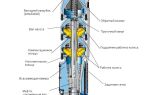
Технология производства электросварных прямошовных труб достаточно сложна. Предварительно у комбината производителя приобретается штрипс. Затем штрипс проходит входной контроль, проверяется химический состав стали, вес рулона, высота и толщина заготовки. С помощью 5-валковой правильной машины штрипс распрямляется.
Потом обрезаются кромки у штрипса, затем он помешается на стан, далее с помощью специальных обжимных механизмов формируется необходимый диаметр трубы. Далее в процесс вступает сварочный механизм, используется специальные высокочастотные импульсы 220 килогерц которые позволяют вести сварочный процесс с высокой скоростью.
Кромки заготовки расплавлены, обжимные станы в этот момент своим давлением, дают возможность получить хороший и надежный шов.
Затем снимается грат с целью повышения качественности шва, проводится охлаждение водой, производится калибровка, при необходимости трубы подвергаются термообработке, устраняется овальность труб и отрезается необходимая длина трубы.
Далее следует финишный визуальный осмотр продукции, проверка образцов гидравлическим испытанием и упаковка труб — пикетирование.
Более подробную информацию о производстве электросварных прямошовных труб и прочих испытаниях можно получить по этому видеоролику
Применение труб электросварных по ГОСТ 10704
Электросварные прямошовные трубы высоко ценятся своей универсальность и относительно небольшой ценой. Многие промышленные организации и строительные компании широко применяют электросварные трубы в различных видах деятельности.
- Трубопроводные системы — водопроводы, тепловые сети, газопроводы с маленьким давлением. При этом по трубопроводам из электросварной трубы можно передавать химически агрессивные жидкости и среды
- Металлоконструкции — ангары промышленные, легкосъемные бытовые и дорожные конструкции, ограждения, строительные леса и прочее.
- Хозяйственная деятельность – уличные скамьи, поручни, лестничные перила, остановки общественного транспорта, заборы, навесы и другие конструкции.
- Отдельные трубные элементы — отводы, переходы, тройники, сгоны
- Автомобилестроение – каркасы, рамы, детали
- Безусловно, электросварная продукция значительно уступает в своих технических характеристиках горячекатаным бесшовным трубам по ГОСТ 8732-78.
- Продукцию со швом нельзя использовать в ответственных магистралях для передачи нефти и газа, непозволительно применять такую продукцию там, где планируется высокое давление в трубопроводе.
- Если изначально прокладка трассы происходит в агрессивных средах, то нужно тщательно взвесить все возможные риски при использовании электросварной магистрали.
Основные параметры труб прямошовных электросварных по ГОСТ 10704-91
По регламенту 10704 устанавливаются размеры на сварные изделия, употребляемые сплавы по регламенту 10705,предельные отклонения от установленных стандартов продукции и выпускаемый сортамент труб.
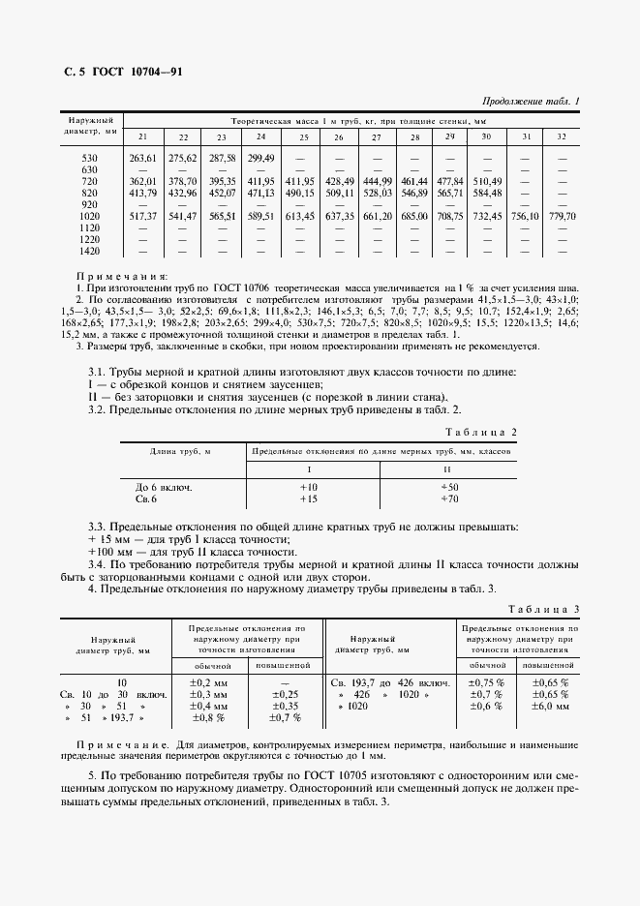
Диапазон сварных изделий начинается диаметром 10мм и заканчивается 1420мм. Подробнее можно посмотреть в таблице 1 в конце статьи. Толщины стенок производимой продукции представлены в пределах от 1 до 32 мм.
По своей длине продукция по ГОСТ производятся в двух вариантах;
- мерная длина – если внешний диаметр меньше 70 мм, то длина будет от 5 до 9 метров, при внешнем диаметре продукции от 70 мм до 219 мм длина составит от 6 до 9 метров. При внешнем d 219 мм — 630 мм мерность будет 10-12 метров. Продукция, d которой > 630 мм выпускаются немерной длины.
- немерная длина: < 30 мм d длина не менее 2 метров, от 30 мм и до 70 мм – не < 3 метров, > 70 мм — длина трубы более 5 метров.
Так как шовная сварная конструкция изготавливается из листового штрипса, то отклонения по толщине стенки обычно минимальны, в среднем допустимы вариации в 10% от начального размера стенки в обе стороны.
Кривизна не может быть > 1,5 мм на погонный метр. Для трубной продукции, которую изначально планируют применять в ответственных строительствах как основной элемент конструкции, допускается кривизна не >1 мм на 1 метр продукции.
Овальность в зависимости от классов точности выпускаемой продукции не должна превышать 1процент наружного диаметра электросварной трубы.
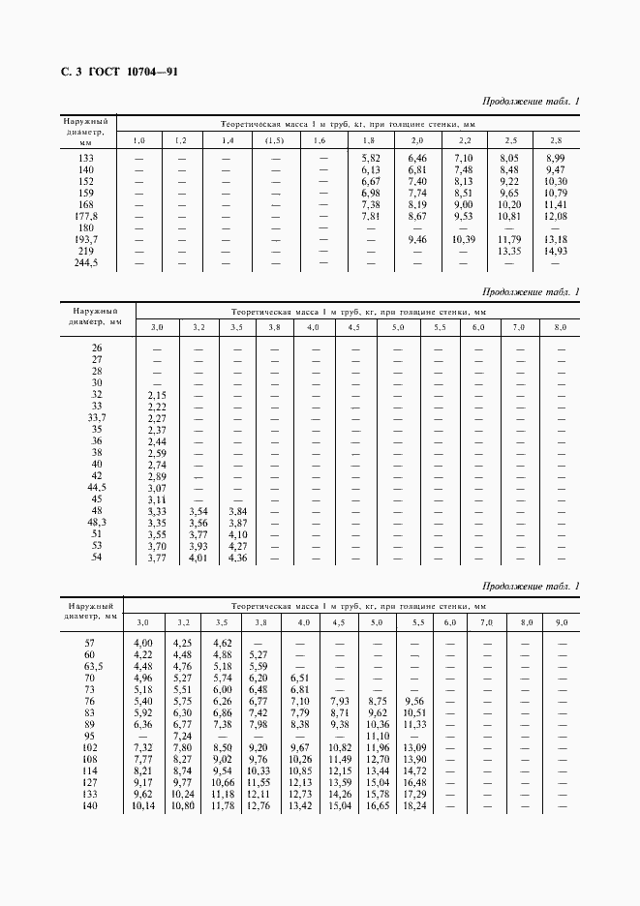
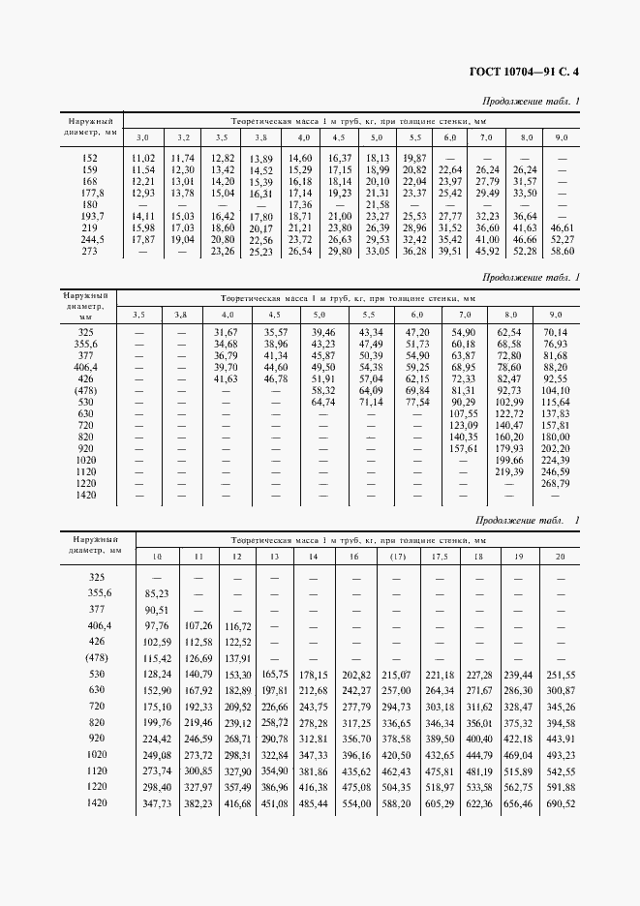
Масса одного метра трубной продукции в теоретической таблице представленного сортамента начинается с 0,22 кг (сортамент 10х1) и заканчивается 1095 кг (сортамент 1420х32). Точный вес каждого типоразмера можно посмотреть в таблице 1 или рассчитать самостоятельно. Для этого нам необходимо знать диаметр продукции и толщину стенки. Применим следующую формулу:
Вес одного метра равен 3,14*(Д-С)*С*Р*П
Д — это диаметр, С-толщина стенки, Р — длина в метрах, П – плотность материала (постоянная величина кг/м3 она равна 7850)
Посчитаем для примера трубу 219*8 — 3,14*(0,219-0,008)*0,008*1*7850=41,6 кг. По таблице 1 вес одного метра такого сортамента заявлен как 41,63.
Важно знать, что у прямошовной продукции, выпущенной по ГОСТ 10706 масса одного метра больше на 1 процент, это происходить за счет заводского усиления сварного шва.
Государственный стандарт для труб диаметром от 10мм до 530 мм. Регламент 10705-80
Регламент 10705-80 дает полную информацию о сортаменте, мехсвойствах металла, хим составе металла. В такой продукции преобладают углеродистые качественные стали и сплавы с низкой легированностью.
По своим техническим характеристикам электросварные прямошовные трубы делятся на 4 категории:
- Группа А- нормы по механическим признакам. Используется 308 государственный регламент, стали КП (кипящая сталь) СП(спокойная сталь) и ПС(полуспокойная сталь) сталь1-сталь2-сталь3-сталь4
- Группа Б- нормирование свойств по химическим признакам, применяется регламент 9045, сталь 08Ю,также 380-94 государственный стандарт стали 1, ст 2, ст 3, ст 4, регламент 19381- стали с низкой легируемостью, с содержанием углерода менее 0,46 процента, регламент 1050 – используются стали 20,15,10,08 все спокойные стали, кипящие и полуспокойные. Также трубную продукцию по группе Б выпускают со сталью 22ГЮ, у этой стали следующий химсостав: Углерод — процентное отношение от 0,15 до 0,22, марганец — не менее 1,2 и не более 1,4%,кремний – процентное отношение от 0,15 до 0,3, хром не более 0,4 процента, алюминий и титан 0,3%. Сера до 0,01, фосфор и кальций до 0,02,азот до 0,012процента в сплаве.
- Группа В — выпущенные изделия по такой группе регламентируются уже как по мехсвойствам металла так и по химсоставу. Стали применяются такие же, как и в группе Б, еще используют сталь 08Ю по регламенту 9045 и низколегированную сталь 22ГЮ с тем же химическим составом
- Группа Г – такая группа обязательно регламентируются гидроиспытаниям
Сварные трубы категории — А, Б, В всегда подвергаются полному контролю неразрушающими методами.
Требования к внешнему виду электросварной трубы
На продукции, произведенной по регламенту 10704-91 не допустимы трещины, рванины, плёны и фрагменты закатов. При термообработке на поверхности допустимо появление пленок окисных, при этом присутствие окалин строго запрещено.
В тех случаях если следы подчистки, небольшие риски, мелкие забоины, рябь на поверхности, примятости не выводят за регламентированные допуски по геометрии трубной продукции и за размеры ее стенки, то они могут присутствовать в готовом изделии.
Сварочный шов и зона вокруг шва должны обязательно проходить зачистку. В случае непровара шва у трубы необходимо устранить такую недоработку.
Для кромок продукции допустимы смещения к толщинам стенок, но не свыше десяти %. Для электросварных изделий диаметров свыше 159 мм смещение возможно до двадцати процентов по отношению к величине стенки
По регламенту 10705 на прямошовной электросварной продукции диаметром свыше 57мм разрешено присутствие одного поперечного шва. По согласованию с покупателем допускается присутствие одного поперечного шва на продукции d < 57 мм.
Если предварительно термообработанные изделия подверглись сварочным ремонтным работам, то следует вторично провести обработку аналогичной методикой. Наружный грат на поверхности изделия необходимо полностью удалять.
При тщательной зачистке все заусеницы удаляются с поверхности трубы. Трубы обрезаются под прямым углом.
Марки стали и их применение в электросварной продукции
- При производстве изделий по ГОСТ 10704 используют следующие марки стали:
- Сталь 10-конструкционый углеродистый качественный сплав, хорошие характеристики на высокую температуру — до плюс 350 Цельсия, свариваемость без ограничений
- Сталь 20- конструкционный углеродистый качественный сплав, температуры — до плюс 350 по Цельсию, сварка без ограничений, несклонна к отпускной хрупкости
- Сталь 17Г1С- низколегируемая для сварных конструкций, качественная кремнемарганцовистая, диапазон температур от минус 45 до плюс 475 градусов, хорошо сваривается
- Сталь 09Г2С — легированная для сварных конструкций, рабочий диапазон температур от минус 70 до плюс 425 градусов под давлением. Сварка без ограничений
- Сталь 13хфа — конструкционная легированная, отличается хорошей коррозийной защитой, стойкость к водородным трещинам и сульфидному растрескиванию, хладостойкая, Сварка без ограничений
Сталь 09ГСФ- повышенной коррозийной стойкости, хладостойкая,рабочий диапазон от минус 60 до плюс 40 градусов. Стойкость к образованию водородных трещин и сульфидных растрескиваний. Сварка без ограничений.
Сталь 10Г2ФБЮ- сталь легированная для сварных конструкций. Используется в магистралях нефти и газа.Сварка без ограничений.
Все стали легкосвариваемые, есть большой выбор низколегированных и коррозийностойких видов. Стали способны работать в агрессивных средах при транспортировке нефти и газа, химической продукции.
Выпуском электросварных труб по ГОСТ занимается большое количество предприятий в России, начиная от небольших частных фирм заканчивая крупными промышленными комплексами.
- При выборе изготовителя стоит обратить внимание на организации с долгой и успешной историей работы на рынке, на техническую оснащенность и своевременную модернизацию оборудования.
- Очень важно что бы на предприятиях выпускающих металлические изделия строго следили за техникой безопасности при сварочных работах. Ну и конечно же приоритетны организации которые предлагают большой сортамент продукции и хорошие объемы производства
- Приобретая партию прямошовной электросварной продукции по ГОСТ 10704-91 необходимо попросить предоставить сертификат соответствия или технический паспорт на регламентацию, в нем должны быть указаны все необходимые данные:
- Название;
- Марка стали;
- Хим состав металла;
- Где можно использовать продукцию;
- Параметры изделия;
- Метод производства;
- Страна производитель;
- Основной стандарт или применяемый регламент;
- Поставщик листового штрипса.
Источник:
Труба электросварная что это такое
Главная › Инструменты
Труба с полностью сплющенным гратом что это?
В результате сварки металла образуется грат, который представляет собой расплавленный материал, застывающий в виде потеков. Поскольку металл обладает в жидком состоянии высоким поверхностным натяжением при одновременно низкой вязкости, зачастую просто невозможно удалить его излишки с помощью струи вспомогательных газов. Особенно часто грат образуется при разрезании лазером нержавеющей стали, обладающей высокой температурой плавления.
Удаление грата с наружной поверхности при сварке труб не представляет особой сложности и производится с помощью резаков, которые располагаются позади сварочной клети.
Для удаления грата с внутренней поверхности труб, которая является более труднодоступной для обрабатывающего инструмента и, одновременно, затрудненным контролем качества процедуры, изобретено множество способов, отличающихся друг от друга эффективностью, стоимостью и технологией.
Закатка грата
Этот процесс происходит с помощью роликовой головки, перемещающейся по наплыву и разглаживающей его. Схема устройства довольно простая.
На стойке, прикрепленной к станине гладильной клети формовочного станка, закрепляется тяга. Тяга соединяется таким образом, чтобы была возможность исключить ее смещения.
К тяге посредством штифтового соединения монтируется корпус головки, оснащаемой двумя опорными и одним раскатывающим роликом.
Раскатка производится при нагревании сварной шовной зоны приблизительно до +600 °С. Такая температура дает возможность сохранить пластичность грата, избегая прилипания его частиц к роликам.
Если температура будет ниже +500 °С, грат не будет растягиваться по внутренней поверхности трубы, а начнет вдавливаться в нее, нарушая структуру металла и вызывая в итоге микротрещины, что в свою очередь снижает прочность и повышает риск возникновения аварийной ситуации в процессе эксплуатации трубы.
- Недостатками данного метода являются:
- • пониженная прочность шва; • неравномерность устранения грата и изменение толщины трубы;
- • ускоренный износ подшипников роликов, как результат воздействия высоких температур.
Существует еще одна разновидность механизма, работающего по принципу, сходному с гратозакатывающим. Такие установки относятся к вибрационным и осуществляют своеобразное заклепывание грата.
Под воздействием бока и при нагревании до температуры 1300 — 1350 °С, ролики не только раскатывают, но и расплющивают грат. Стоимость такого оборудования выше из-за большей конструкционной сложности, нежели в случае применения гратозакатывающих устройств первого типа.
Вибрационные установки менее точные, требуют длительного и тщательного настраивания.
Как правильно выбрать цепь для бензопилы?
Удаление грата срезанием
Гратосниматели, оснащенные головкой с резцами нашли более широкое использование в промышленности. Конструкция их в большинстве случаев сходна с описанной выше гратозакатывательной машиной. Головка с резцами закрепляется в неподвижной стойке через тягу. У этих устройств основным недостатком является недостаточная степень поджатия резца к поверхности.
Разные компании выходят из этой ситуации с помощью различных усовершенствований. Так, к примеру, гратосниматель Crownprince оснащается соплами, по которым в нижнюю часть подается воздух, обеспечивающий создание воздушной прослойки между корпусом головки и поверхностью трубы. За счет давления воздуха происходит увеличение нажима резцовой головки на грат.
Unated States Steel (американская компания) предлагает подвижную систему опускания и подъема резца с использованием для этой целигидравлического цилиндра, осуществляющего перемещение роликовой тележки, и рычажного механизма, соединяющего тележку с резцовой головкой посредством шарнира.
Термический метод удаления грата
Существуют модели гратоснимателей, использующие для удаления наплывов метод сжигания металла в струе кислорода. Штанга таких гратоснимателей состоит из двух труб: внутренней, служащей для подачи кислорода, и наружной.
Между двумя трубками осуществляется подача воды, которая необходима для охлаждения штанги. Штанга заканчивается головкой, оснащенной штуцерами со сменными соплами и прижимным механизмом, состоящим из роликового упора, пружины пластинчатого типа и рычага.
Роликовый упор обеспечивает необходимую величину зазора между поверхностью и соплами.
https://www.youtube.com/watch?v=swGUg6L4NAc
Сжигание грата происходит одновременно со сваркой. Для полноценного сгорания грата нужно, чтобы скорость процесса сгорания была такой же, как и скорость сваривания металла.
Если подача кислорода уменьшается, грат сгорает не полностью. Это является одним из недостатков термического удаления грата.
Другой, не менее существенный недостаток — налипание капель расплавленного металла на головку, что вызывает быстрое ее изнашивание.
Электрический и электрохимический способы гратоудаления
При пропускании электрического разряда между двумя электродами, расположенными по обе стороны грата, происходит его расплавление. Сам процесс электрокоррозии протекает в жидких средах, выбор которых зависит от того, насколько мощный заряд необходим. Весьма малопродуктивный метод, характеризующийся большим износом инструмента и низкой стабильностью.
Электролитический способ осуществляется при подаче под давлением приблизительно в 1,5 МПа раствора NaCl. Труба играет роль анода, а вводимый в зону грата стержень — катода. Растворение грата происходит при подаче электрического тока. Скорость растворения весьма низкая и таким образом можно обрабатывать в минуту швы длиной не более чем 0,2 м.
Класс точности подшипника как выбрать?
Как избежать образование грата?
Лучший метод избавления от грата – предотвращение его образования в ходе сварки. Для этого применяются подложки, которая с внутренней стороны трубы прижимается с помощью штанги и пружин в том месте, где происходит сваривание.
Как вариант подложки может быть применен также газовый подпор с использованием инертного газа (аргона), подающегося через сопла газопроводящей трубки, находящейся внутри свариваемой трубы.
Однако в этом случае есть вероятность возникновения пористости шва и других его дефектов, чего не наблюдается при использовании подложки.
Источник: https://pyrometr.ru/truba-stalnaja-s-polnostju-spljushhennym-gratom/
Гратосниматель для труб. Чистота и аккуратность соединений
Для соединения элементов трубопровода используется диффузионная или стыковая сварка, после которой на внутренних и наружных стенках трубы остаётся грат – наплывы материала, застывшего после необходимого для соединения нагрева торцов труб. Удаление такого грата производится при помощи гратоснимателей различных конструкций.
[xyz-ihs snippet=»nachalo»]Почему грат необходимо удалять?
Различают наружный и внутренний грат, который, в свою очередь, образуется на металлических и полиэтиленовых трубах. Наружный грат негативно влияет на эстетику соединения и усложняет его противокоррозионное покрытие (особенно для стальных горячекатаных труб, имеющих повышенную шероховатость поверхности).
С внутренним гратом ситуация более сложная. Он не только создаёт ненужную турбулентность потока и ухудшает скорость перемещения прокачиваемой среды, что вынуждает увеличивать мощность насосных установок.
Для медных труб, в частности, откалывающиеся частицы металла могут вызвать повреждение тонкостенных трубопроводов в местах изгибов. При подаче жидкости самотёком именно на участках гратообразования чаще всего происходит засор трубопровода.
Наконец, в системах очистной канализации скапливающиеся фрагменты мусора вызывают интенсивное размножение болезнетворных бактерий.
Обычная прочистка трубопроводов зачастую не даёт должного эффекта: прилагая сравнительно небольшие усилия, грат трудно удалить полностью, а при чрезмерном нагружении внутренних стенок трубопроводов они могут треснуть (для полиэтиленовых труб) или изогнуться (для медных труб).
Альтернативой является механическое удаление грата, для чего разработано и применяется несколько видов технологической оснастки.
Лидерами в конструировании и производстве гратоснимателей считаются фирмы Advance Welding и Caldervale Technology (Великобритания), REMS, WIDOS GmbH и Rothenberger (Германия), Nowatech (Польша).
Наружные гратосниматели
Такие приспособления считаются разновидностью вспомогательного сварочного оборудования. Типичное устройство наружного гратоснимателя для труб включает в себя:
- Раму, насаживаемую на наружную поверхность трубы.
- Трёхрезцовую головку с твердосплавными ножами, каждый из которых наклонён к образующей под углом не более угла трения (13º).
- Привод перемещения; он может быть ручным, механическим (от электродвигателя) и пневматическим.
- Опционно – датчики усилия, при помощи которых автоматически устанавливается момент, когда резцы вместо грата начинают срезать основной материал трубы.
Как правильно сварить тонкий металл электросваркой?[xyz-ihs snippet=»seredina»]
Зачистку грата целесообразнее производить непосредственно после сварки, когда пластичность материала и сопротивление срезу минимальны. Поэтому наружный гратоочиститель монтируется на смежном участке трубы ещё до начала стыковой сварки.
После окончания процесса соединения производится настройка режущей головки, и начинается её спиральное перемещение вдоль образующей наружного диаметра трубы. Поскольку прочность сварного шва составляет не более 80…85% от исходной прочности металла, то именно на такую нагрузку и настраивается приспособление.
Наличие твердосплавных ножей, выполняемых из материала типа ВК3 или ВК6, обеспечивает гладкий и качественный срез грата.
Для достижения лучшего результата гратосниматель повторно пропускают через стык, но уже с противоположного направления.
При зачистке грата в полевых условиях чаще используют пневмопривод, а в стационарных – электропривод.
Гратоочистители для труб, рассчитанные на наружный диаметр менее 100 мм, обычно управляются вручную (то же касается и приспособлений, рассчитанных на работу с полиэтиленовыми трубами).
Внутренние гратосниматели
- Их конструкция более сложная, она учитывает и визуальную невидимость процесса очистки, и возможность тепловой деформации сечения трубы после сварки.
- В комплект внутреннего гратоснимателя входят:
- Резцовая головка с твердосплавными ножами роликового типа;
- Центрирующий узел, который исключает отклонение головки от оси трубы;
- Фиксатор штанг-удлинителей, число которых может достигать трёх-четырёх (в зависимости от длины обрабатываемого участка трубопровода).
- Поворотной ручки (для ручных гратоснимателей).
- Штока механизма перемещения гратоочистителя вдоль оси трубы (при механизированном съёме грата).
- Датчика усилия среза грата.
При пластическом дорновании излишек пластика гратосниматель продавливается в заданном направлении, отделяя при этом грат от внутренней поверхности трубы. Для очистки труб от стружки обычно используется поток сжатого воздуха от компрессора.
Главной проблемой качественного съёма внутреннего грата является сохранение оси сваренной трубы. Эту функцию выполняет центратор, представляющий собой либо поршень, при помощи которого выполняется калибровка очищенного участка, либо направляющий барабан, к которому прикрепляются роликовые ножи. Настройка центратора выполняется соответственно исходному диаметру трубы.
[xyz-ihs snippet=»posledniy»] [xyz-ihs snippet=»recommend»]Источник: https://proinstrumentinfo.ru/gratosnimatel-dlya-trub-rems-rothenberger/
Сварочный процесс: что такое грат, и как с ним бороться | Металлопрокат от АБТ-ГРУПП
Сварка и резка металла почти всегда сопровождаются образованием потеков расплавленного материала, моментально застывающего в силу своей низкой вязкости и высокого поверхностного натяжения. Удалить эти потеки с наружной поверхности труб не сложно; этот процесс автоматически выполняют специальные резаки. Гораздо сложнее обстоят дела с удалением их с внутренней поверхности труб. Однако и эта задача разрешима.
Способы удаления потеков металла (грата) с труднодоступных поверхностей:
- механический;
- термический;
- электрический;
- электрохимический.
Рассмотрим каждый из них более подробно.
Механический способ: закатать или срезать?
Процесс закатки наплывов металла выглядит следующим образом. Сварную зону раскаляют до температуры + 600`C, чтобы она стала пластичной. По наплыву движется роликовая головка, раскатывающая (разглаживающая) грат по внутренней поверхности трубы. Такой способ называется «закатка», и важнейшим его недочетом является пониженная прочность сварочного шва.
Другим механическим методом является т. н. «срезание». Потеки металла снимаются специальным приспособлением (гратоснимателем), конструкция которого напоминает гратозакатывательную машинку, только с резцами. Этот способ также не лишен недостатков. В частности, режущая головка недостаточно плотно поджимается к поверхности шва, в результате чего результат не всегда получается качественным.
Метод сжигания избытка металла в струе кислорода
Оборудование для термического метода избавления от наплывов металла представляет собой штангу из двух труб – внутренней (через нее подается кислород) и наружной. На конце штанги располагается головка, с помощью которой сжигание грата протекает одновременно со сварочным процессом.
Для получения эффективного результата необходимо, чтобы скорость сваривания металла и сжигания наплывов были идентичны. Минусом метода является ускоренное изнашивание головки штанги, обусловленное налипанием капель расплавленного металла.
Электрическое и электрохимическое гратоудаление
Электрический способ сжигания потеков металла основан на пропускании разряда между двумя электродами. Отличается малой продуктивностью, непредсказуемостью результата и быстрым износом оборудования, поэтому широкого промышленного применения не получил.
Электролитическое удаление характеризуется крайне медленной скоростью сжигания, не более 20 см шва в одну минуту.
Профилактика образования грата
Металлические трубы с признаками грата считаются некачественными, область их применения существенно ограничена. Можно ли предотвратить образование потеков металла в процессе сварки?
Да, и профилактика этого явления заключается в использовании подложек с внутренней стороны трубы в месте сварки. Подложка предпочтительнее газового подпора, который повышает вероятность появления пористого, а значит, менее прочного сварного шва.
Электросварная труба – характеристики и область применения
На современных предприятиях используется множество разнообразных материалов, отличающихся как своими характеристиками, так и предназначением. К таким материалам относятся, в частности, сварные трубы круглого и квадратного сечения.
Разнообразие электросварных труб
Область применения труб электросварного типа
Качеством, за которое особенно ценится труба электросварная, является исключительная универсальность ее применения.
Это в первую очередь касается изделий круглого сечения, которые успешно используются промышленными предприятиями и строительными организациями, а также при монтаже трубопроводов, производстве мебели и создании интерьеров современных жилых и коммерческих помещений. Кроме того, электросварная труба часто применяется в качестве расходного материала для производства различных изделий.
О том, насколько широко распространены трубы подобного типа, можно судить по тому, что они встречаются практически повсеместно: ограждения зданий и территорий, перила лестниц, навесы, козырьки и остановки общественного транспорта, уличные скамейки и др.
О высоком качестве, которым обладают трубы стальные электросварные прямошовные, свидетельствует и тот факт, что их успешно используют для монтажа трубопроводов, по которым транспортируются химически агрессивные жидкости и среды, нагретые до высокой температуры.
Классификация электросварных труб по типу шва
Электросварные трубы в зависимости от характеристик шва могут быть двух типов:
- со сварным швом, который выполняется параллельно их оси (поскольку швы у таких труб расположены по прямой линии, то и название они получили соответствующее – прямошовные электросварные стальные трубы);
- со сварным швом, выполненным по винтовой линии (такие трубы называют спиралешовными).
Труба электросварная прямошовная
Наибольшее распространение из-за простоты изготовления (а соответственно, экономичности) получили электросварные изделия прямошовного типа. При помощи спиральных сварных швов, как правило, изготавливают трубы большого диаметра.
Трубные изделия с любыми типами швов подразделяются по способу обработки материала, используемого для их изготовления. Так, в зависимости от этого параметра среди электросварных труб выделяют:
- холоднодеформированные, то есть изготовленные из листового металла, который получен способом холодного деформирования;
- горячедеформированные, для изготовления которых используются металлические листы, дополнительно подвергнутые горячей деформации.
Следует отметить, что горячедеформированные изделия отличаются более высокой стоимостью, что делает их применение менее выгодным.
Труба стальная электросварная спиралешовная
Технология производства
Технологический процесс, по которому изготавливают трубы электросварного типа, состоит из целого ряда операций. Он достаточно сложный, трудоемкий и занимает много времени. Чтобы труба электросварная приобрела свой законченный вид, ее сворачивают из полосы легированной стали (штрипс), которая была предварительно изготовлена способом холодной или горячей деформации.
Для изготовления качественных и надежных труб разного диаметра преимущественно применяется радиочастотная сварка, позволяющая, ко всему прочему, выполнять процесс соединения металла с достаточно большой скоростью.
При таком методе сварки через предварительно свернутую заготовку пропускают токи высокого напряжения, которые и способствуют быстрому разогреванию ее кромок. Для того чтобы на месте разогретых и расплавленных кромок заготовки сформировался надежный сварной шов, их прижимают друг к другу под большим давлением.
С целью получения из стальной полосы (штрипса) заготовки для электросварной трубы требуемого диаметра применяются специальные обжимные станы.
Данная технология, по которой на специализированных предприятиях изготавливают трубы стальные электросварные прямошовные и спиралешовные, позволяет не только получать на выходе качественную и надежную продукцию, но и обеспечивать ей привлекательный внешний вид (сварной шов на таких изделиях почти незаметен).
Технологический процесс производства сварных труб
Особенности выбора электросварных труб
Все электросварные трубы необходимо оценивать не только по основным техническим характеристикам и составу используемого металла, но и еще по одному важному параметру – мерности.
Этот параметр характеризует длину готового изделия, которая может быть фиксированной (мерные трубы), или находиться в оговоренном диапазоне (немерные трубные изделия).
Отраслевой стандарт предусматривает следующую классификацию труб по их длине.
Немерные
- при диаметре трубы до 30 мм ее длина начинается с двух метров;
- диаметр 30–70 мм – не менее 3 метров;
- диаметр 70–152 мм – не менее 4 метров;
- диаметр более 152 мм – не менее 5 метров.
Мерные
- диаметр до 70 мм – 5–9 метров;
- диаметр 70–219 мм – 6–9 метров;
- диаметр 219–426 мм – 10–12 метров.
Труба стальная электросварная прямошовная тонкостенная
Между тем электросварные стальные трубы (как прямошовные, так и спиралешовные) могут производиться любой длины, если это предварительно согласовано с заказчиком.
При выборе электросварных труб не менее важно учитывать не только их основные характеристики, но и тип среды, которая по ним будет транспортироваться (жидкая или газообразная), а также степень ее агрессии. Эти факторы влияют на выбор трубных изделий по составу и, соответственно, по свойствам материала, который был использован для их изготовления.
Трубы электросварного типа, отличающиеся исключительной универсальностью, наиболее активно используются для решения следующих задач: транспортировка воды, нефти, газа и других сред с той или иной степенью агрессивности, создание различных конструкций в строительной сфере. Поскольку важнейшим требованием к строительным конструкциям является их жесткость и прочность, в данной сфере применяются трубы преимущественно квадратного сечения.
Электросварная труба с теплоизоляцией для горячего водоснабжения
Изготовлением электросварных труб сегодня занимается множество предприятий, которые могут быть как крупными государственными промышленными комплексами, так и небольшими частными компаниями.
Однако на каком бы предприятии ни производились такие изделия, обеспечить их высокое качество, герметичность и надежность смогут только квалифицированные и опытные специалисты, работающие на современном оборудовании.
Очень важно также, чтобы на таких предприятиях соблюдались все необходимые меры безопасности: сварка, с помощью которой производят такие трубы, является технологическим процессом повышенной опасности.
Выбирая поставщика труб электросварного типа, лучше обращать внимание на крупные и уже зарекомендовавшие себя компании.
Только такие предприятия, оснащенные современным оборудованием и технологической оснасткой, а также укомплектованные штатом квалифицированных специалистов, способны обеспечить не только высокое качество предлагаемой продукции, но и ее оперативные поставки в требуемых объемах.
Скачать и посмотреть ГОСТ на трубы стальные водогазопроводные оцинкованные и неоцинкованные
- ГОСТ 3262-75
- Настоящий стандарт распространяется на неоцинкованные и оцинкованные стальные сварные трубы с нарезанной или накатанной цилиндрической резьбой и без резьбы, применяемые для водопроводов и газопроводов, систем отопления, а также для деталей водопроводных и газопроводных конструкций.
- По требованию потребителя трубы легкой серии, предназначенные под накатку резьбы.
- По длине трубы изготовляют от 4 до 12 м:
- мерной или кратной мерной длины с припуском на каждый рез по 5 мм и предельным отклонением на всю длину плюс 10 мм;
- немерной длины.
- По согласованию изготовителя с потребителем в партии немерных труб допускается до 5% труб длиной от 1,5 до 4 м.
- Для резьбы, изготовленной методом накатки, на трубе допускается уменьшение ее внутреннего диаметра до 10% по всей длине резьбы.
Масса 1 м труб подсчитана при плотности стали равной 7,85 г/см3. Оцинкованные трубы тяжелее неоцинкованных на 3%.
Предельное отклонение в плюсовую сторону по толщине стенки ограничивается предельными отклонениями по массе труб.
Трубы обычной точности изготовления применяют для водопроводов, газопроводов и систем отопления. Трубы повышенной точности изготовления применяют для деталей водопроводных и газопроводных конструкций.
- Предельные отклонения по массе труб не должны превышать +8%.
- По требованию потребителя предельные отклонения по массе не должны превышать:
- +7,5% — для партии;
- +10% — для отдельной трубы.
- Кривизна труб на 1 м длины не должна превышать:
- 2мм — с условным проходом до 20мм включительно;
- 1,5мм — с условным проходом свыше 20мм.
- Трубы с условным проходом 6, 8, 10, 15 и 20 мм по требованию потребителя сматывают в бунты.
- Для труб под накатку резьбы в условном обозначении после слова «труба» указывается буква Н.
- Для труб с длинной резьбой в условном обозначении после слова «труба» указывается буква Д.
- Для труб повышенной точности изготовления в условном обозначении после размера условного прохода указывается буква П.
- Трубы изготовляют в соответствии с требованиями настоящего стандарта и по технологическим регламентам, утвержденным в установленном порядке, из сталей по ГОСТ 380-88 и ГОСТ 1050-88 без нормирования механических свойств и химического состава.
- Трубы для деталей водопроводных и газопроводных конструкций изготовляют из сталей по ГОСТ 1050-88.
По требованию потребителя на концах труб, подлежащих сварке, с толщиной стенки 5 мм и более, должны быть сняты фаски под углом 35-40° к торцу трубы. При этом должно быть оставлено торцовое кольцо шириной 1 — 3 мм.
- По требованию потребителя на обыкновенных и усиленных трубах с условным проходом более 10 мм резьбу наносят на оба конца трубы.
- По требованию потребителя трубы укомплектовывают муфтами, изготовленными по ГОСТ 8944-75, ГОСТ 8954-75, ГОСТ 8965-75 и ГОСТ 8966-75 из расчета одна муфта на каждую трубу.
- На поверхности труб не допускаются трещины, плены, вздутия и закаты.
- На торцах труб не допускаются расслоения.
- Допускаются отдельные вмятины, рябизна, риски, следы зачистки и другие дефекты, обусловленные способом производства, если они не выводят толщину стенки за минимальные размеры, а также слой окалины, не препятствующий осмотру.
- На трубах, изготовленных методом печной сварки, допускается в месте шва уменьшение наружного диаметра до 0,5 мм при наличии в этом месте пологого утолщения по внутреннему диаметру не более 1,0 мм.
- По требованию потребителя на трубах с условным проходом 20 мм и более на внутренней поверхности шва труб грат должен быть срезан или сплющен, при этом высота грата или его следов не должна превышать 0,5 мм.
- По требованию потребителя на трубах условным проходом более 15 мм, изготовленных методом печной сварки и способом горячего редуцирования, на внутренней поверхности труб в зоне шва допускается пологое утолщение высотой не более 0,5 мм.
Концы труб должны быть обрезаны под прямым углом. Допускается величина скоса торца не более 2°. Остатки заусенцев не должны превышать 0,5 мм. При снятии заусенцев допускается образование притупления (закругления) торцов. Допускается порезка труб в линии стана.
По согласованию изготовителя с потребителем на трубах с условным проходом 6-25 мм, изготовленных методом печной сварки, допускаются заусенцы до 1 мм.
Оцинкованные трубы должны иметь сплошное цинковое покрытие по всей поверхности толщиной не менее 30 мкм. Допускается отсутствие цинкового покрытия на торцах и резьбе труб.
На поверхности оцинкованных труб не допускается пузырчатость и посторонние включения (гартцинк, окислы, спекшаяся шихта), отслаивание покрытия от основного металла.
Допускаются отдельные флюсовые пятна и следы захвата труб подъемными приспособлениями, шероховатость и незначительные местные наплывы цинка.
Допускается исправление отдельных неоцинкованных участков на 0,5% наружной поверхности трубы по ГОСТ 9.307-89.
- Трубы должны выдерживать гидравлическое давление:
- 2,4МПа (25 кгс/см2) — трубы, обыкновенные и легкие;
- 3,1МПа (32 кгс/см2) — трубы усиленные.
- По требованию потребителя трубы должны выдерживать гидравлическое давление 4,9 МПа (50 кгс/см2)
- Трубы с условным проходом до 40 мм включительно должны выдерживать испытание на загиб вокруг оправки радиусом, равным 2,5 наружного диаметра, а с условным проходом 50 мм — на оправке радиусом, равным 3,5 наружного диаметра.
- По требованию потребителя трубы должны выдерживать испытание на раздачу:
- для труб условным проходом от 15 до 50 мм — не менее 7%;
- для труб с условным проходом 65 и более — не менее 4%.
- По требованию потребителя трубы должны выдерживать испытание на сплющивание до расстояния между сплющиваемыми поверхностями, равного 2/3 наружного диаметра труб.
- По требованию потребителя механические свойства труб для деталей водопроводных и газопроводных конструкций должны соответствовать ГОСТ 1050-88.
- Резьба труб должна быть чистой, без рванин и заусенцев и соответствовать ГОСТ 6357-81, классу точности В.
- Трубы с цилиндрической резьбой применяются при сборке с уплотнителями.
- В месте шва допускается чернота на нитках резьбы, если уменьшение нормальной высоты профиля резьбы не превышает 15%, а по требованию потребителя не превышает 10%.
- Допускаются на резьбе нитки с сорванной (для нарезанной) или неполной (для накатанной) резьбой при условии, что их длина в сумме не превышает 10% требуемой длины резьбы, а по требованию потребителя не превышает 5%.
- Нанесение резьбы на оцинкованные трубы проводят после оцинкования.
- По требованию потребителя сварные швы труб подвергают контролю неразрушающими методами.
Трубы принимают партиями.
Партия должна состоять из труб одного размера, одной марки и сопровождаться одним документом о качестве в соответствии с ГОСТ 10692-80 с дополнением для труб, предназначенных для изготовления деталей водопроводных и газопроводных конструкций, из стали по ГОСТ 1050-88: химический состав и механические свойства стали в соответствии с документом о качестве предприятия-изготовителя заготовки.
Масса партии не более 60т.
Проверке поверхности, размеров и кривизны подвергают каждую трубу партии.
Допускается применять статистические методы контроля по ГОСТ 18242-72 с нормальным уровнем. Планы контроля устанавливаются по согласованию изготовителя с потребителем.
- Контроль наружного диаметра труб проводят на расстоянии не менее 15мм от торца трубы.
- Для контроля параметров резьбы, для испытания на раздачу, сплющивание, загиб, высоту внутреннего грата, остатки заусенцев, прямой угол и угол фаски (для труб со скошенными кромками), механических свойств отбирают не более 1 %, но не менее двух труб от партии, а для труб, изготовленных методом непрерывной печной сварки, — две трубы от партии.
- Контролю массы подвергают все трубы.
Испытанию гидравлическим давлением подвергают каждую трубу. При 100%-ном контроле качества сварного шва неразрушающими методами испытание гидравлическим давлением допускается не проводить. При этом способность труб выдерживать испытательное гидравлическое давление гарантируется.
- Для проверки толщины цинкового покрытия на наружной поверхности и в доступных местах внутренней поверхности отбирают две трубы от партии.
- При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторное испытание на удвоенной выборке.
- Результаты повторных испытаний распространяются на всю партию.
- Для контроля качества от каждой отобранной трубы вырезают по одному образцу для каждого вида испытаний.
Испытание на растяжение проводят по ГОСТ 10006-80. Допускается взамен испытания на растяжение проводить контроль механических свойств неразрушающими методами.
Осмотр поверхности труб производят визуально.
Гидравлическое испытание проводят по ГОСТ 3845-75 с выдержкой под пробным давлением не менее 5 с.
Испытание на загиб проводят по ГОСТ 3728-78. Оцинкованные трубы испытывают до нанесения покрытия.
- Испытание на раздачу проводят по ГОСТ 8694-75 на конической оправке с углом конусности 6°.
- Допускается проведение испытания на оправке с углом конусности 30°.
- Испытание на сплющивание проводят по ГОСТ 8695-75.
- Контроль сварного шва проводят неразрушающими методами по нормативно-технической документации.