Содержание:
Бесшовными называются трубные изделия, которые производятся сплошными и не содержат никаких швов и любых соединений. О том, какие бывают трубы бесшовные, где они применяются и как изготавливаются, пойдет речь далее в статье.
Производить бесшовные трубы стало возможным благодаря специальному оборудованию – прокатным станкам, от которых и процесс получил название «прокатка».
Виды бесшовных труб
Существует несколько технологий производства трубных изделий без швов, согласно которым они подразделяются на такие виды, как холоднокатаные, горячекатаные и цельнотянутые.
Благодаря технике производства у трубы цельнотянутой бесшовной практически отсутствуют швы или стыки. В целом любым бесшовным трубам свойственны высокие качественные прочностные характеристики, так что их целесообразно применять в трубопроводах с высоким давлением и температурой, а также агрессивной средой. Наилучшее соотношение качественных характеристик присуще стальным изделиям.
Стальные цельнотянутые бесшовные трубы классифицируются как толстостенные. Для их изготовления требуется сталь особой маркой, регламентированной ГОСТом. Допускается производство подобных изделий и из цветных металлов. В данном случае они приемлемы для транспортировки химических компонентов. А вот горячекатаные трубы весьма востребованы в производстве криогенного оборудования.
Области использования трубопрокатов
Для транспортировки веществ, утечки которых ни в коем случае нельзя допустить, как правило, применяется горячекатаная труба. Трудно назвать такие сферы, где бы изделия данного типа не применялись.
В частности, весьма востребованы горячекатаные трубы в автомобильном и тракторостроении, авиастроительстве и прочих отраслях машиностроения. Кроме того, активно применяются стальные горячекатаные трубы в химической и нефтедобывающей сфере промышленности.
Не менее актуальны они и при обустройстве коммунальных трубопроводов для транспортировки горячей и холодной воды, канализации, газоснабжения.
В угледобывающей и буровой промышленности горячекатаные трубы применяются для отвода газа, пара и прочих вспомогательных компонентов.
Бесшовные трубы горячекатаного производства применяются для сооружения трубопроводов для химических веществ и воды. Многие сферы тяжелой промышленности, а также оборонная, судостроительная и вагоностроительная, металлургия, не могут обойтись без прокатной продукции бесшовного типа. Причина этому в высоком качестве и надежности бесшовных изделий, их долговечности и прочими характеристиками.
Поскольку сплошные трубопрокаты не имеют швов, ослабляющих конструкцию, они являются довольно крепкими и устойчивыми к внешнему воздействию различного рода. Вот почему они активно задействованы в очень сложных технически областях производства.
Кроме того, если условия эксплуатации изделий довольно сложны и агрессивны, горячекатаные трубы справляются с ними намного лучше всех прочих.
Способов обработки стальных трубопрокатов из различных марок стали может быть очень много: резка, сваривание, клепание, резка и прочие манипуляции. Среди всех аналогичных изделий, тем не менее, наиболее прочными являются бесшовные стальные трубы (подробнее: «Какая бывает стальная бесшовная труба – характеристики, способы производства»).
Как конструкционная деталь в строительной отрасли, для сооружения монолитно-каркасных зданий, а также в качестве передаточного вращающегося вала в различных механизмах, также довольно активно используются бесшовные горячекатаные трубы. Словом, применять горячекатаные бесшовные трубы можно практически в любых сферах жизнедеятельности человека, где они уместны и целесообразны с практической и экономической точки зрения.
Стоит отметить, что главным аргументом в пользу применения горячекатаных трубных бесшовных изделий будет ситуация, когда ожидаемая степень нагрузки на трубопровод будет значительно выше, чем могут выдержать сварные аналоги.
Методика производства бесшовных изделий
Производство бесшовной трубы может выполняться одним из таких способов, как волочение, ковка, прессование, прокатка и некоторыми другими.
В любом случае этот процесс проводится в условиях промышленного производства с использованием стали различных марок, а также сплавов из нескольких металлов. Какой именно материал использовать для производства зависит от конечного предназначения трубы.
Изготовление бесшовных труб горячекатаного типа связано с особенно сложным технологическим процессом, хотя и все прочие технологии простыми не назовешь.
Если разбираться, как делают бесшовные трубы цельнокатаные, то в этом случае термическая обработка является обязательным условием.
На крупных металлургических комбинатах существуют целые прокатные цеха, где изготавливают заготовки для бесшовных холоднокатаных изделий, а также производят горячекатаные трубопрокаты. Разница в технологиях производства трубных изделий заключается в рабочих температурах обрабатываемого материала.
В частности, для производства холоднокатаных бесшовных труб производится обработка холодного материала, с предварительной горячей прокаткой. А вот горячекатаные трубы прокатываются и обрабатываются в горячем состоянии.
Современные технологические линии на трубопрокатных предприятиях оснащены качественным оборудованием, с помощью которого можно выпускать бесшовные трубы самого различного диаметра с разной техникой прокатки.
По технологии при производстве горячекатаных бесшовных труб температуру сырья удерживают на таких отметках, чтобы не началась его рекристаллизация.
Так как изготавливают бесшовные трубы множеством различных методов, есть возможность создания изделий, достаточно прочных, чтобы выдерживать высокое давление на стенки, и при этом сэкономить время, деньги и ресурсы на производство.
Любой технологический процесс на заводах осуществляется в соответствии с ГОСТами, поэтому качество бесшовных труб всегда на высоте. Кроме того, на подобные изделия производитель получает сертификаты.
Для производства бесшовных труб применяют углеродистые, высокоуглеродистые, легированные и высоколегированные марки стали. В частности, бесшовные горячекатаные трубы из углеродистой стали рассчитаны на максимальное давление до 16 МПа.
Заметим, что контроль качества, обязательного соответствия нормативам, химического состава и показателей ударной вязкости, загиба и сплющивания, выполняются на всех технологических этапах.
Разновидности трубных изделий без швов
В народе бесшовные изделия еще называют литыми, поскольку при производстве их отливают из слитков. В частности, в горячекатаных трубах продольных стыков почти нет.
Классификация по размерам предполагает разделение бесшовных изделий на трубы мерной длины, кратной мерной длины и немерной длины.
Четкое разграничение по размерам конкретных типов труб регламентируется государственными стандартами. Таким образом, трубы горячекатаные выпускаются с внешними диаметрами в пределах 25-700 мм, а толщина их стенок колеблется в рамках 2,5-75 мм. Немерная продукция выпускается с размерами в пределах 4-12 м.
Что касается цельнотянутых стальных труб, то диапазон диаметров у них чрезвычайно разнообразен, а толщина стенок может составлять 6-13 мм. По различным показателям трубы такого типа делятся на четыре категории, каждая из которых включает еще по четыре группы.
Маркировка для них проставляется от литеры «Б» до «Е», где «Б» означает трубы с нормированным химическим составом, а «Е» присваивается изделиям с противоположными качествами.
Трубы с маркировкой «Е» выпускаются без обязательной термической обработки, что определено ГОСТом.
Цельнотянутые трубопрокаты считаются наиболее качественными и надежными среди всех разновидностей бесшовных изделий.
Производство холоднодеформированных бесшовных трубных изделий выполняется в соответствии с ГОСТами. Следовательно, допустимыми значениями внешнего диаметра для них являются 8-450 мм, а толщина стенок должна находиться в пределах 20 мм. Показатели мерной длины данной группы изделий составляют 4,5-9 метров, а немерной – в границах 1,5-11,5 метров.
Классификация бесшовных труб может выполняться по самым различным факторам, таким как марка используемой стали или разновидность сплава, длина и толщина стенок и другие.
В частности, существует около десятка марок стали, которые оптимально подходят для производства бесшовных труб.
Это дает возможность потребителям подобрать для своих целей наиболее подходящий им вариант, исходя из технических характеристик изделий.
Выпуск горячекатаных трубопрокатов сопряжен с применением разного рода оборудования. Поэтому продукция данной категории может значительно отличаться по технологии производства и размерам готовых изделий.
Таким образом, основные отличительные качества бесшовных изделий друг от друга заключаются в их индивидуальных размерных параметрах.
Чтобы получить бесшовную трубу, можно использовать металлический слиток, прокатанный на специальном станке, выполняющем отверстие в центре заготовки. Однако есть и другая технология – для нее требуется цилиндрическая заготовка, в которой высверливают отверстие.
Размеры горячекатаных бесшовных труб определяются исходя из внешнего диаметра, а по толщине стенок они могут подразделяться на толстостенные и тонкостенные.
Достоинства трубопрокатов без швов
Одним из главных достоинств сплошных трубопрокатных изделий можно назвать их высокую прочность и устойчивость к внешним воздействиям и повреждениям, которая достигается за счет отсутствия сварного шва и продольных стыков.
Кроме того, благодаря производству горячекатаных труб из толстой листовой стали, такие изделия устойчивы к окислению и имеют высокую сопротивляемость коррозии.
Хотя это и приносит некоторые сложности при монтаже, ведь они плохо гнутся.
Стоит отметить, что диаметр горячедеформированных труб должен точно соответствовать техническим характеристикам строения, иначе его использование нецелесообразно.
Бесшовным трубам, изготовленным из стали различных марок, присуща хорошая теплопроводность наряду с незначительными показателями линейного расширения от воздействия высокой температуры.
Так, можно утверждать, что оптимальным вариантом для сооружения каких-либо коммуникаций могут стать именно горячекатаные трубы. С помощью соединительных узлов возможно сооружение металлоконструкций для различных целей. Однако всегда стоит помнить о том, что важно придерживаться технологии сборки всех конструктивных элементов сооружения.
Отметим также, что отличная прочность цельнотянутых горячекатаных стальных труб позволяет их использовать для работы с высоким давлением и температурой.
Производство бесшовных труб
►Виды бесшовных труб
►Сферы применения
►Способы монтажа и соединения
Бесшовные трубы изготавливаются из монолитного металла, цельный корпус не имеет швов и других соединений. Это повышает устойчивость к перепадам давления и действиям агрессивных сред, увеличивает стойкость к разрывам.
Главное преимущество этой категории — герметичность, кроме этого исключаются все неблагоприятные факторы, связанные со сварным соединением: остаточные напряжения, микроскопические неровности и наплывы.
По бесшовной технологии выпускают толстостенный и тонкостенный трбопрокапрокат: от 0,3 до 75 мм. Для получения равноценных показателей прочности требуется меньшее количества сырья, чем в производстве прямошовных аналогов, следовательно снижается вес конструкций.
Изделия с большой толщиной стенки имеют повышенный запас стойкости к механическим воздействиям.
Стальные бесшовные трубы классифицируют по способу производства:
- Горячекатаные;
- Холоднокатаные;
- Цельнотянутые.
Эксплуатационные качества:
- Повышенная устойчивость к внутренним и внешним нагрузкам;
- Снижение металлоемкости;
- Стойкость к коррозии за счет отсутствия микродефектов, присущих сварным швам;
- Абсолютное исключение завоздушивания среды.
- Отличная обрабатываемость при изготовлении гнутых деталей: отводов, змеевиков.
Несмотря на преимущества, применение не всегда оказывается целесообразным. В коммунальных сетях практически отсутствуют нагрузки, которые не может выдержать недорогой электросварной прокат.
Затраты на производство являются основной причиной, по которой повсеместное использование ограничивается. Пока ни одна из применяемых технологий не позволяет выпускать изделия с диаметром более 550 мм.
Этого не всегда достаточно для обеспечения требований к пропускной способности в магистральных линиях.
Техника безопасносности запрещает использование трубного проката с цельным корпусом для транспорта взрывчатых и пожароопасных веществ.
Виды бесшовных труб
Горячекатаные
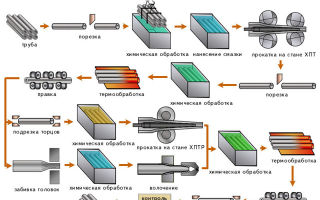
Так как производство обычно включает несколько операций, технологический процесс организуют с помощью автоматических линий. Заготовкой для горячекатаной продукции служит слиток. Производственный цикл состоит из следующих этапов:
- Разогрев заготовки в кольцевой печи;
- Прошивка (прокалывание);
- Раскатка гильзы, заготовка принимает цилиндрическую форму;
- Обкатка до параметров трубы;
- Калибровка, редуцирование (когда нужна небольшая толщина стенки);
- Охлаждение;
- Стабилизирующий отжиг.
В зависимости от характеристик сплава слиток нагревают до 1100-1250 С⁰. Сразу после отжига поверхность металла покрыта окалиной.
Если предусмотрены дополнительные требования, полуфабрикаты очищают в кислотном растворе, шлифуют и наносят покрытие.
Технические условия отражены в регламенте ГОСТ 32528-2013, а сортамент в ГОСТ 8232-78 (кроме этого действует старый стандарт ГОСТ 8734-75 с уточнениями).
Структура металла при горячей обработке сохраняет пластичность и ударную вязкость, при эксплуатации такой трубопровод гасит вибрации, выдерживает значительный вес грунта.
Холоднодеформированные
Холоднодеформированный трубопрокат изготовить сложнее. Сталь без нагрева обрабатывается медленнее, циклы раскатки перемежаются со стабилизирующей термообработкой, очисткой, сушкой в специальной камере, нанесением смазок.
Заготовкой служит отцентрованная цилиндрическая форма (гильза). Для раскатки чаще всего используют трехвалковые станы. Валки размещаются с уклоном, от величины угла зависят параметры будущего изделия.
Учитывается предел прочности сплава, при котором дальнейшая деформация невозможна без разрывов. Несмотря на то, что технологию называют холодной, от трения сталь разогревается до значительных температур.
При холодной деформации структура металла вытягиваются в направлении приложения усилий, во время термообработки происходит рекристаллизация, зерна измельчаются и строение снова становится однородным.
Таким образом, прочность закладывается на молекулярном уровне, при этом число повторяющихся циклов может достигать 17.
Технические условия регулируются регламентом ГОСТ P 54159-2010, типоразмеры приведены в ГОСТ 8734-75.
К холоднодеформируемому сортаменту применяют дополнительную классификацию по толщине стенки:
- Особотонкостенные — до 0,5 мм.;
- Тонкостенные — до 1,5 м
- Толстостенные — отношение наружного диаметра к толщине стенки не более 6;
- Особотолстостенные — отношение наружного диаметра к толщине стенки от 6 до 12,5.
Холодным методом производят трубопрокат малого веса и высокой точности, в том числе капиллярные трубки. Готовые полуфабрикаты используют для монтажа трубопроводных систем, контуров теплообменного оборудования, изготовления змеевиков и различных деталей.
Производство холоднодеформированных труб
Цельнотянутые
Цельнотянутые трубы часто путают с остальной бесшовной продукцией, но их нельзя отнести к горячекатаным или холоднокатаным. Специальные болванки нагревают и протягивают через стан, раскатывающие станки не применяются.
Изделия отличаются незначительным тепловым удлинением, используются для поставок пара, в авиации, атомной промышленности и других узкоспециальных областях.
Учитывая специфическое назначение, для углеродистых сталей сразу предусматривают коррозионно-стойкие покрытия.
Сферы применения
Основная функция бесшовной трубы — транспортировка сред под давлением или работа с особо-опасными веществами, когда протечки или разрывы могут угрожать безопасности людей или нанести вред экологии. Каждый вид имеет свои достоинства и технические параметры.
Технология производства горячекатаного проката самая простая, металлопродукция универсальна и используется во всех отраслях промышленности.
- В городских инженерных сетях: толстостенные изделия выдерживает нагрузки грунта, сокращают теплопотери;
- Передача горячих сред любого назначения;
- Транспортировка газа, нефти, организация технологических и промысловых трубопроводов;
- В качестве свай, столбов, опорных элементов, обсадных труб;
- Для изготовления тройников, отводов для трубопроводных систем;
- Детали агрегатов, котельных установок, автомобилей.
Цельнотянутый трубопрокат — самый дорогой и металлоемкий, толщина стенок может достигать 10% от диаметра. Основное отличие — низкое тепловое расширение. Продукция используется при прокладке магистральных и технологических трубопроводов в энергетическом секторе, нефтеперерабатывающей промышленности и других отраслях.
Холоднокатаные полуфабрикаты отличаются высокой точностью, малым весом, могут быть тонкостенными и толстостенными. Область применения довольно широка.
Благодаря однородной структуре металла трубы легко справляются с перепадами напора, идеально-ровная внутренняя поверхность увеличивает пропускную способность и повышает коррозионную стойкость.
Единственное ограничение: плохая устойчивость к ударным и растягивающим нагрузкам.
- Технологические трубопроводы на пищевых и промышленных производствах;
- Гидравлические установки, теплообменное оборудование;
- Приборостроение, например капиллярные трубки применяют в аппаратах дозирования;
- Змеевики, спирали, поршневые механизмы;
- Приборы экспериментальных лабораторий;
- Авиация и судостроение: ценится высокая прочность и небольшой вес;
- Выхлопные системы автомобилей, дымоходы печного оборудования;
- Металлоконструкции, перила, ограждения.
При транспортировке питьевой воды, в химической промышленности и на пищевых предприятиях, предъявляют особые требования к химическому составу: ограничивается содержание вредных примесей и элементов, вступающих в реакции с конкретными средами.
Способы монтажа и соединения
Монтаж трубопроводов принципиально не отличается от возведения конструкций из прямошовных аналогов. Сварное соединение наиболее надежно и применяется для систем с высоким давлением, при работе с кислотами и щелочами. Для сред низкой агрессивности с температурой до 100 С⁰ допускается крепление на резьбе, но при вибрационных воздействиях возможно самопроизвольное отвинчивание.
Основные способы:
- Сварка: выбор метода зависит от технических параметров;
- Резьба: если позволяет толщина металла нарезается производителем или на токарном станке, для герметизации применяют уплотнители.
Методы сварки:
- Особотонкостенные (до 20 мм) — газовая сварка. Аппараты малой мощности не вызывают перегрева и позволяют выполнить аккуратный шов даже новичку.
- Тонкостенные (от 20 мм) — электросварка встык;
- Толстостенные — электросварка после снятия V-образной фаски.
Для организации разводки применяются приварные и резьбовые фасонные детали, направление изменяют трубогибами. Для инженерных сетей с давлением до 250 кгс/см² можно использовать воротниковые фланцы.
Нередко бесшовные трубы изготавливают из нержавеющих сталей, специальных сплавов и цветных металлов. В таком случае монтаж проводят в соответствии с технической документацией, подбирают способ и режимы сваривания, электроды. При выборе методов сварки учитывают назначение трубопровода: для некоторых систем крайне важна химическая стойкость шва, для других — термостойкость.
Оцените нашу статью
Где применяются и как производятся бесшовные трубы
Бесшовная труба прочная, герметичная, долговечная. Изделия производятся на специализированном оборудовании методами штамповки, прессования, прокатки, холодного либо горячего деформирования.
Конструкции выпускаются разных сечений, габаритов, применяются в автомобилестроении, на нефтеперерабатывающем, химическом, оборонном, угольном производствах, в строительстве газопроводных и водопроводных комплексов.
Бесшовные трубы
Бесшовные трубы
Технические характеристики
Характеристики бесшовной трубы отвечают нормативам ГОСТов. Габариты изделий, прошедших обработку под термическим воздействием, регулируются ГОСТ 8732-78. Популярны трубы, имеющие диаметр внешней поверхности 25-700 мм, параметры стенок составляют 2,5-75 мм. Длина стандартных труб варьируется от 4 до 12,5 м.
Модели с холодным деформированием регламентированы ГОСТ 8734-75. Размер диаметра с внешней стороны составляет 8-450 мм, толщину стенки изготавливают 0,08-20 мм. Немерная длина труб составляет 1,5-11,5 м, мерная длина — 4,5-9 м.
Для трубопроводов без соединительных швов применяют марки стали 10, ст35, ст40х и т.д.
Типоразмеры и вес трубы бесшовной зависят от технологии изготовления, способа прокатки. Размерная линейка на модели, выдерживающие высокое давление (прецизионные), зафиксирована в ГОСТ 9567-75, соответствующем требованиям европейской стандартизации ISO. Нормативы подходят также для трубных патрубков из стали с высокой прочностью.
Продукция перед поставками проходит тестирование на соответствие габаритным параметрам, герметичность, стойкость к механическим повреждениям и т.д.
Области применения
Прочность и долговечность продукции позволяет использовать металлические заготовки в разных сферах производства и коммунально-бытового обслуживания.
Бесшовные трубы применяют для строительства:
- автомобилей;
- сельскохозяйственной техники (тракторы, погрузчики, краны, комбайны);
- самолетов и авиамоделирования;
- военной техники;
- разных видов судов и т.д.
Продукция необходима при монтаже водопроводных путей, гидравлических систем, для прокладывания газопроводных труб, в сферах добычи и переработки нефтепродукции, на химических производствах, энергетических комплексах, в тяжелой промышленности и т.д.
Толстостенные модели применяются в комплексах с высокими показателями давления, для возведения опорных конструкций, выдерживающих большие нагрузки (каркасы, армирующие решетки и т.д.).
Классификация
Трубы стальные бесшовные разграничиваются классификациями по:
- методу производства;
- температурным параметрам;
- способу раскройки и т.д.
По виду сечения модели подразделяются на:
- круглые;
- овальные;
- квадратные;
- прямоугольные;
- трапециевидные и т.д.
Классификация по длине включает изделия:
- мерные;
- немерные;
- кратные какой-либо мерной длине.
Наиболее распространена классификация металлической продукции на произведенную методом холодного либо горячего проката.
В длину трубы холодной обработки стандартно выпускаются 4,5-9 м. Параметры толщины стали изделий варьируются от 8 мм.
Горячекатаные конструкции выпускаются с сечением 25-700 мм, с толщиной стали в зависимости от функционального назначения 2,5-75 мм. Трубы цельнотянутые бесшовные создаются из отлитых заготовок, обеспечивающих высокую прочность.
Способы производства
Производство бесшовных труб выполняется:
- методом ручной либо аппаратной (штамповочной) ковки;
- с помощью обработки прокатными установками;
- методом волочения;
- прессованием на специальных аппаратах.
Работы выполняются преимущественно в цехах заводов, оборудованных специальной техникой для разных видов прокатки.
Предприятия должны быть снабжены соответствующими сертификатами, которые подтверждают право изготовления трубопроводных изделий в соответствии с ГОСТами на горячекатаную, производимую холодным методом продукцию.
Изделия перед отправкой заказчикам проходят тестирование на отсутствие дефектов, соответствие типоразмеру.
Горячая деформация
Горячедеформированные трубы изготавливаются при нагревании до высокой температуры. Производство требует наличия технологического оборудования, организации многоступенчатого процесса. Стоимость изделий высокая.
До процесса прокатки заготовки нагревают, не превышая точки кристаллизации металлического сырья (допустимая погрешность — +60 °С). Изделия должны держать форму, быть достаточно пластичными для работы. Выполняется формирование гильзы с помощью специальной техники для сверления с элементами, позволяющими создать необходимую глубину и диаметр в металлическом изделии.
На прессовальном аппарате из подогретой заготовки формируется цилиндр, визуально схожий с трубой. При прокатке гильзу размещают на станочном оборудовании и пропускают через валики разного диаметра. Под давлением элементов заготовка растягивается в противоположных направлениях.
Требуемую форму диаметра изделию придают методом вальцевания, габариты подгоняются в процессе термической обработки. Равномерный параметр диаметра по длине продукции контролируется ограничительными частями оборудования.
Горячая заготовка охлаждается погружением в холодную воду и калибруется прохождением нескольких вальцев. Некоторые этапы процесса изготовления могут повторяться для подгонки металлической продукции под технические требования. В завершение изделия разрезают на элементы требуемой длины.
Холодная деформация
Холоднодеформированные трубы производятся из заготовленных элементов в охлажденном состоянии после прохождения прошивочного аппарата. Предварительный процесс калибрования выполняется по холодному металлу.
После финишной вальцовки гильза проходит процесс обжига, разогревается до температуры начала рекристаллизации металла. Готовые охлажденные изделия разрезаются на трубы необходимой длины.
Продукция холодной деформации изготавливается:
- с особо тонкими стенками (менее 0,5 мм) с диаметром 20 мм;
- с тонкими стенками (1,5 мм) с диаметром от 20 мм;
- с толстыми стенками (6-12,5 мм) и т.д.
Холоднодеформированными изделиями оформляются внешние стены, уличные конструкции.
Преимущества бесшовных труб
Отсутствие швов обеспечивает прочность изделий на разрыв, герметичность продукции уменьшает вероятность утечек газа либо протеканий жидкостей. Снижен риск деформирования при механических воздействиях.
- Для изготовления продукции применяется качественное сырье, обеспечивающее длительную эксплуатацию, надежность, прочность.
- Изделия универсальны, обладают высокими эстетическими характеристиками, позволяющими использовать трубы в открытых пространствах.
- Способность бесшовных изделий выдерживать большое давление позволяет применять трубы для прокладки сетей коммунально-бытовой сферы, провода нефтепродукции, газообразных составов, химических соединений на больших расстояниях.
- Изделия из толстых листов металла, прошедшие термическую обработку, не подвержены воздействию грибка, плесени, коррозии.
Бесшовные изделия выпускаются широкой линейкой размеров, форм, предназначены для большого спектра областей промышленности. Универсальная продукция позволяет экономить затраты при масштабных строительных работах.
Монтаж бесшовных изделий
Способы монтажа и соединения изделий бесшовных подразделяются на группы сварочных и резьбовых технологий. На выбор техники влияет толщина стенок труб.
Сварка относится к эффективным методам соединения элементов. Для обеспечения плотного примыкания поверхностей концы труб обрезаются.
Трубы с тонкими стенками соединяются газосваркой, позволяющей выполнить аккуратные швы.
Изделия толщиной от 20 мм спаиваются электрическим либо газовым сварочным аппаратом. Подготовка кромок заготовок включает выполнение V-образной фаски на концах, которая наполняется металлом в расплавленном виде.
Продукция с особенно толстыми стенками обрабатывается электросварочным аппаратом с электродами не менее 4 мм, газовое оборудование для продукции не рекомендовано.
Соединение резьбовое не подходит для тонких моделей, т.к. материала стенок недостаточно для нанесения резьбы.
Средней и большой толщины модели соединяются резьбовым методом на специальном оборудовании либо своими руками с применением плашек.
Для работ требуются фитинги в качестве промежуточного элемента. Фитинги производятся разных конфигураций (угловые, прямые, крестовины), отличаются количеством отверстий. Элементы позволяют выполнять трубную разводку и ответвления.
Для сохранения герметичности и надежности соединения при состыковке 2 труб применяют уплотнители, которые накладываются на резьбу и прижимаются фитингами. Прочность изделий обеспечивается качеством резьбы.
Изменяют направление труб в процессе монтажа с помощью трубогибов разной мощности и диаметра.
Ставьте лайки, подписывайтесь на наш канал и Вы не пропустите еще множество полезных статей! И заходите к нам на сайт посвященный самостоятельному монтажу различных труб.
Бесшовная труба – как получают поверхность без единой зазубринки?
Несмотря на большое количество новых стройматериалов, бесшовная труба все еще используется практически во всех сферах жизнедеятельности. Хотите зарабатывать на жизнь строительством, мечтаете податься в нефтяную либо газовую промышленность, тогда вам обязательно необходимо ознакомиться с таким видом металлопроката.
Это изделие представляет собой цельную конструкцию без сварных швов и прочих типов соединений. Делятся они на горяче- и холоднокатаные. Есть еще цельнотянутые, но они относятся к особому типу толстостенного трубопроката. Бесшовные изделия отличаются повышенной прочностью, поэтому их целесообразно использовать в ответственных конструкциях, работающих под воздействием температур и давлений.
Бесшовные трубы
Металлические бесшовные трубы изготавливаются преимущественно из стали, хотя встречаются элементы из иного материала. К их достоинству следует отнести отличную коррозионную стойкость, особенно это касается толстостенных экземпляров.
Такие трубы обладают высокой теплопроводностью и характеризуются низким коэффициентом линейного расширения. Но они плохо гнутся, и это главный их недостаток, так как монтаж несколько усложняется. Очень важно правильно рассчитать диаметр и толщину стенок изделия.
Только так их использование будет максимально эффективным и целесообразным. В противном случае конструкция либо не выдержит нагрузок, либо вам придется переплатить.
Производство бесшовных труб этим способом состоит из нескольких операций. Сначала из заготовки на прессах или специальных станах формируют гильзу. Оборудование имеет дисковые, конусные либо грибовидные валки.
Рабочие инструменты располагаются в вертикальной плоскости под углом в 4–12 градусов и вращаются в одну сторону.
Металлическая заготовка поступает вдоль осей и испытывает вращательно-поступательные движения, после которых ее площадь поперечного сечения уменьшается, а в осевой части образуется небольшое отверстие.
Производство бесшовных горячекатаных труб
Далее необходимо увеличить отверстие до нужного диаметра. Для этого используется специальная оправка. Она устанавливается между валками, и при последующем проходе заготовка как бы насаживается на нее. В результате отверстие получается нужных размеров, а его поверхность выравнивается.
Важно удержать заготовку в нужном положении, для этого используются специальные направляющие линейки и непроводные (принудительно не проталкивающие) ролики. Изначально материал нагревают минимум до 50 °C. При такой температуре деталь становится пластичной, но нет риска плавления.
Затем готовые гильзы поступают на трубопрокатные станы.
Также вы можете увидеть на приведенном видео, как делают бесшовные трубы на автоматическом оборудовании, которое сегодня пользуется огромной популярностью. В этом случае в калибр вставляется оправка, а зазор между ними устанавливается равным толщине стенки готовой продукции.
Процесс прокатки проходит в несколько подходов, и каждый раз оправка разворачивается вместе с изделием на угол 90°. Во время этой операции опускается нижний ролик стана, и труба поступает на оправку.
После того как изделие полностью окажется на оправке, в ход идет нижний ролик, который поднимается и возвращает трубу обратно на рабочую клеть для повторного проката.
Прокатка бесшовных горячекатаных труб
Следующим этапом идет обработка на обкатном стане, тоже хорошо демонстрируемая на наших видеоматериалах. Это промежуточная операция перед окончательной обкаткой. На ней задаются разностенность и овальность продукции.
Далее изделие поступает на непрерывный стан горячей прокатки. И последней стадией выступает холодная калибровка готовой продукции. При необходимости нарезается резьба.
После чего следует контроль, упаковка и транспортировка.
Повышенным качеством отличаются холоднокатаные бесшовные трубы. Их заготовки проходят тщательный отбор. А чтобы продукция обладала необходимыми свойствами, сырьевой материал еще и подвергают отжигу.
Затем сталь обрабатывают кислотой. Такая операция называется травлением. Чтобы нейтрализовать остатки кислоты, изделие очищают щелочным раствором и просушивают. Далее стальная труба омедняется либо фосфатируется.
Это улучшает свойства готовой продукции.
Холоднокатаные бесшовные трубы
Прокатный стан состоит из подвижной клети и двух валков. Последние располагаются под определенным углом и, вращаясь в противоположные стороны, образуют калибр. В зависимости от угла этот калибр может увеличиваться либо уменьшаться. Когда клеть движется к заготовке, деталь легко входит между валками.
Затем направление изменяется и происходит обжатие металлической гильзы. За одну прокатку значительно изменяется диаметр трубы и толщина ее стенок. Но при производстве более тонкостенных изделий весь процесс, начиная с отжига, травления и заканчивая непосредственно прокатом, повторяют заново. Описанный цикл можно наблюдать на видео.
Готовая стальная продукция поступает на окончательную отделку.
Эти изделия используются в ответственных конструкциях, поэтому необходимо придерживаться международных стандартов при их изготовлении. Содержит все требования, предъявляемые к горячедеформированным бесшовным трубам, ГОСТ 8732–78. В отечественном стандарте указываются размеры продукции, допустимые отклонения, вес и т. д.
Изготавливаются трубы диаметром от 20 до 530 мм, а их вес может достигать почти 900 кг. Толщина стенок изделий колеблется в пределах 2,5–75 мм. В ГОСТ 8732–78 приведена таблица, где указывается зависимость диаметра, толщины металла и веса трубопроката.
Например, изделия со стенками 2,5 мм имеют максимальный диаметр 50 мм. Вес такого элемента будет всего 2,9 кг. Для сравнения возьмем изделие со стенками 10 мм.
Вес такой бесшовной трубы по предписанию ГОСТ 8732–78 колеблется от почти 8 до 133 кг в зависимости от наружного диаметра, который не может быть менее 42 мм и превышать 530 мм. Наиболее тяжелые изделия, весом от 414 до 878 кг, имеют 75-ти миллиметровые стенки и диаметр от 299 мм.
Но это уже промышленные образцы, и в частных целях тяжелый прокат и не используется, а все манипуляции с таким весом возможны только при помощи спецтехники.
Бесшовные трубы большого диаметра
По ГОСТ 8732–78 горячекатанные трубы выпускаются немерной длины 4–12 м, мерной, кратной мерной и приблизительной. Все они находятся в одних пределах, однако по требованию заказчика этот параметр можно немного изменить.
В зависимости от отклонений наружного диаметра и толщины стенки изделия делятся на повышенной и обыкновенной точности. При этом одна характеристика, например, наружный диаметр, может быть повышенной, а толщина стенок обычной точности.
Все эти характеристики потребитель должен предварительно согласовать с изготовителем. Допустимая кривизна по ГОСТ 8732–78 зависит от толщины металла, если стенки до 20 мм, нельзя, чтобы перепад был более 1,5 мм на метр длины.
А вот изделия из более толстого металла (20–30 мм) могут иметь кривизну до 2 мм. Максимальный перепад в 4 мм на 1 м длины допускается при изготовлении труб со стенками от 30 мм.
Определяет требования для холоднодеформированных стальных бесшовных труб ГОСТ 8734–75. Эта продукция делится на особотонкостенную, тонкостенную, толстостенную и особотолстостенную. По длине они выпускаются мерными 4,5–9 м, немерными 1,5–11,5 м и кратной мерной длины 1,5–9 м. Первые могут иметь отклонения +10 мм, а последние припуск 5 мм.
Толстостенные бесшовные трубы
В ГОСТ 8734–75 вы найдете таблицы с предельными отклонениями, зависимостью вес-диаметр-толщина стенок и т. д. Эта продукция, как и горячедеформированная, выпускается комбинированной точности.
Допустимая ГОСТ 8734–75 кривизна зависит от диаметра изделия. Так, трубы диаметром более 10 мм не могут иметь кривизну более 1,5 мм на 1 м длины. Перепад в 2 мм допускается при диаметре от 8 до 10 мм.
А вот если последний параметр менее 8 мм, нельзя, чтобы значение кривизны превышало 3 мм.
Эта продукция выпускается в разных модификациях, отличается марка стали, наличие резьбы и т. д. Также огромным разбегом характеризуются и размеры бесшовных труб. Их эксплуатация не слишком отличается от сварных конструкций, но некоторые требования стоит соблюдать.
Например, нарезать резьбу на тонкостенных элементах практически невозможно, а значит, и применять их для таких соединений нежелательно. Другое дело толстые стенки, тут отсутствие шва только поможет в этом мероприятии. Получить хорошую резьбу поможет наш видеоурок.
Если используются трубы с тонкими стенами для отопительной системы, то соединять их следует газовой сваркой. Проводя сварочные работы, важно правильно подобрать оборудование. Да и желательно, чтобы мастер был со стажем.
Особенности сварки таких труб мы предлагаем оценить на видео.
Сварка бесшовных труб
Перед сваркой толстостенных изделий необходимо произвести разделку кромок. В противном случае металл не проварится полностью, что негативно отразится на качестве шва, а значит, конструкция не получится достаточно надежной.
Бесшовные стальные трубы используются практически во всех сферах жизнедеятельности. Автостроение, судостроение, нефтяная промышленность, производство различных машин и агрегатов – практически везде стальные изделия нашли свое применение.
Вредные химические вещества можно транспортировать только по бесшовной трубе. Встретить такие элементы можно даже в оборонной промышленности. Но использовать цельные изделия желательно только после ряда расчетов.
Их стоимость высока, поэтому им целесообразно отдавать предпочтение, когда предполагаются значительные нагрузки, которые сварные конструкции не смогут выдержать.