и непосредственно сам этап создания крепкого стыка.
Основные операции соединения при помощи горелки:
- Резку трубы удобнее всего производить с помощью трубореза. Для этого инструмент устанавливается на обрабатываемую деталь таким образом, чтобы режущий ролик совпадал с линией разреза. Далее зажимается винт и поворотом вокруг оси трубы производится разрез. После каждых двух оборотов вращением винта резак поджимается к трубе. Можно отрезать металл и обычной ручной ножовкой по металлу, но при этом очень сложно добиться перпендикулярности среза.
- После резки нужно снять наружную и внутреннюю кромки. Наружная фаска удаляется для облегчения сборки, а внутренняя может оказывать сопротивление потоку воды или газа. Существуют специальные приспособления для проведения такого рода операций. Иногда они встраиваются непосредственно в труборез, а иногда выступают в роли отдельного приспособления.
- Следующим шагом будет зачистка сопрягаемых частей детали от окислов. Внешнюю поверхность легко очистить мелкой абразивной бумагой либо специальным устройством с отверстием, обрамлённым стальной щёточкой. Для очистки внутренней кромки применяются ёршики, сетка или наждачная бумага, навёрнутая на любой штырь соответствующего диаметра. После очистки поверхности до блеска нужно удалить остатки абразива, которые существенно снижают качество пайки.
- После очистки необходимо нанести на поверхность флюс. Пастообразный состав наносится с помощью кисточки на наружную часть вставляемой трубы. После этого сразу производится соединение деталей, чтобы избежать попадания мусора.
- Во время сборки сопрягаемые детали нужно повернуть друг относительно друга, чтобы осуществить полное распределение флюса по поверхности. Затем удаляются хлопчатобумажной ветошью излишки флюса, а детали закрепляются в удобном для пайки положении.
- Прежде чем приступить к нагреву труб, необходимо удалить все пластмассовые и резиновые детали, которые могут пострадать во время пайки. Пламя горелки должно быть нормальным — без недостатка или избытка кислорода. Сбалансированное пламя обладает ярко-синим цветом. Излишний кислород в пламени окисляет поверхность металла, на что указывает окисный чёрный налёт. Прогревать место соединения необходимо равномерно, перемещая пламя с разных сторон изделия. Когда припой начинает плавиться, значит температура пайки достигла оптимального значения. После полного заполнения соединительных швов расплавленным припоем нужно отнести пламя горелки от стыка и дать возможность остыть месту пайки естественным путём.
Как сделать мощный лазер в домашних условиях
После полного остывания места стыковки металлов необходимо удалить остатки флюса ветошью, смоченной раствором спирта.
Недопустимые ошибки
Причиной некачественного соединения двух деталей чаще всего становится спешка, поэтому нужно не забывать контролировать кромки изделия на отсутствие посторонних мелких предметов, которые могут образоваться после резки.
При нанесении флюса важно стараться не пропустить ни одного малейшего участка поверхности, ведь любой дефект может стать причиной плохого контакта.
Если какой-нибудь участок поверхности будет слабо прогрет, это приведёт к слабому сплавлению двух металлов. Перегрев может привести к сгоранию флюса и образованию окалины или окиси на месте пайки, что влияет на её надёжность.
Техника безопасности
Так как паяльные работы ведутся с использованием высокого нагрева, необходимо строго все операции выполнять в защитных перчатках.
Наличие опасных химических испарений может привести к поражению органов дыхания, поэтому работы нужно проводить в хорошо вентилируемом помещении и в защитной маске.
Пайка труб из медного материала не представляет особой сложности. Более подробно расскажет о пайке медных проводов видеоурок, который можно посмотреть на многих сайтах интернета.
Originally posted 2018-03-28 15:01:27.
Правила проведения сварки медных труб
При проведении отопления и трубопровода для снабжения водой применяются полимерные и медные составляющие. Сварка медных труб может проводиться даже неподготовленным рабочим, при этом применяются дополнительные приспособления, припои и фитинги.
Сварка медных труб горелкой
Особенности материала
Главным достоинством трубопроводов из меди считают прочность материала, устойчивость к коррозии и ржавлению, пластичность и гибкость, а также увеличенный срок службы. Вещество предотвращает размножение вредных организмов, а также уничтожают образовавшиеся колонии.
Монтаж медных труб своими руками проводят, учитывая:
- предназначение водопровода;
- значение температуры переносимого вещества;
- уровень внутреннего давления в системах;
- размерные характеристики;
- применение слоя защитной изоляции.
К недостаткам медных деталей относят несовместимость с другими веществами, особенно при повышенных температурах.
Способы сварки медных труб
Необходимое оборудование и электроды выбирают в зависимости от требуемой герметичности швов, назначения и технических характеристик. Варить медные трубы можно электрической и газовой сваркой. Применяются электроды, которые плавятся и неплавкие.
Плавкие электроды
При ручном соединении применяют покрытые электроды, которые расплавляются. В результате получают стык без дефектов, но место сварки медной трубы будет отличаться от основного материала. Такое явление происходит из-за присутствия дополнительных веществ, легирующих металлов.
Добавки содержатся в составе плавких электродов, для этого используют кремниевые, марганцевые, фосфорные, оловянные и цинковые присадки. В покрытие внедряют шпаты, кремнистую медь, материал на основе железа и марганца, а также ферросилиций. Для основания покрывающего слоя применяют жидкие стекла.
К недостаткам метода относят:
- понижение тепловой и электрической проводимости;
- образование большого количества брызг;
- появление пор в месте стыка;
- отличие состава шва от меди.
Для снижения дефектов применяют флюсовые присадки, а также стержни, состоящие из бронзы.
Неплавкие электроды
Соединение труб производят в защищенной среде, где применяют электроды не подверженные плавлению в процессе варки, состоящие из металлического вольфрама до 10 мм в толщину. Для обеспечения защитного облака в место шва подают аргон, гелий или азот.
Технологический процесс проходит при токе постоянного типа с прямой полярностью. В роли электрода выступает вольфрамовый стержень с добавлением лантана и иттрия. Перемещение происходит под определенным углом, используется дополнительный нагрев места сварки.
Электроды из угля и графита применяют для простых соединений, их точат под конус, используется ток прямого типа с обратной полярностью. Добавляют фосфорные присадки и специальные флюсы из буры.
Материалы и оборудование
Самым надежным соединением медных труб считают сварочные работы,. Стыковку рекомендуется проводить, применяя следующие приспособления:
- припои, которые выбирают для определенного материала;
- дополнительные фитинги;
- флюс в виде жидкости или пасты, для очищения места стыка от оксидного налета;
- для нарезки заготовок применяют труборез, при помощи которого подготавливают заготовки с ровным краем;
- сниматель фаски;
- для увеличения отверстий используют развальцовщик;
- газовые приборы для прогрева места сварки.
Техника соединения
При соединении медных труб своими руками соблюдают следующий алгоритм действий:
- нарезают заготовки нужного размера;
- зачищаются края для качественного соединения;
- расширяются отверстия, если же медные трубы будут применяться в отопительных системах при нагреве энергоносителя выше 110°С, устанавливаются фитинги;
- части деталей вставляют друг в друга, при этом выдерживается зазор;
- шов прогревается газовой горелкой;
- заполнить жидким припоем шов, предотвращают образование пустот и комков припоя;
- соединенные детали оставляют на некоторое время для полного остывания места сварки, запрещено перемещать отрезки медных труб.
При соблюдении всех пунктов алгоритма сварки труб из меди добиваются надежного соединения.
Флюс для сварки медных труб
Безопасность при сварочных работах
При соединении труб из меди при помощи сварки необходимо соблюдать требования безопасности:
- помещение, в котором производят сварку необходимо обеспечивать принудительной вентиляцией, так как при плавлении материала могут выделяться вредные вещества;
- применять меры осторожности при работе на аппаратах, потребляющих газ, запрещено вскрывать и ударять баллоны;
- категорически запрещено сваривать без спецодежы, защитных очков.
Соблюдение требований безопасности предотвратит травматизм при монтаже медных труб. Алгоритм действий позволит добиться долговечного соединения без дефектов.
пайка холодильных трубок, пайка холодильников, пайка медных труб
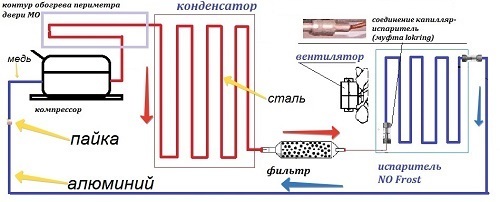
Пайка широко применяется при ремонте и монтаже трубопроводов холодильного агрегата. Основные виды паянных соединений медь-медь, медь-сталь, медь-алюминий.
Тип припоя определяется соотношением меди и других металлов в его составе. При наличии в составе припоя серебра его называют серебряным. Чем больше содержание серебра, тем ниже температура плавления припоя, лучше смачиваемость припоя и его обтекание места пайки.
Хорошее качество пайки получается при применении медно-фосфорных припоев, но температура плавления их выше, а смачиваемость хуже серебряных. При пайке медь–медь медно–фосфорным припоем флюс не применяется. . Капиллярный зазор при использовании серебряных припоев должен быть 0,05–0,15 мм, при медно-фосфорных — 0,025–0,15 мм.
Пайка труб медных осуществляется двумя методами:Высокотемпературный — используется для трубопроводов с большой нагрузкой или при высоких температурах. Плавление припоя происходит при температуре 600-900 градусов.Низкотемпературный, применяемый для трубопроводов с низкой нагрузкой, в холодильниках это швы испарителя медь-алюминий, обратного трубопровода низкого давления. В зависимости от используемого припоя, температура достигает 450 градусов для мягкого, и более 450 градусов для твердого
Пайка — образование неразъемного соединения с межатомными связями путем нагрева соединяемых материалов ниже температуры их плавления, их смачивания припоем (см. пп.5 и 18), затекания припоя в зазор и последующей его кристаллизацииПрипой — это металл или сплав, вводимый в зазор между соединяемыми деталями или образующийся в процессе пайки, имеющий более низкую температуру плавления, чем паяемые материалы.Флюс — вспомогательный материал, применяемый для удаления окислов с поверхности паяемого материала и припоя и предотвращения их образования. Флюс может участвовать в образовании припоя путем выделения из него компонентов, разлагающихся при пайке металлаПаяемость — свойство материалов образовывать соединение при заданном режиме пайки.Режим пайки — совокупность параметров и условий, при которых осуществляется пайка. Параметрами пайки являются температура, время выдержки, скорость нагрева и охлаждение.Условия пайки — способ нагрева, среда, припой и т. д.
Согласно современным представлениям процесс образования паяных соединений протекает в две стадии: возникновение и развитие физического контакта и образование химической связи между атомами контактирующих поверхностей вследствие квантомеханического взаимодействия их электронных оболочек.
При пайке возникновение физического контакта и возбуждение химической связи между атомами на поверхностях достигается на стадии смачивания жидким припоем поверхности паяемого металла. Прочность соединения зависит от типа действующих на контактной поверхности межатомных сил.
При слабом взаимодействии, например при физической адсорбции, смачивание приводит к получению относительно малопрочных соединений. Если твердый и жидкий металлы способны к химическому взаимодействию, то смачивание обеспечивает образование прочной связи.
Газопламенная пайка
Применяются горелки, работающие на ацетилене, пропане и бытовом газе, установки для механизированной газопламенной пайки.
Границы применения. Размеры: детали любой формы толщиной 1—10 мм.
Материал: углеродистые и низколегированные стали, серый чугун, медь, никель, медно-никелевые сплавы, алюминий, серебро, золото и др. металлы.
Область использования: мелкосерийное и массовое производство; изготовление трубопроводов, теплообменников холодильная техника,, деталей автомобилей, электротехнических и ювелирных изделий, устранение дефектов чугунного и алюминиевого литья.

Параметры пайки: температура пайки выбирается на 30—50 °С выше температуры применяемого припоя, избыточное давление пропана 100—400 кПа, ацетилена 60—80 кПа, бытового газа 30 кПа. Продолжительность пайки 0,5—3 мин.
Припои: оловянно-свинцовые, оловянно-цинковые, алюминиевые, медные, серебряные, золотые и др.
Флюсы: выбираются в зависимости от температуры пайки и припоя; при массовом производстве используют газообразные флюсы.
Техника пайки. Перед пайкой необходима предварительная подготовка поверхности деталей. Пайку выполняют с применением флюсов за исключением соединений из меди, паяных серебряно-медно-фосфористыми и медно-фосфористыми самофлюсующими припоями.
При нагреве изделий горелками используют факел пламени на расстоянии ~ 10 мм от конца ядра. При пайке массивных деталей применяют многосопловые горелки, обеспечивающие мягкий и равномерный нагрев.
Пайка медно-цинковыми припоями качественно получается при нагреве окислительным пламенем за счет уменьшения испарения цинка.
При нагреве нержавеющих сталей рекомендуется нормальное пламя с целью исключения образования карбидов хрома, способствующих развитию межкристаллитной коррозии. При пайке разнородных и разнотолщинных материалов пламя направляют на деталь, имеющую большую теплопроводность и массу.
Дефекты паяных соединений
Качество паяных изделий определяется их прочностью, степенью работоспособности, надежностью, коррозионной стойкостью, способностью выполнять специальные функции (теплопроводность, электропроводность, коммутационные характеристики и т.п.).
Обеспечение этих характеристик достигается оптимальными решениями в процессе производства паяного изделия.
Дефекты, возникающие при изготовлении паяных изделий, можно разделить на дефекты заготовки и сборки, дефекты паяных соединений и паяных изделий.
К наиболее типичным дефектам паяных соединений относятся поры, раковины, шлаковые и флюсовые включения, непропаи, трещины.
Эти дефекты классифицируют на две группы: связанные с заполнением расплавом припоя зазора между соединенными пайкой деталями и возникающие в процессе охлаждения изделия с температуры пайки.
Дефекты первой группы связаны главным образом с особенностями заполнения капиллярных зазоров в процессе пайки. Дефекты второй группы обусловлены уменьшением растворимости газов в металлах при переходе их из жидкого состояния в твердое и усадочными явлениями.
К ним также относится пористость кристаллизационного и диффузионного происхождения. Кроме пор к дефектам сплошности относятся трещины, которые могут возникать в металле шва, в зоне спаев или в паяемом металле. Большую группу дефектов составляют шлаковые и флюсовые включения.
Причиной образования непропаев, которые берут начало у границы раздела с паяемым металлом, может явиться неправильное конструирование паяного соединения (наличие «глухих», не имеющих выхода полостей), блокирование жидким припоем газа при наличии неравномерного нагрева или неравномерного зазора, местное отсутствие смачивания жидким припоем поверхности паяемого металла. Причиной появления блокированных остатков газа в швах может быть неравномерность движения фронта жидкости при затекании припоя в зазор. Фронт дробится на участки ускоренного и замедленного продвижения, в результате чего могут отсекаться малые объемы газа. Таким же образом может происходить захват флюса и шлаков в шве.
В процессе охлаждения соединения из-за уменьшения растворимости газов происходит их выделение и образование рассеянной газовой пористости. Опыт высокотемпературной пайки алюминиевых сплавов с предварительной дегазацией припоев и флюсов показывает, что пористость металла шва при этом резко уменьшается.
Другой весьма распространенной причиной образования рассеянной пористости является возникновение так называемой усадочной пористости.
Это явление характерно для случая затвердевания сплава с широким интервалом кристаллизации. При малых зазорах усадочные междендритные пустоты, как правило, тянутся в виде цепочки в центральной части шва.
При больших зазорах усадочные поры располагаются в шве более равномерно в междендритных пространствах.
Причиной образования пор в паяных швах может быть эффект сфероидизации.
В этом случае пористость в зоне шва возникает в результате нескомпенсированной диффузии атомов припоя и паяемого металла. Такого рода пористость возникает в системах припой — паяемый металл, у которых имеется заметное различие в коэффициентах диффузии.
Трещины в паяных швах могут возникать под действием напряжений и деформаций металла изделия в процессе охлаждения. Принято различать холодные и горячие трещины. Холодные трещины образуются при температурах до 200 °С. Горячими называются трещины, образующиеся при температуре выше 200 °С.
Эти трещины обычно имеют кристаллизационное или полигонизационное происхождение. Если в процессе кристаллизации скорость охлаждения высока и возникающие напряжения велики, а деформационная способность металла шва мала, то появляются кристаллизационные трещины.
Полигонизационные трещины возникают уже при температурах ниже температуры солидуса после затвердевания сплава по так называемым полигонизационным границам, образующимся при выстраивании дислокации в металле в ряды и образовании сетки дислокаций под действием внутренних напряжений.
Холодные трещины возникают чаще всего в зоне спаев, особенно в случае образования прослойки хрупких интерметаллидов. Трещины в паяемом металле могут появиться и в результате воздействия жидких припоев, вызывающих адсорбционное понижение прочности.
Неметаллические включения типа флюсовых или шлаковых возникают при недостаточно тщательной подготовке поверхности изделия к пайке или при нарушении ее режима.
При слишком длительном нагреве под пайку флюс реагирует с паяемым металлом с образованием твердых остатков, которые плохо вытесняются из зазора припоем.
Шлаковые включения могут образоваться также из-за взаимодействия припоев и флюсов с кислородом воздуха или пламенем горелки.
Правильное конструирование паяного соединения (отсутствие замкнутых полостей, равномерность зазора), точность сборки под пайку, дозированное количество припоя и флюсующих сред, равномерность нагрева — условия бездефектности паяного соединения.
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЯ |
| Жидкоплавкий припой в виде прутков на основе цинк – алюминий с низкой рабочей температурой, высокой прочностью и относительным удлинением. Хорошие смачивающие свойства. Для мягкой пайки чистого алюминия и алюминиевых сплавов с макс. 3% легирующего компонента |
| СВАРОЧНЫЙ ПОСТ |
| Переносной газосварочный пост — переносное устройство, состоящее из платформы, баллона с кислородом, баллона с MAРР- газом, газопламенной горелки, газовые рукава,регулятор давления баллонный кислородный одноступенчатый (редуктор). |
1 2 3 4 5 6 7 8 9 10
Пайка медных труб: процесс, инструменты и материалы
Пайка медных труб позволяет создать герметичный шов при монтаже системы коммуникаций. Такая технология применяется в различных отраслях: промышленность, бытовые условия и т. д. Медные изделия востребованы благодаря прочности, устойчивости к коррозии.
https://www.youtube.com/watch?v=swTsNiYhyao\u0026t=320s
По этой причине их используют до сих пор, несмотря на появление полимерных аналогов. Чтобы обеспечить длительный период эксплуатации трубопровода, нужно правильно выполнить монтаж.
Процесс пайки медной трубы.
Пайка меди – почему стоит этому научиться
Изделия из такого материала дорогостоящие. Однако затраты на их приобретение и монтаж окупятся, учитывая, что срок службы трубопровода соответствует периоду эксплуатации объекта.
Это значит, что коммуникации из меди будут работать, пока стоит здание. Их можно заливать бетоном.
При этом вероятность образования течи минимальная и обуславливается лишь теми ошибками, которые были допущены в процессе пайки.
Другие положительные моменты:
- несложный монтаж;
- высокая адгезия с другими материалами;
- не требуется обрабатывать торцевые участки труб агрессивными средствами для очистки;
- нет необходимости в использовании специальных флюсов высокого ценового сегмента, т. к. в процессе монтажа водопроводных коммуникаций не происходит химическая реакция с кислородом;
- трубы не деформируются при подогреве;
- при возникновении такой необходимости можно выполнить демонтаж трубопровода, причем в данном случае не нужно использовать метод резки, коммуникации распаиваются.
Благодаря описанным качествам пайки упрощается выбор припоя.
Способы паяния деталей из меди
Данная технология основана на применении вспомогательных материалов. С их помощью заполняется зазор, который образуется между двумя участками труб. Вспомогательный материал должен быть расплавлен, иначе не обеспечится достаточно высокая адгезия коммуникаций. Получить требуемый результат можно при разных температурных режимах.
От этого будет зависеть, какой тип вспомогательных материалов следует использовать. Вне зависимости от условий выполнения пайки применяется одинаковый инструмент: паяльник, газовая горелка.
Особенности высокотемпературных соединений
Шов, сделанный при использовании данной технологии, достаточно твердый. В этом случае используется тугоплавкий припой. Для его расплавления требуется создать особые условия: производится прогрев до температуры в пределах +450…+900°С. В результате вспомогательный материал заполняет собой пространство между торцевыми участками труб, обеспечивая герметичное соединение.
Он имеет свойство капиллярно растекаться, заполняя мельчайшие поры на торцевом участке коммуникаций. Это позволяет обеспечить высокую адгезию материалов.
В качестве твердого припоя выступает серебро или медь. В результате после остывания материала получают надежное соединение. Такой шов отличается прочностью, устойчивостью к механическому воздействию. Он выдерживает регулярные перепады температур, может контактировать с агрессивными средами без риска потери свойств.
Пайка медных высокотемпературных припоев.
Участок трубопровода, на котором образуется шов, прогревается специальным оборудованием. Чтобы медь не потеряла свойства, ее остывание должно происходить в естественных условиях. Твердый припой используют, если необходимо запаять коммуникации для водопровода диаметром от 12 до 159 мм.
Такая технология монтажа применяется чаще всего, когда нужно получить монолитный трубопровод, например, если соединяют газовые трубы. Иногда этот способ пайки применяется и при монтаже водопроводных коммуникаций при условии, что они будут подвергаться воздействию высокого давления.
Используется он и при монтаже системы отопления, а также горячего водоснабжения, в этих случаях шовное соединение выдержит регулярное влияние высоких температур – от +120°С.
Низкотемпературная пайка в деталях
В данном случае используется мягкий припой. Чтобы с его помощью припаять коммуникации, достаточно задать температуру менее +450°С.
Учитывая более щадящие параметры произведения пайки, данный метод больше подходит для выполнения работ в домашних условиях. К легкоплавким материалам относится свинец, олово. Эти варианты используются чаще всего в быту.
С ними легко работать, а дополнительно к тому можно создать шовное соединение шириной до 50 мм.
В отличие от данного способа, в процессе реализации техники твердой пайки создается узкий шов, что отчасти способствует повышению прочности готового изделия. Мягкий припой позволяет сделать соединение, характеризующееся более низким уровнем надежности. В этом заключается основной недостаток такой технологии.
Пайка медных низкотемпературных припоев.
Однако если трубопровод не будет подвергаться воздействию перепадов температур и механическим нагрузкам, то данный недостаток нивелируется благодаря достоинствам меди, среди которых следующее:
- не производится отжиг металла, что позволяет сохранить его свойства;
- в процессе работы создаются более безопасные условия, т. к. применяется низкотемпературный метод.
Такая технология используется для монтажа коммуникаций, транспортирующих только жидкости. Причем их температура должна быть меньше +120°С. Сварка труб с использованием низкотемпературного метода выполняется, когда необходимо соединить изделия диаметром 6-108 мм.
Что понадобится в процессе
Для работы подготавливают припой и флюс. Первый из материалов подбирается с учетом способа пайки. Так, если планируется соединять медные трубы посредством высокотемпературного метода, состав не должен содержать свинец, потому что данный компонент будет размягчать трубу.
Когда используется низкотемпературная техника стыковки коммуникаций, рассматривают варианты вспомогательных материалов, которые содержат олово, медь, свинец или серебро или висмут. Приобрести их можно в виде проволоки диаметром 3 мм.
Флюс применяется непосредственно перед началом пайки. Он предназначен для подготовки труб. При нанесении флюса удаляется оксидная пленка. В результате улучшается растекаемость плавкого материала по коммуникациям на торцевых участках, а одновременно с тем снижается и поверхностное натяжение. Эти факторы позволяют обеспечить надежное соединение благодаря высокой адгезии.
Использование флюса для пайки труб.
Инструменты, которые необходимо подготовить, если планируется выполнять пайку своими руками:
- труборез – используется для нарезки коммуникаций;
- фаскосниматель – формирует фаску, благодаря чему один участок трубы легче входит в торец второго, а еще такое приспособление удаляет заусеницы;
- расширитель – используется для незначительного увеличения диаметра коммуникаций на участке, где будет выполнен шов;
- газовая горелка со смесью бутана, пропана – для высокотемпературной пайки используют смесь ацетилен-воздух или пропан-кислород;
- паяльник – применяется вместо горелки, является универсальным прибором, применяется для пайки, выполняемой по разным технологиям;
- строительный уровень;
- рулетка;
- маркер;
- ершик для очистки внутренних поверхностей труб;
- молоток.
Технология пайки медных изделий
В процессе выполнения работ важен каждый этап, включая и подготовительный, т. к. при этом коммуникации очищаются от загрязнений, оксидов, заусениц. Для каждого действия предназначен специальный инструмент. Если не использовать его, качество сцепки меди с припоем будет ниже.
Например, когда не удаляются заусеницы или это делается недостаточно тщательно, образуются пустоты из-за неполного прилегания проволоки. Наличие загрязнений на поверхности изделий или нарушение правила обработки труб флюсом способствует ухудшению сцепки материалов.
Отрезаем деталь необходимой длины
Учитывая, что медь достаточно мягкий материал, можно использовать разные инструменты для нарезки изделий. Однако наиболее ровный срез получают, применяя труборез. При его использовании диаметр коммуникаций незначительно уменьшается. По этой причине на следующем этапе применяют расширитель для труб.
Предварительно очищают изделия от заусениц, обезжиривают. С помощью расширителя подгоняют трубы так, чтобы зазор между ними составил 0,02-0,4 мм. Этого достаточно для свободного растекания припоя.
Наносим флюс на поверхность трубы
Данным составом покрывают коммуникации, которые предназначены для заведения в раструб. Для этого используют кисть. Важно применять минимальное количество флюса, т. к. не допускается, чтобы на коммуникациях остались его излишки.
Соединяем детали перед пайкой
На этом этапе действовать необходимо быстро, чтобы на обработанные участки труб не попали частицы загрязнений, пыли. Это может способствовать снижению адгезии материалов. При стыковке коммуникации следует прокрутить, когда они будут установлены до упора. Это позволит удалить избыток флюса. Его нельзя оставлять на поверхности труб из-за агрессивного действия на металл.
Образование соединения при низкотемпературной пайке
В данном случае обязательным условием является использование припоя, который легко плавится, а также флюса, подходящего по свойствам для применения в таких условиях.
Учитывая, что вспомогательный материал легко размягчается, не требуется задействовать мощное оборудование. Достаточно использовать стандартный паяльник или малогабаритную горелку.
Подготавливают смесь газа, которая не содержит кислорода.
Чтобы размягчить медь, необходимо направить на торец изделия горелку/паяльник. Контактная площадка, которая находится между пламенем и трубой, должна перемещаться. Это позволит прогреть изделие по всей длине окружности. Затем подносят плавкий материал.
При использовании низкотемпературного метода проволока не нагревается.
Когда она начнет плавиться при контакте с прогретыми трубами, горелку перестают использовать. Припой расплавится самостоятельно, заполнив собой зазор.
После этого он должен остыть в естественных условиях.
Образование шва при пайке высокотемпературного типа
Применяют кислородосодержащие смеси. В процессе горения появляется голубое пламя. Учитывая, что в данном случае на изделия оказывает воздействие высокая температура, нельзя долго производить прогрев. Оборудование перемещают по линии будущего шва. Это позволит обеспечить равномерный нагрев.
Определить, что медь достигла кондиции, можно по насыщенному вишневому цвету изделия. На следующем этапе прикладывают припой. При контакте с горячим металлом он расплавится, заполнит собой зазор. Учитывая, что медь сильно нагрета, плавкий материал быстро теряет форму.
Техника безопасности при спаивании труб из меди
Во время работы изделия из этого материала необходимо удерживать инструментом (клещами) или применять перчатки. Использование флюса способствует появлению химического ожога. Во время работы с таким составом следует проявлять осторожность. При нагреве флюса высвобождаются токсичные вещества, поэтому нужно производить пайку в вентилируемом помещении.
Одежда должна быть из хлопка, т. к. синтетика легко воспламеняется. Если нет опыта в выполнении такой работы, сначала необходимо сделать несколько тренировочных швов.
Основные ошибки допускаемые при пайке
Не всегда работа выполняется правильно. Возможные ошибки:
- не были удалены заусеницы, загрязнения с труб;
- использовался флюс в избыточном количестве, излишки при этом не убирались;
- быстрый прогрев (несколько секунд) при выборе низкотемпературного метода или, наоборот, перегрев;
- использовался искусственный способ охлаждения трубы.
Выводы и полезное видео по теме
При работе с медью следует предварительно определить подходящий способ пайки. В соответствии с этим подбираются вспомогательные материалы. Горелка должна прогревать только трубы, но не флюс. При этом важно быстро распределить припой по поверхности изделия.
Источник: https://vodasovet.ru/vodoprovod/pajka-mednyh-trub