Сварка труб под углом позволяет сэкономить не только на отводах (угловых сопряжениях), но и на тройниках (тавровых сопряжениях) или крестовинах. Поэтому подобной техникой должен владеть каждый опытный мастер сантехник. И в данной статье мы разберем типовые способы «угловой» стыковки круглых и профильных труб, реализуемые с помощью сварки или пайки.
Какие трубы можно соединять на сварку
В большинстве случаев на сварку монтируют стальные трубы. Причем, подобный способ соединения участков трубопровода практикуется и в случае производства арматуры из конструкционных сталей, и в случае изготовления труб из высоколегированных сплавов. Для разных металлов нужны разные техники сварки и разные электроды.
Кроме того, с помощью сварки или пайки можно стыковать еще медные или алюминиевые трубы. Правда, в данном случае нужен особый аргонодуговой аппарат, генерирующий электрическую дугу в среде инертного газа (аргона). А вот в качестве электрода можно использовать обычную медную или алюминиевую проволоку.
Разновидности угловых стуков
Основной нормативный документ, которым регламентируется сварка труб под углом – ГОСТ 16037-80 – утверждает, что помимо пяти способов сварки тройников (крестовин) существует еще и восемь способов стыковки секторов в отводе (элементов в колеи).
Причем угловое сопряжение, предполагающее стыковку магистралей, как под прямым, так и под острым или тупым углом, реализуется с помощью следующих разновидностей стыков:
- Углового соединения труб одного диаметра, без скоса кромок, односторонним сварочным швом. Обозначение по ГОСТ – У16. При этом кромки труб стачиваются и подгоняются друг под друга практически без зазора, а проекция линии сопряжения напоминает треугольник.
- Углового соединения трубы и штуцера (отростка или приварка), без раздела, односторонним сварочным швом, Обозначение по ГОСТ – У17, У18. Проекция сварочного стыка похожа на полуокружность. Кромки подгоняются друг под друга с минимальным зазором.
- Углового соединения со скосом кромок, односторонним швом, обозначаемого шифром У19. Линия сопряжения похожа на сектор окружности. Кромки нижней трубы практически не обрабатываются. Раздел (фаску) снимают только с верхней трубы.
- Углового соединения со скосом кромки на цилиндрическом усе, выполняемого односторонним швом (шифр У20). Проекция линии сопряжения похожа на сектор дуги, а кромки нижней трубы практически не обрабатываются.
- Углового соединения с разделом, на односторонней прокладке, с размещением кольцеобразного вкладыша внутри трубы. Шов заделывается с внешней стороны и маркируется на сборочных чертежах как У21.
Сварка квадратных труб под углом производится по тем же правилам. А вот секторная сборка отвода (колена) выполняется немного по-другому.
В данном случае используют следующие типы сварочных швов:
- Без скоса (раздела) кромок, когда стыкуемые сектора соединяют встык или с помощью втулки (съемной подкладки), вводимой с внутренней стороны. При этом накладывается односторонний шов.
- С односторонним скосом кромки, предполагающим точную обработку торца только одного сектора. Причем подобный стык можно обустроить и с помощью съемной прокладки и без нее.
- Со скосом кромок, предполагающим относительную точность формы торцов трубы. В данном случае можно использовать две разновидности подкладки – цилиндрическую и кольцеобразную. Причем образующая скос фаска может нарезаться, как с внутренней, так и с наружной стороны кромок. То есть, односторонний шов будет накладываться как с внутренней, так и с внешней стороны трубы, образуя сварные соединения под острым и тупым углом.
- Со скосом кромок по наружной стороне и расточкой (развальцовкой) внутренней поверхности торца стыка. Причем согласно ГОСТ существует шесть вариантов внутренней расточки кромок.
Разумеется, подобное разнообразие предполагает использование различных техник и способов сварки: от классического электродугового варианта, до газовой пайки.
Показания к преминению
Электродуговая, аргонодуговая или газовая сварка без скоса кромок начинается с подгонки торцов. Максимальная величина зазора между трубами, в данном случае – 1,5 миллиметра, а минимальная – 0,5 миллиметра.
Причем, подобная техника используется лишь на трубах с толщиной стенки от 1 до 6 миллиметров.
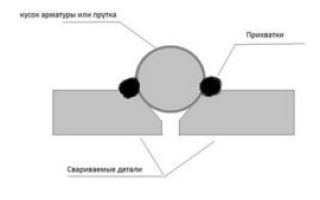
Сам процесс начинается с прихватывания углового сопряжения точечными швами, с последующей правкой положения труб и кольцевой сваркой стыка снаружи.
Угловое сопряжение с односторонним торцом предполагает образование фаски под углом 50 градусов. А двусторонний раздел предполагает образование двух фасок, под углом 30 градусов.
Зазор между кромками в первом случае 1-2 миллиметра, а во втором случае 2-5 миллиметров. То есть, о точности торцов можно практически не заботиться.
Толщина стенок стыкуемых таким способом труб колеблется в пределах от 2 до 20 миллиметров.
Угловое сопряжение со скосом кромок и разделом предполагает стыковку труб с толщиной стенок от 6 до 60 миллиметров. При этом ширина раздела колеблется в пределах от 18 до 48 миллиметров. Разумеется, такие габариты предполагают особую технику заполнения сварочной ванны.
Видео
В сюжете — Простой способ заварить врезку трубы
В продолжение темы посмотрите также наш обзор Приспособа для сварки профиля под любым углом
Как варить угловые швы
- Известно, что сварочные работы могут проводиться в нескольких плоскостях, и что наиболее характерным примером таких операций является сварка угловых швов.
- От расположения углового шва относительно горизонта зависит не только порядок организации сварных операций, но и уровень их сложности, требующий соответствующей подготовки сварщика.
- Угловой шов образуется при тавровых соединениях (в виде буквы Т), при соединениях внахлест и встык, он встречается во многих металлических конструкциях.
Виды сварочных положений
В зависимости от расположения в пространстве и направленности шва технология сварки может быть следующей:
- «нижнее» положение, соответствующее расположению линии шва вдоль горизонта;
- горизонтальное положение при сварке, когда стыковая линия находится под углом от 0 ° до 60 ° к горизонтальной поверхности;
- сварка в вертикальном расположении стыковой зоны (под углами от 60 ° до 120 °);
- «потолочное» сваривание, когда угловой шов располагается непосредственно над сварщиком (угол обзора – 120 °-180 °);
- «в лодочку»; при этом варианте осуществляется угловая сварка стыков, располагаемых под определённым наклоном.
- Сварочные работы по первому из этих вариантов (в нижнем положении) не представляют особых затруднений даже для начинающих сварщиков.
- При формировании вертикальных швов необходим учёт типа соединения и толщины заготовок, определяющих характер подготовки к сварке.
- Так, перед работой обычными электродами в вертикальной позиции обязательна фиксация угловых заготовок в определённом положении с последующим прихватыванием небольшими поперечными перемычками.
Линейный вертикальный шов может формироваться одним из двух способов: сверху вниз или в обратном направлении. Обеспечить требуемое качество углового соединения гораздо легче, если делать проход снизу вверх, поскольку в этом случае сварочная ванна поддерживается встречным движением. Держатель со стержнем при таком проходе наклоняется на 80 °-90 ° к плоскости шва.
Оптимальная технология
Выполняя сварку углового шва «в лодочку», получают качественное соединение. Это наиболее удобная технология, позволяющая электроду легко достать до корня. При этом важно правильно зафиксировать заготовки. Угол между соединяемыми плоскостями должен быть ровно 90 °.
Сварку углового шва по технологии «в лодочку» начинают с нижней плоскости и ведут вверх. Перед выполнением работ необходимо ознакомится со схемой движения электрода.
При толщине металла заготовок менее 14 мм в скосе кромок нет необходимости. Если метал толще, то делают скос с одной стороны или с двух (при толщине более 40 мм).
Не всегда имеется возможность расположить детали так, чтобы выполнить угловой шов методом «в лодочку». Если сварка происходит по другой технологии (наклонным электродом), то обращают внимание на катет углового шва.
При длине катета до 8 мм делают шов однослойным, при большей длине выполняют его в 2 и более слоев. Вначале проваривают корень электродом малого диаметра, затем делают последующие проходы.
Выбор диаметра электрода и сварочного тока в зависимости от типа углового шва можно сделать при помощи таблицы.
| Односторонний тавровый или угловой шов со скосом кромок под углом 45 ° | 4 | 1 | 3-4 | 120-160 |
| 6 | 1 | 4-5 | 160-220 | |
| 8 | 1-2 | 4-5 | 160-220 | |
| 12 | 3-4 | 4-6 | 160-300 | |
| 20 | 6-8 | 4-6 | 160-300 | |
| Односторонний тавровый или угловой шов с двумя симметричными кромками под углом 45 ° | 10 | 2-4 | 4-6 | 160-320 |
| 20 | 4-6 | 4-6 | 160-360 | |
| 40 | 8-16 | 4-6 | 160-360 | |
| 60 | 16-30 | 5-6 | 220-360 |
Особенности потолочного шва
Сварка потолочных швов возможна лишь при условии максимально быстрого затвердевания металла по завершении его расплавления. Это же требование предъявляется и к уже рассмотренному ранее вертикальному свариванию.
- Для быстрого затвердевания металла необходимо применять электроды со специальным тугоплавким покрытием, а при сварке сочетать их круговые движения с вертикальными перемещениями.
- К этому виду сварочных процедур следует прибегать только в крайнем случае, при невозможности сваривать детали в более удобной позиции.
- Потолочный вид сварки характеризуется тем, что даже при незначительном отдалении электрода от ванны дуга мгновенно гасится, так как энергия к ней перестает поступать.
Вследствие этого металл остывает и сварочная ванна уменьшается в своих размерах, что может привести к короткому замыканию. Кроме того, сложность угловых работ в этом случае состоит в том, что прогрев зоны сварки осуществляется снизу.
В таком положении пузырьки расплавленного металла, поднимаясь из сварочной ванны, проникают в корень шва и заметно ослабляют его.
Левый и правый способы
Если сварка угловых или иных швов происходит в среде защитного газа, то особое значение имеет направление ведения электрода.
Различают правый и левый способы сваривания заготовок. В целом, разница между этими вариантами сплавления деталей заключается в следующем.
Правый способ расположения держателя обеспечивает лучший обзор процесса наплавления, более глубокий провар и стабильную дугу. Кроме того, сварка сопровождается минимальным количеством разбрызгивания металла.
При сварке с левым ведением дуги образуется больше брызг и получается неглубокий провар. При этом обеспечивается лучший визуальный обзор места формирования углового шва.
Одновременно с этим такое направление сварки оказывает очищающее действие на сварочную ванну. Наибольшего положительного эффекта этот способ ведения дуги достигает при работе с заготовками из алюминиевых сплавов.
Места ограниченного доступа
При прокладке любых трубных коммуникаций нередко приходится сталкиваться со сложностями, касающимися сварки в труднодоступных местах, решить которые удаётся лишь, приняв специальные меры. Проблема касается, в частности, и проводки труб из полипропилена, широко распространённых в хозяйственной практике.
При монтаже новых полипропиленовых труб особо часты ситуации, когда условия прокладки далеки от нормативных требований.
В этом случае также приходится затрачивать дополнительные усилия, состоящие в использовании при монтаже элементов трубопровода специального инструмента. Потребуется:
- сварочный паяльник особой конструкции;
- комплект дополнительных насадок (желательно – тефлоновых);
- приспособление для назрезки трубных изделий (резак, поставляемый совместно со сварочным инструментом);
- обезжиривающий раствор;
- набор соединительных элементов.
Посредством расплавления труб паяльником удаётся соединить на сварку элементы трубопровода на любом участке его прокладки. Специальные насадки позволяют сочленять трубные заготовки, отличающиеся по своему диаметру, и выполнить угловые соединения.
Способы соединения
Выбор способа соединения на пайку в труднодоступных местах (вблизи от потолка, например) определяется рабочим диаметром прокладываемых трубных каналов. При монтаже труб диаметром до 50-ти миллиметров, как правило, применяется стыковой метод (правда, в быту он используется крайне редко).
При работе с трубными заготовками с основным типоразмером свыше 40 мм применяется раструбный способ их состыковки. Для реализации этого приёма исполнителю потребуется особый сварочный механизм с центрирующим приспособлением.
В случае так называемого «седельного» сочленения к трубе встык (под прямым углом) приваривается раструбное седло, которое вместе с трубным отрезком образует Т-образный переходник.
Приём сварки на просвет
Сварку труб на просвет (в отсутствии непосредственного соприкосновения) начинают с основательной подготовки места соединения заготовок.
Для сваривания по этому методу подходят лишь трубы среднего диаметра с толщиной стенок не менее 6-12 миллиметров. При этом предполагается выборка фаски под углом 65-70 ° с обеспечением приступа в 2 мм.
Для правильной (соосной) фиксации свариваемых трубных заготовок потребуется внутренний центратор, полностью исключающий какое-либо смещение сборки. Зазор в просвете оставляется порядка 2,5 мм (его легко можно выставить, ориентируясь на электрод соответствующего диаметра).
Для сваривания подготовленной сборки подойдёт любое электродуговое оборудование (для этих целей можно воспользоваться инвертором, например).
В итоге можно сказать, что сварка угловых и по-разному ориентированных в пространстве соединений предполагает не только основательную подготовку, но и правильный выбор электродов для неё.
Способы сварки труб под углом

Сварка труб под углом позволяет сэкономить не только на отводах (угловых сопряжениях), но и на тройниках (тавровых сопряжениях) или крестовинах. Поэтому подобной техникой должен владеть каждый опытный сварщик или сантехник. И в данной статье мы разберем типовые способы «угловой» стыковки круглых и профильных труб, реализуемые с помощью сварки или пайки.
Какие трубы можно соединять на сварку
В большинстве случаев на сварку монтируют стальные трубы. Причем, подобный способ соединения участков трубопровода практикуется и в случае производства арматуры из конструкционных сталей, и в случае изготовления труб из высоколегированных сплавов. Для разных металлов нужны разные техники сварки и разные электроды.
Сварка стальных труб под углом
Кроме того, с помощью сварки или пайки можно стыковать еще медные или алюминиевые трубы. Правда, в данном случае нужен особый аргонодуговой аппарат, генерирующий электрическую дугу в среде инертного газа (аргона). А вот в качестве электрода можно использовать обычную медную или алюминиевую проволоку.
А еще можно «сваривать» полимерные трубы, используя технику термической сварки давлением. Эта технология даже используется при изготовлении сегментарных фитингов, собираемых «на сварку» из вырезанных из труб участков.
Заказывайте печать книг на https://wowprint.kz/product/pechat-knig/.
Разновидности угловых стыков
Основной нормативный документ, которым регламентируется сварка труб под углом – ГОСТ 16037-80 – утверждает, что помимо пяти способов сварки тройников (крестовин) существует еще и восемь способов стыковки секторов в отводе (элементов в колеи).
Причем угловое сопряжение, предполагающее стыковку магистралей, как под прямым, так и под острым или тупым углом, реализуется с помощью следующих разновидностей стыков:
Стыковка мегистрали под острым углом
- Углового соединения труб одного диаметра, без скоса кромок, односторонним сварочным швом. Обозначение по ГОСТ – У16. При этом кромки труб стачиваются и подгоняются друг под друга практически без зазора, а проекция линии сопряжения напоминает треугольник.
- Углового соединения трубы и штуцера (отростка или приварка), без раздела, односторонним сварочным швом, Обозначение по ГОСТ – У17, У18. Проекция сварочного стыка похожа на полуокружность. Кромки подгоняются друг под друга с минимальным зазором.
- Углового соединения со скосом кромок, односторонним швом, обозначаемого шифром У19. Линия сопряжения похожа на сектор окружности. Кромки нижней трубы практически не обрабатываются. Раздел (фаску) снимают только с верхней трубы.
- Углового соединения со скосом кромки на цилиндрическом усе, выполняемого односторонним швом (шифр У20). Проекция линии сопряжения похожа на сектор дуги, а кромки нижней трубы практически не обрабатываются.
- Углового соединения с разделом, на односторонней прокладке, с размещением кольцеобразного вкладыша внутри трубы. Шов заделывается с внешней стороны и маркируется на сборочных чертежах как У21.
Сварка квадратных труб под углом производится по тем же правилам. А вот секторная сборка отвода (колена) выполняется немного по-другому.
В данном случае используют следующие типы сварочных швов:
Секторная сборка отвода
- Без скоса (раздела) кромок, когда стыкуемые сектора соединяют встык или с помощью втулки (съемной подкладки), вводимой с внутренней стороны. При этом накладывается односторонний шов.
- С односторонним скосом кромки, предполагающим точную обработку торца только одного сектора. Причем подобный стык можно обустроить и с помощью съемной прокладки и без нее.
- Со скосом кромок, предполагающим относительную точность формы торцов трубы. В данном случае можно использовать две разновидности подкладки – цилиндрическую и кольцеобразную. Причем образующая скос фаска может нарезаться, как с внутренней, так и с наружной стороны кромок. То есть, односторонний шов будет накладываться как с внутренней, так и с внешней стороны трубы, образуя сварные соединения под острым и тупым углом.
- Со скосом кромок по наружной стороне и расточкой (развальцовкой) внутренней поверхности торца стыка. Причем согласно ГОСТ существует шесть вариантов внутренней расточки кромок.
Разумеется, подобное разнообразие предполагает использование различных техник и способов сварки: от классического электродугового варианта, до газовой пайки.
Показания к применению
Газовая сварка труб
Электродуговая, аргонодуговая или газовая сварка без скоса кромок начинается с подгонки торцов. Максимальная величина зазора между трубами, в данном случае – 1,5 миллиметра, а минимальная – 0,5 миллиметра.
Причем, подобная техника используется лишь на трубах с толщиной стенки от 1 до 6 миллиметров.
Сам процесс начинается с прихватывания углового сопряжения точечными швами, с последующей правкой положения труб и кольцевой сваркой стыка снаружи.
Угловое сопряжение с односторонним торцом предполагает образование фаски под углом 50 градусов. А двусторонний раздел предполагает образование двух фасок, под углом 30 градусов.
Зазор между кромками в первом случае 1-2 миллиметра, а во втором случае 2-5 миллиметров. То есть, о точности торцов можно практически не заботиться.
Толщина стенок стыкуемых таким способом труб колеблется в пределах от 2 до 20 миллиметров.
Угловое сопряжение со скосом кромок и разделом предполагает стыковку труб с толщиной стенок от 6 до 60 миллиметров. При этом ширина раздела колеблется в пределах от 18 до 48 миллиметров. Разумеется, такие габариты предполагают особую технику заполнения сварочной ванны.
Особенности сварки угловых швов
В настоящее время в строительстве и при монтаже различных деталей, очень часто используется сварка угловых швов. Металлические изделия, соединяющиеся посредством такого соединения, отличаются высокой прочностью и надежностью. Однако, угловые швы при сварке требуют от человека, выполняющего работу определенных знаний и умений. Поскольку процесс сварки – трудоемкий и затратный по времени, т.к. в нем много нюансов. Рассмотрим, что же представляет собой сварка углового шва, в чем ее специфика и как ее осуществить в домашних условиях.
Виды угловых швов
Сварка углового шва представляет собой соединение двух металлических изделий или профильных труб, под углом менее 180°. Однако, зачастую в конструкциях из метала создаются штыки, где стороны находятся пол углом в 90°. Такое расстояние нужно выдерживать для того, чтобы в процессе сварки, обе стороны подвергались одинаковой нагрузке и сама конструкция была более прочной.
Угловые швы при сварке дифференцируются на несколько типов. Выделяются:
- нахлесточное соединение,
- шов с примыканием краев в точке соединения,
- шов с прикладыванием одного конца к ровной плоскости, также подобный тип соединения называется тавровым,
- соединение с разделкой кромок и без нее.
Угловой сварочный шов классифицируется в зависимости от того, как производится его укладка. Исход из этого критерия выделяются: сплошные и прерывистые соединения.
Также выделяются разновидности швов по длине: короткие (до 250 мм), средние ( они образуются от точки сопряжении поверхностей обоих металлических изделий до краев свариваемой детали, величина такого соединения варьируется в промежутке от 250 до 1000 мм). Длинные угловые швы создаются протяженностью в 1000 мм и более.
Сложности в процессе образования углового соединения
Для того, чтобы шов при сварке получился максимально прочным и качественным, нужно быть готовым к тому, что в процессе выполнения работы можно столкнуться с рядом дефектов. Рассмотрим основные из них:
- Подрезы. В процессе создания углового соединения, под воздействием электрической дуги, на поверхности металлических изделий образуются углубления. Если речь идет о сварочной работе, осуществляемой в нижнем положении, то задерживая электрод можно наплавлять присадочный материал на поврежденный участок. Но угловое соединение выполняется намного сложнее и придется потрудиться, чтобы «загнать» частицы раскаленного металла на боковую стенку. В связи с этим, обычно сварной угловой шов имеет выемки только с одного бока.
- Образование непроваренных отрезков шва. Из-за недостаточного опыта, многие сварщики, выполняющие технику углового шва, для того чтобы заполнить место соединения, начинают слишком сильно двигать концом электрода по сторонам. Подобные манипуляции приводят к тому, что металл оседает по бокам и корень шва не проваривается.
- Выбран неверный катет углового шва. Чтобы сварка углового шва получилась качественной, важно научиться выбирать правильные параметры напряжения и вести электрод с нужной скоростью, не превышая ее. Если ток будет недостаточным, а электроды будут проходить с маленькой скоростью, то катет будет слишком выпуклым, а значит основной металл плохо проплавится. Чрезмерная сила тока и высокая скорость ведения электрода приведут к образованию вогнутой формы катета.
- Неправильный угол. Сварочные соединения обычно имеют определенную форму относительно градуса угла. Нюанс состоит в том, чтобы выдержать точные размеры. Если приставная пластина будет проходить, наклонившись к одному боку, то она попросту испортит качество конструкции.
- Еще одним негативный момент может возникнуть в случае неравномерного распределения наплавляемого металла по сторонам соединения. В связи с тем, что под воздействием высоких температур и силой тяжести от электрода и кромок, расплавленное железо направляется вниз, то основная часть шва оказывается на нижней пластине. Верхняя кромка может только слегка проплавиться и в итоге такой шов может сразу деформироваться, а то и вовсе распасться при нагрузке.
Помимо вышеописанных дефектов выделяются еще и некоторые недочеты, которые могут возникнуть в процессе выполнения работы: лунки, пустоты, кратеры, трещины, свищи, образование твердых посторонних включений.
Подготовка сторон шва
Обратите внимание! Прежде чем начать выполнять сварной шов, надо произвести подготовку сторон и стыков.
Осуществляя подготовку поверхностей для тавровых соединений, следует учитывать, что одна из сторон конструкции, подвергающейся сварке, образует горизонтальную плоскость, а другая – вертикальную. Таким образом, между обеими плоскостями образуется прямой угол.
При Т-образном (тавровом) соединении, подготавливать кромку вертикальной плоскости нужно исходя из толщины листов, которые выбраны для сварки. Если толщина металлического листа не превышает показатель в 12 мм, то ему подготовка и вовсе не нужна.
Если же толщина варьируется в промежутке от 12 до 25 мм, то на ее кромке надо сделать V-образную подготовительную обрезку. Если же толщина заготовки, предусмотренной для вертикальной поверхности составляет 25-40 мм, то в данном случае нужно создать U-образные скосы кромок в одну сторону.
При толщине листа более 40 мм, выполняются скосы кромок с обеих сторон в виде буквы V.
В отличие от таврового, никакой подготовки кромок не требуют нахлесточные угловые соединения. Швы нужно наложить на обе стороны в углах, образующихся после того, как металлические листы будут совмещены, посредством накладки один на одного.
В случае создания классического углового соединения (две соединенные детали из металла образую угол), надо обрезать торец лишь одного из элементов.
Угловые швы при сварке. Отличительные особенности
Процесс угловой сварки характеризуется рядом отличительных особенностей. Рассмотрим наиболее приемлемые способы, при помощи которых осуществляется сварка угловых соединений.
Если плоскость шва расположена внизу, то сваривать детали лучше по способу «лодочки». Такой метод позволит получить максимально качественный шов и он хорошо подходит для новичков в выполнении сварочных работ. Изделие ставится в V-образную форму, напоминающую лодку, отсюда и название метода.
При сварке «лодочкой», риск образования таких дефектов как: подрез кромок или непровар, практически сведен к нулю.
Однако, такие подходящие условия для создания углового шва, не всегда присутствуют. Зачастую, в месте соединения металлических изделий посредством «лодочки», тавровые сварные швы образуются таким образом, что одна из поверхностей находится строго в вертикальном положении, другая – в горизонтальном.
В подобной ситуации непросто получить качественное соединение, т.к. в верхней части угла и в горизонтальной плоскости шва деталь может не провариться. На плоскости, расположенной вертикально, могут появиться подрезы. Причиной их возникновения может стать стекающий вниз расплавленный металл.
Для того, чтобы избежать появления вышеуказанных дефектов, важно вести электрод по линии сварки легкими колебательными движениями.
Совет! Проводку электрода осуществляйте одинарным швом с катетом 8 мм.
Чтобы исключить риск непровара, возбуждение сварочной дуги должно начинаться на дистанции 3-4 мм от кромки катета на нижней горизонтальной плоскости. После, дугу надо направить на верхнюю точку шва и задержать ее там. Таким образом, вы получите хорошо проваренную деталь.
Для получения качественного и прочного углового сварного шва, нужно четко придерживаться последовательности действий. Для создания углового соединения подойдет любой сварочный аппарат. Не забывайте о мерах предосторожности и выполняйте сварочные работы в защитном костюме и маске.
Содержание ГОСТ 16037-80: сварка трубопроводов, типы швов и их краткие характеристики, разделка изделий
Сварка представляет собой процесс соединения металлических предметов и различных сплавов между собой. Она широко применяется для соединения стальных трубопроводов. В процессе работы сварщики обязаны руководствоваться положениями ГОСТов и СНИПов.
Что регулирует ГОСТ 16037-80
ГОСТ 16037-80 был утвержден для применения Постановлением Госкомитета СССР по стандартам в 1980 гг. Он начал действовать с июля 1981 года и имеет юридическую силу до сих пор. ГОСТ заменил собой ранее действующий стандарт в указанной отрасли 16037-70. В декабре 1990 года в документ были внесены последние и единственные изменения.
Сфера регулирования ГОСТа – сварные соединения стальных трубопроводов. Он обязателен для применения:
- при выборе типов соединения труб;
- при определении конструктивных элементов и размеров сварных соединений труб с трубами и арматурой.
Обязательность стандарта обозначает, что все сварщики, которые приступают к сварке стальных труб, должны учитывать положения стандарта. Из сферы регулирования документа исключены сварные соединения, которые применяются для производства труб из полосового и листового материала.
При монтаже трубопроводных систем одним из наиболее распространенных способов является ручная сварка, требования к производству которой прописано в ГОСТ 16037-80. С полным текстом документа можно ознакомиться здесь.
От качества стыков и швов во многом зависит безопасность функционирования трубопроводных систем.
При строгом соблюдении требований стандарта в процессе проектирования и формирования технологического процесса и самом выполнении сварных швов трубопроводов обеспечивается должный уровень качества.
Основные типы сварных швов и их краткие характеристики
В ГОСТе описываются три разновидности сварных соединений стальных трубопроводов, и приводятся их условные обозначения. Это:
- Стыковые – «с».
- Угловые – «у».
- Нахлесточные – «н».
Внутри каждого типа в стандарте выделяются различные подтипы в зависимости от разных параметров. В их числе диаметр и толщина свариваемой трубы, вид сварного шва, число сторон проварки, конфигурация для прокладки и возможность ее съема, наличие скоса кромок (скос одной или двух кромок), форма сечения кромок или шовного материала, способ сварки.
Согласно ГОСТу 16037-80, при соединении трубопровода можно использовать сварку под защитным газом (аргоном), под флюсом и газом. При работе в атмосфере защитных газов допускается применение плавящихся и неплавящихся электродов.
Для определения технологических параметров сварки в ГОСТ 16037-80 рекомендовано учитывать следующие параметры (документ содержит конкретные значения в зависимости от типа сварки):
- толщина заготовок (s);
- ширина шва (e);
- расстояние между кромками (b);
- выпуклость (g);
- толщина шва (а);
- притупление кромки (с);
- глубина нахлеста (В);
- катет углового шва (K);
- диаметр трубы (Dn);
- размер фланцевой фаски (f).
Все указанные параметры актуальны не для всех типов швов.
В процессе работы применяют различные типы сварных соединений в зависимости от специфики ситуации. Для сварки кольцевых стыков труб по ГОСТу применяют стыковые соединения с обозначением С1-С53. Данный тип швов, в свою очередь, может быть выполнен как односторонний и двухсторонний, прямолинейный и с закругленными скосами кромок.
- Односторонние швы могут предполагать съемную или остающуюся подкладку, а также плавящуюся вставку.
- При соединении секторов на поворотах соединения могут выполняться со скосом кромок и имеют условное обозначение С54-С55.
- При соединении фланца с трубопроводом применяется обозначение С56.
- Угловые швы прописываются в стандарте как У5-У21, нахлесточные – Н1-Н4.
Разделка труб под сварку
В ГОСТе 16037-80 регулируются не только виды сварных соединений стальных трубопроводов (стыковых, нахлесточных и угловых), но и характеристика проведения подготовительных мероприятий с учетом вида.
Перед проведением сварочных работ необходимо провести подготовительные мероприятия. Они включают:
- Механическую зачистку изделий. Она требуется для удаления пыли, следов коррозии и оксидной пленки.
- Химическая обработка в целях удаления пятен от масла и жира, а также пленки.
- Разделка кромок.
Разделка предполагает механическую обработку кромки. В процессе монтажа трубопровода разделка выполняется с применением специальных машин. При проведении ремонта допускается выполнение разделки посредством угловых шлифовальных машин.
Разделку кромок требуется выполнять при толщине заготовок под сварку от 4 мм. Для угловых соединений скашивают одну или обе кромки под углом 45 градусов.
Стыки на стальных трубопроводах могут быть поворотными и неповоротными. При сварке трубопровода рекомендовано применять первый тип, так как они позволяют сварщику занять наиболее выгодное нижнее положение. Кромки при этом разделываются по всему периметру.
При стыковом соединении разница между толщиной стенок не может быть более 10% и превышать 3 мм.
Перед началом монтажа также обрабатываются кромки и околошовная зона на 20-30 мм. Она очищается от механических загрязнений, коррозийных следов и масложировых пятен.
Перед электродуговой сваркой торцы труб необходимо прихватить друг к другу. При диаметре труб, не превышающем 300 мм, делается 4 прихватки. Если же он превышает 300 мм, то прихваты делаются равномерно через 200-300 мм.
Сварка труб с толщиной более 12 мм производится в три приема (проходки).
Если соединяются толстые трубные заготовки, то сформированный шов нужно сделать толще самой детали. Для формирования соединения с заданными параметрами нужно выполнить разделку кромок после снятия фаски. При этом электроду обеспечивается доступ для качественной сварки шва.
При расчете технологических параметров разделки следует особое внимание уделить корректности расчета и соблюдению определенных значений разделки. Это снижает трудоемкость, позволяет экономно расходовать материалы и контролировать себестоимость.
При подготовке стыков разновидность фаски зависит от толщины заготовок: при толщине 3-25 мм применяется односторонняя фаска, 26-60 мм – двухсторонняя. Для угловых стыков устанавливаются такие границы: при значении до 20 мм – односторонняя, до 50 мм – двухсторонняя.
Исходя из геометрической формы профиля, различают следующие подвиды разделки:
- Традиционный (стандартный) скос с профилем в виде трапеции.
- Х-образный, когда два скоса сделаны так, что напоминает профилем очертания буквы Х (практикуется для применения заготовки толщиной 3-25мм).
- U-образный, где профиль поперечного сечения имеет криволинейную форму и напоминает букву U. ГОСТ рекомендует применять данную форму при большой толщине заготовки (26-60мм) для снижения площади сечения и снижения расходов материалов.
Если же труба имеет толщину свыше 60 мм, то применяются специальные формы (в частности, уступы и сложные криволинейные профили).
Для разделки используются газовые резаки и механическая обработка. Первый способ обладает определенными ограничениями и недостатками: он отличается невысокими качествами. Наиболее высокая точность обеспечивается фрезерной обработкой, в отношении труб большого диаметра могут использоваться специальные торцовочные аппараты или шлифмашинки.
Таким образом, ГОСТы на проведение сварочных мероприятий выступают важным документом, которые регламентируют условия для подготовки и проведения сварочных работ.
В ГОСТе 16037-80 определены методы сварки стальных трубопроводов, типы соединений, способы разделки и конструктивные элементы для каждого типа.
Соблюдение рекомендуемых параметров продлевает сроки службы трубопроводов, обеспечивает долговечность, прочность и герметичность швов.