Острота проблемы технического обслуживания
и ремонта промышленной трубопроводной
арматуры (ПТА) возникла с началом
реформирования народного хозяйства
страны и формирования рыночных отношений.
В результате преобразований произошло
резкое увеличение стоимости ПТА, которая
стремительно приблизилась к мировому
уровню. Ограниченный объем финансовых
ресурсов потребителей ПТА заставил их
искать выход из сложного положения,
когда замена изношенной арматуры на
новую стала тяжелым экономическим
бременем.
В этих условиях потребители
арматуры и вспомнили о возможности
осуществления ремонта и начали его
проводить стихийно на низком техническом
уровне, но ставя задачу создания системы
технического обслуживания и ремонта
ПТА.
Эта ситуация и родила спрос
на-технические средства проведения
ремонта, технологические процессы,
методики оценки эффективности проведения
ремонтов, положения по организации
ремонтного производства, нормативы по
обеспечению качества и .д.
-
Необходимым условием нормального
функционирования системы технического
обслуживания и ремонта является
взаимодействие исполнителей, вооруженных
конструкторской и технологической
ремонтной документацией, техническими
средствами — в виде технологического
оборудования, технологической оснастки,
средствами диагностики, испытаний и
контроля процессом ремонта. В рыночных
условиях экономическая эффективность
является превалирующим фактором,
определяющим заинтересованность в
запуске и повседневном поддержании
нормального функционирования системы - технического обслуживания и ремонта.
-
О целесообразности проведения ремонта
ПТА свидетельствуют структура
технологических процессов, результаты
технико-экономических расчетов и
практические данные эффективности
эксплуатации специализированных
подразделений и организаций, осуществляющих
техническое обслуживание и ремонт ПТА.
Затраты на проведение мелкого, среднего
и капитального ремонтов находятся в
диапазоне от 7% до 50% стоимости новой
арматуры, что позволяет вполне определенно
утверждать, что в современных экономических
условиях и при современном уровне
качества трубопроводной арматуры
правильно организованный и в достаточной
мере технически оснащенный процесс
ремонта экономически выгоден потребителю - арматуры.
-
Свойства задвижек, возможность их
использования в различных производствах
зависят от многочисленных факторов. К
важнейшим факторам можно отнести
конструктивное оформление базовых
деталей, таких как корпус, клин, крышка,
применяемый для этих деталей материал,
способы получения заготовок, массогабаритные - характеристики.
-
Эксплуатация задвижек предполагает не
только сам процесс непосредственного
функционирования изделия, это еще и
надзор за состоянием трубопроводных
систем, технологического оборудования
и трубопроводной арматуры. для поддержания
в работоспособном состоянии оборудования,
трубопроводной арматуры и постоянного
обеспечения безопасности осуществляется
постоянный надзор, техническое - обслуживание и ремонт.
Клиновые задвижки с позиции обеспечения
герметичности в затворе и ресурса
герметичности являются наиболее сложным
объектом из всех типов запорной арматуры.
Они относятся к четырехповерхностным
системам. Для обеспечения герметичности
в них необходимо точно изготовить четыре
поверхности. При этом поверхности должны
точно располагаться относительно друг
друга.
Наибольшей технологической
проблемой является обеспечение точности
угловых параметров затвора. Для достижения
точности в технологическом процессе
ремонта должны использоваться или
специализированная технологическая
оснастка на универсальное оборудование,
или специализированное ремонтное
оборудование.
Технологические приемы
должны обеспечивать качество всей
совокупности метрических параметров.
Описание технологического процесса
- Частичная разборка задвижки с целью ремонта, замены шпинделя или клина производится без демонтажа задвижки с трубопровода при отсутствии давления рабочей среды.
Разборку производить в следующем порядке :
- — установите клин в верхнее положение ОТКРЫТО и снимите кожух и указатель ( для электропривода ОАО Тулаэлектропривод);
- — установите клин в среднее положение, опустив его на 3/ 4 полного хода, если задвижка находится в положении ОТКРЫТО или подняв его на ј полного хода, если задвижка находится в положении ЗАКРЫТО ;
- — снять электропривод;
- — выверните на 2-3 оборота пробку и убедится в отсутствии давления среды в трубопроводе;
- — снимите крепеж крышки;
- — поднимите узел до выхода из корпуса. Отведите узел в сторону и установите клин в вертикальном положении на подкладках;
— выведите головку шпинделя из сопряжения с верхним пазом клина, после чего узел установите в горизонтальном положении на подкладках. При необходимости снятый узел можно полностью разобрать .
- После осмотра и ремонта деталей и узлов соберите задвижку в следующем порядке:
- — смажьте и уложите кольцо уплотнительное в проточку на торце корпуса;
- — застропите крышку в сборе со шпинделем и стойкой в вертикальном положении, осторожно введите головку шпинделя в соответствующий паз клина и опустите собранный узел в полость корпуса. Узел опускайте медленно, направляя клин по направляющим между патрубками корпуса
- Клин необходимо установить в прежней ориентации относительно патрубков корпуса;
- — установите крепеж крышки и равномерно его затяните крутящим моментом по диаметрально-перекрестной схеме:
Мкр.=(70±7) кгс. м -для DN 500;
Мкр =(120±12) кгс. м — для DN 600;
Мкр =(140±14) кгс. м — для DN 700,800;
Мкр. =(190±19) кгс. м — для DN 1000,1200;
- Дальше монтаж электропривода задвижки и проверка работоспособности задвижки.
- Полная разборка задвижки для ремонта узла уплотнения производится только после демонтажа задвижки с трубопровода.
- После сборки задвижку необходимо опрессовать давлением Рn =12,0 МПа при открытом затворе в соответствии с правилами, действующими на эксплуатируемом объекте Количество опрессовок пробным давлением — не более 10 за полный назначенный срок службы корпусных деталей.
Ремонт запорной арматуры на трубопроводах
Ремонт арматуры и трубопроводов
Основными дефектами трубопроводов являются нарушение плотности во фланцевых, муфтовых и фитинговых соединениях. Устраняют протечку подтяжкой фланцев, фитингов.
При продолжении течи соединение разбирают, проверяют уплотнительные поверхности, прокладки, уплотнения при необходимости заменяют, трещины в трубах.
Устраняют неисправности наложением хомутов, накладок, завариванием электро- или газосваркой. Трещины в медных трубах заделывают пайкой.
При ремонте трубопроводов соединения тщательно очищают от грязи, смазки, остатков полупродуктов и промывают. Неровности уплотнительных поверхностей зачищают напильниками, надфилями, шаберами, притирают с помощью абразивных паст и порошков. Резьбовые соединения трубопроводов уплотняют льняной нитью, паклей, суриком, белилами и специальными пастами.
Ремонт трубопроводов (категории указаны в табл. 20) проводится с учетом требований Правил устройства и безопасной эксплуатации трубопроводов пара и горячей воды, утвержденных Госгортехнадзором 10.03.70.
Под требование Правил не подпадают трубопроводы с параметрами 1 категории с наружным диаметром менее 51 мм и 2, 3 и 4 категорий с наружным диаметром менее 76 мм; сливные, продувочные и выхлопные, из неметаллических материалов; плавучих сооружений, АЭС и специальных установок.
Для ремонта трубопроводов, подпадающих под действие Правил, используются только материалы, разрешенные ими. Материалы, не имеющие паспортов или сертификатов, могут применяться только после испытания и контроля.
Изготовление, монтаж и ремонт трубопроводов и их элементов должны производиться предприятиями или организациями, располагающими необходимыми техническими средствами и подготовленным персоналом.
Изготовление и ремонт трубопроводов, подлежащих регистрации в органах Госгортехнадзора СССР, могут осуществляться только организациями, имеющими разрешение местных органов Госгортехнадзора регистрируются в местных органах технадзора трубопроводы 1 категории с условным проходом более 70 мм, а также 2 и 3 категорий с условным проходом более 100 мм. Другие трубопроводы регистрируются на предприятии – владельце трубопровода.
Разрешение на эксплуатацию на вновь смонтированный или отремонтированный трубопровод выдается участковым инспектором Госгортехнадзора СССР (для трубопровода, зарегистрированного в органах котлонадзора) и для трубопроводов, не зарегистрированных в котлонадзоре, – лицом на предприятии, ответственным за исправное состояние и безопасную эксплуатацию трубопроводов.
При ремонте разрешено применение всех промышленных методов сварки, обеспечивающих необходимую эксплуатационную надежность сварных соединений трубопровода. К сварочным работам допускаются сварщики, имеющие удостоверение.
Сварочные работы проводят при температуре окружающего воздуха не ниже 0°С. При монтаже трубопровода допускается применение сварки при температуре минус 20°С (при толщине свариваемых элементов до 16 мм).
В непогоду сварщик и место сварки должны быть надежно защищены.
Неисправность арматуры. Наиболее часто встречающимися дефектами являются износ и повреждения сальниковых уплотнений; задиры поверхностей уплотнения; износ седла и тарелки клапана вентиля; износ резьбы шпинделя. Меры по их устранению указаны в табл. 21.
Задвижка имеет полную регулировку от 0 до 100
Весь спектр и без заужений.
учитывая очень грязные стояки — лучший выбор по долговечности.
- В 1 раз поставили на монтаже в Бердске — сисадмину Кенгуряха.
Исходные данные : стояк 1 дюйм И желание заказчика kenguraha : При монтаже нового радиатора хотелось бы максимально сохранить проходное сечение.- Без заужения стояка есть несколько методик :
- Кенгуряха — это не Австралия!
Это не простой бердский сисАДмин: он долгое время работал в институте математики в Академе, короче Доцент — и очень прыгучий !Чем они там занимаются ? Обсчитывают правильную комплектацию на монтаж отопления ?Это кенгуру быстро и резво перепрыгнуло копченного: на 3/4 крану тоже происходит заужение — поставим кран на 1 дюйм! kenguraha: Хотелось бы иметь возможность регулировать теплоотдачу радиатора. Какие варианты для этого есть, учитывая диаметр стояка?
Ладно думаю : щас мы этого математика быстро обломаем: на термо регулирующем вентиле всегда происходит заужение:
 kenguraha: Хотелось бы иметь возможность регулировать теплоотдачу радиатора. Какие варианты для этого есть, учитывая диаметр стояка?
kenguraha: Хотелось бы иметь возможность регулировать теплоотдачу радиатора. Какие варианты для этого есть, учитывая диаметр стояка?- чисто конструктивно — дополнительное гидравлическое сопротивление:
- В максимально открытом состоянии пропускает в 3 раза меньше воды, чем полнопроходной кран.
И на старуху бывает проруха : оказывается есть в продаже клиновая задвижка — полнопроходная.- Полная регулировка от 100% до 0% (весь спектр и без заужений).
- Резюме : австралийская прыгучая кенгуряха лучше соображает в:
Фото реального монтажа: Минский чугунный радиатор — классика.
Заказ выполнен в стиле ностальжи: «котельная из совка» — все мы сделаны в СССР .
- Краны и вентили, изгибы труб и никакого современного биметалла : все специально подобрано по дизайну той эпохи.
Инопланетная батарея из другой галактики — небесного, космического оттенка.-
Блатной, элитный радиатор «голубых кровей» — фанаты акриловых ванн такое не понимают. - А любители полипропилена (целофанновых прослоек) на отоплении — вообще плеваться будут.

Износ деталей и методы восстановления
Требующую ремонт арматуру демонтируют, промывают и в собранном виде отправляют на ремонтное предприятие. Здесь ее разбирают и устанавливают дефекты.
Наиболее распространенными причинами выхода запорной арматуры из строя является нарушение герметичности вследствие коррозии, забоин, вмятин инородных тел на уплотняющих поверхностях, а также деформации корпуса задвижки под действием внешних нагрузок и температурных деформаций .
Внутренняя полость корпуса осматривается для выявления раковин, трещин и других дефектов. Несквозные дефектные места в корпусе разделывают на всю глубину до чистого металла.
Перед разделкой трещин на их концах сверлят отверстия диаметром 8-10 мм. Кромки, прилегающие к местам вырубки, зачищаются напильником и металлической щеткой.
После протравливания 10% раствором азотной кислоты трещины завариваются электродуговой сваркой и термически обрабатываются.
При осмотре деталей затвора проверяют плотность запрессовки уплотнительного кольца (седла) в корпусе и чистота его поверхности. На наличие забоин, задиров, царапин и других повреждений проверяются затвор (шибер, диски), шпиндель, втулка, полости сальниковой коробки, грунд букса и крепёжные детали. Поврежденные детали выбраковываются и восстанавливаются.
Различные раковины, каверны, задиры и другие повреждения уплотнительных поверхностей устраняются путём обточки, шлифовки и притирки на станке.
На уплотнительный поверхности дефекты глубиной более 0,5 мм устраняются предварительной разделкой дефектного места и наплавкой на него металла с последующей обработкой .
Если глубина повреждений менее 0,5 мм , то проводится шлифовка абразивным кругом и притирка.
Не плотности между корпусом и седлом устраняются в зависимости от типа крепления. Если седло закреплено в корпусе запрессовкой, то оно вытачивается из корпуса и заменяется новым, которое приваривается к корпусу с предварительной разделкой места посадки.
Если седло посажено на резьбе, то его вывинчивают с помощью специальных ключей и приспособлений. При наличии нормально сохранившейся резьбы ввертывается новое седло тем же приспособлением, но с большим усилием затяжки.
Если резьба под седло имеет значительный износ, то оно растачивается на больший размер с одновременной расточкой под сварку.
На это место запрессовывается и приваривается новое кольцо. Если кольца вварены в задвижку, то проточка их осуществляется на токарном станке в специальном приспособлении, где за одну установку протачиваются обе поверхности.
После этого корпус задвижки поступает на шлифовку и притирку колец. Обе стороны клина в этом случае наплавляются и протачиваются в приспособлении за одну установку. Подгонка клина осуществляется по корпусу задвижки на горизонтально — заточном и притирочном станках.
Обработка уплотнительных колец клиновых задвижек может проводиться не только на токарном, но и горизонтально — расточном станке.
Перед ремонтом шпиндель очищают от следов старой сальниковой набивки, нагара и грязи, промывают в керосине или бензине. Уплотнительная поверхность шпинделя должна быть зеркально гладкой.
Не глубокие вмятины и задиры, глубиной более 0,08 — 0,15 мм устраняются притиркой пастой ЕОИ или шлифовальными порошками, разведенными в масле.
Внутренняя поверхность деталей, сопрягаемых со шпинделем, так же проверяется на чистоту и отсутствие овальности. Одно из трудоёмких операций при ремонте арматуры является притирка уплотнительных поверхностей. Притирка плоских деталей арматуры (седла, клинья) осуществляется на плите.
Притирка может осуществляться как вручную, так и механическим способом. Конструкция притиров выбирается в зависимости от формы притираемых поверхностей и величины условного прохода.
При механической притирке уплотняющих поверхностей используются притирочные станки или приспособление к сверлильным станкам.
Притирочные станки имеют возвратно — вращательное движении притира с опережающим его вращением в одном направлении. В притирочную пасту вводится электрокорунд или карбид кремния различной зернистости. Притирку проводят до светло — матового цвета уплотнительных поверхностей.
Применяемой на практике способ проверки «на карандаш» заключается в том, что на подготовленных поверхностях плашек, клина или пробки( для кранов) наносят тонкие поперечные риски. Если после сопряжения притираемых поверхностей и их взаимного перемещения риски везде окажутся стёртыми, то считают, что достигнута хорошая притирка.
После замены прокладки и сальниковой набивки собранная задвижка поступает на испытания готовой продукции.
Adblockdetector
Технология демонтажа и ремонта задвижек

Ремонт задвижек относится к обязательным процедурам, сопровождающим процесс эксплуатации подобных устройств. Ведь в конструкции задвижек имеются подвижные элементы, следовательно, такая запорная арматура нуждается, как минимум, в периодической замене подобных узлов.
Кроме того, задвижка может выйти из строя и по другим причинам. Поэтому в данной статье мы рассмотрим типичные угрозы функциональности устройства и способы их устранения путем периодического или капитального ремонта задвижки.
Причина неисправности задвижек
Конструкция задвижек предполагает, что в процессе эксплуатации узел может утратить работоспособность из-за следующего стечения обстоятельств:
- Потери герметичности в стыковочном узле корпус-трубопровод.
- Потери герметичности в стыковочном узле шпиндель-сальник.
- Потери герметичности в стыковочном узле заслонка-корпус.
Причиной утечек между корпусом задвижки и торцом трубы является либо монтажный брак, либо утечка вследствие деформации уплотнительной прокладки, герметизирующей стык. Диагностика такой поломки проводится визуально: о необходимости выполнить ремонт задвижек – чугунных, стальных или полимерных – без разницы, сигнализирует течь в зоне стыка корпуса и трубопровода.
Причиной внутренней утечки в зоне заслонки является применение задвижек арматуры в трубопроводах, транспортирующих сильно загрязненный поток, частички которого деформируют уплотнительные кольца запора.
Кроме того, частички могут оседать на внутренних стенках корпуса, тем самым препятствуя плотному контакту с затвором арматуры. Такую поломку диагностировать очень сложно.
Ведь выявить внутренние неисправности в узле можно только по косвенным признакам – наличию скачков давления в перекрытом трубопроводе.
Технология ремонта задвижек зависит от типа поломки. Ведь внешние утечки (в зоне корпус-труба и шпиндель-сальник) диагностируют и устраняют с помощью совершенно иных действий, чем утечки внутренние (в зоне корпус-заслонка).
Ремонт и демонтаж задвижек арматуры
Для сохранения уровня ремонтопригодности магистрали, очень важно своевременно выполнять все ремонтные работы в узлах запорной арматуры. В ином случае стоимость работ по восстановлению задвижек арматуры увеличится на несколько порядков.
Процесс разборки-сборки выглядит следующим образом:
- В самом начале демонтируется маховик, из которого извлекается ходовая гайка.
- Далее из крышки корпуса вывинчиваются стопорные винты крышки сальника. Если поломка связана с узлом – шпиндель сальник, то после удаления крышки нужно просто демонтировать уплотнитель и заменить его новым, неповрежденным узлом.
- После демонтажа (и, если нужно, замены) сальника необходимо разобрать фланцевое соединение на стыке корпуса и его крышки. Для этого из посадочных отверстий в корпусе выкручиваются монтажные винты крышки.
- Сняв крышку можно извлечь из корпуса шпиндель и втащить из седла заслонку. На этом этапе можно выполнить чистку заслонки и седла корпуса, попутно заменив уплотнительные элементы. Кроме того, очень часто заслонку просто меняют на новую деталь, аналогичной формы. Ведь все узлы задвижек стандартны, следовательно, проблем с подбором работоспособного элемента у слесаря быть не может.
- Заменив или отреставрировав заслонку можно приступать к сборке задвижки, которую выполняют в обратном порядке.
Указанную операцию можно провести и на отсоединенной заслонке, и на арматуре, вмонтированной в трубопровод. А вот для замены прокладок или устранения ошибок на стыке корпуса и трубы нам придется, в обязательном порядке, демонтировать все устройство, с последующей разборкой-сборкой и установкой арматуры в трубопровод.
По завершению ремонтных работ слесарь должен протестировать устройство на работоспособность. То есть, отремонтированная задвижка должна запирать трубопровод, полностью прекращая течение жидкости в магистрали.
Контрольным прибором, в данном случае является обычный манометр, который должен зафиксировать падение давления в трубе, расположенной ниже (по направлению течения потока) задвижки.
Ремонт задвижек
Такие устройства запорной арматуры, как задвижки, присутствуют в большинстве трубопроводных систем и во многом определяют их надёжную и безопасную эксплуатацию. По этой причине регулярное обслуживание и ремонт задвижек существенно важны для обеспечения эксплуатационной пригодности трубопроводных систем.
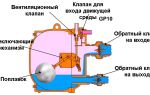
Рис. 1
Неисправности задвижек
Типовая конструкция задвижек с выдвижным Шпинделем показаны: дисковой на Рис. 1, клиновой на Рис. 2.
- Перечислим наиболее часто встречающиеся неисправности задвижек:
- 1) Течь в соединении корпус-трубопровод или течь из-под крышки;
2) Течь из сальника по шпинделю;
3) Неполное перекрытие потока;
4) Маховик невозможно повернуть штатно (вручную); - 5) Вращение саховика не приводит к открытию потока.
Рис. 2
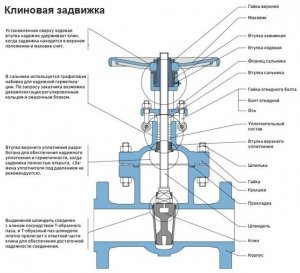 Рис. 2
Рис. 2 Ремонт чугунной задвижки
Техническое обслуживание задвижки или её ремонт возможны только при полном отключении трубопровода от тока рабочей жидкости, в котором она установлена.
При этом давление внутри этого трубопровода должно быть выравнено с давлением окружающей среды. К проведению таких работ может быть допущен только опытный персонал, имеющий соответствующую квалификацию и допуски.
Можно рекомендовать следующую методику проведения технического обслуживания задвижки:
- 1) Раз в месяц полностью закрывать и открывать задвижку с целью очистки трущихся поверхностей от возможных загрязнений;
2) Обеспечить постоянное наличие смазки на выдвижном шпинделе;
3) Раз в неделю проверять отсутствие течи сальникового уплотнения шпинделя; - 4) Не допускать при эксплуатации задвижки промежуточного положения затвора.
Ремонт чугунной задвижки с выдвижным и невыдвижным шпинделем будет несколько отличаться по рекомендациям. Приведём эти рекомендации по каждому виду неисправности, перечисленному выше.
Течь в соединении корпус-трубопровод или течь из-под крышки
- Причиной течи могут быть:
- 1) Ослабление болтов или шпилек соединения фланцев корпуса задвижки с фланцами трубопровода или соединения фланцев крышки и корпуса;
2) Износ уплотняющей прокладки; - 3) Коррозионное изъязвление уплотняемой поверхности фланцев.
Для проведения ремонта необходимо разъединить фланцевое соединение. Осмотреть уплотняющую прокладку и при её износе заменить.
Если не обнаружено коррозионного изъязвления поверхности фланцев, то установить вновь соединительные болты или шпильки и равномерно затянуть их по периметру фланцев рекомендуемым по технической документации моментом затяжки.
В случае обнаружения коррозионного изъязвления уплотняемой поверхности фланцевнеобходимо принять решение о замене корпуса или крышки, а может, и задвижки в целом.
Течь из сальника по шпинделю
- Причиной течи могут быть:
- 1) Ослабление болтов затяжки фланца сальника;
2) Старение уплотнительного состава с потерей его пластичности; - 3) Образование на уплотняемой поверхности шпинделя коррозионного изъязвления или накипи.
Для проведения ремонта необходимо открутить гайки крепления фланца сальника и поднять его вверх по шпинделю. Убедиться в функциональном состоянии набивки сальника. Если она потеряла эластичность, высохла, имеет разрывы, задиры – заменить.
Для задвижек с выдвижным шпинделем необходимо также осмотреть уплотняемую поверхность шпинделя, для чего, возможно, придётся открутить гайки крепления крышки и поднять крышку вверх по шпинделю для обеспечения полного обзора его уплотняемой поверхности.
При наличии накипи на уплотняемой поверхности – зачистить до чистого металла без повреждения последнего. При обнаружении коррозионных изъязвлений шпиндель заменить.
После выполнения указанных операций выполнить обратный монтаж отсоединённых и/или заменённых деталей с затягиванием гаек резьбовых соединений рекомендуемыми по технической документации моментами затяжки.
Неполное перекрытие потока
- Причиной неполного перекрытия потока могут быть:
- 1) Накипь на контактирующих поверхностях затвора и корпуса;
2) Механические повреждения контактирующих поверхностей затвора и корпуса в виде царапин или коррозионных изъязвлений; - 3) Износ контактирующих поверхностей затвора и корпуса (особенно это касается «обрезиненых» конструкций).
Для проведения ремонта необходимо произвести демонтаж задвижки для извлечения затвора (цельного или составного клина или диска) и провести осмотр контактирующих поверхностей затвора и седла корпуса. После очистки обнаруженной накипи и/или следов ржавчины необходимо оценить износ контактирующих поверхностей и величину механических и/или коррозионных повреждений. В случае возможности ремонта для «необрезиненных» конструкций произвести взаимную притирку контактирующих поверхностей затвора и седла алмазосодержащими пастами. Для повреждённых «обрезиненных» уплотняющих поверхностей лучше всего произвести замену деталей, т.к. их качественный ремонт возможен только в заводских условиях.
После ремонта произвести обратный монтаж задвижки с затягиванием гаек резьбовых соединений рекомендуемыми по технической документации моментами затяжки.
Маховик невозможно повернуть штатно (вручную)
Причиной невозможности проворачивания маховика является, как правило, заклинивание затвора образовавшейся накипью вследствие отсутствия регулярного обслуживания задвижки. Для устранения этой неисправности необходимо открутить гайки крепления крышки и снять её.
Извлечь затвор и произвести очистку контактирующих поверхностей затвора и седла корпуса от накипи до чистого металла без повреждения последнего. При необходимости произвести притирку контактирующих поверхностей, как это было описано выше.
После ремонта произвести обратную сборку задвижки с затягиванием гаек резьбовых соединений рекомендуемыми по технической документации моментами затяжки.
Вращение маховика не приводит к открытию потока
- Возможные причины:
- 1) В задвижках с выдвижным шпинделем:
а) износ или разрушение элементов соединения шпиндель-затвор;
б) срыв или износ резьбы втулки (гайки) ходовой;
в) срез или износ шпонки соединения маховик–втулка (гайка) ходовая. - 2) В задвижках с невыдвижным шпинделем – срыв или износ резьбы в ходовой гайке затвора.
Для проведения ремонта задвижки с выдвижным шпинделем сначала необходимо проверить подъём шпинделя при вращении маховика. Если шпиндель выдвигается, то значит соединение шпиндель-затвор изношено или разрушено. Наилучшей рекомендацией в этом случае будет демонтаж задвижки и замена изношенной или разрушенной детали.
В случае отсутствия подъёма шпинделя при вращении маховика необходимо снять маховик и убедиться, что шпонка соединения втулка (гайка) ходовая–маховик находится в функциональном состоянии. Если это так, то необходимо произвести дальнейший демонтаж и снять со шпинделя втулку (гайку) ходовую, убедиться в износе или разрушении её резьбы и произвести замену.
В случае среза или износа шпонки – шпонку заменить.
Для проведения ремонта задвижки с невыдвижным шпинделем необходимо снять крышку и убедиться, что резьба ходовой гайки затвора изношена или разрушена. Если возможна замена ходовой гайки – заменить, в противном случае заменить весь затвор в целом.
После этого, при необходимости, произвести притирку контактирующих поверхностей нового затвора и седла корпуса.
Ремонт клиновых задвижек
Ремонт клиновых задвижек имеет одну особенность. При повторных притирках контактирующих поверхностей клина и седла корпуса происходит «проседание» клина из-за уменьшения контактных габаритов клина и увеличения контактных габаритов седла корпуса.
Поэтому такой ремонт можно выполнить лишь несколько раз, после чего «просадка» клина не обеспечивает герметичного запирания потока.
В этом случае иногда применяют ремонтную технологию наплавки уплотнительных колец на седло корпуса с последующей расточкой и притиркой совместно с клином.
Испытание задвижек на герметичность необходимо производить после любого ремонта.При ремонтах в «полевых условиях», не связанных с полным демонтажом задвижки и выполнению работ в заводских условиях (притирка, «обрезинивание» уплотняющих поверхностей), перед вводом задвижки в эксплуатацию необходимо произвести несколько процедур:
Рис. 3 – Испытание задвижки на стенде.
1) Из задвижки необходимо удалить воздух, для чего ослабить болты обжима сальникаи при появления капель рабочей жидкости из-под сальника вновь зажать болты;
2) Протестировать устройство на герметичность. Для чего при рабочем давлении в системе закрыть задвижку. При этом течи по уплотнениям (сальник, фланцы) не допускаются.
Герметичность запирания задвижки необходимо контролировать по манометру, расположенному ниже по потоку после задвижки. Он должен зафиксировать падение давления в трубе после задвижки.При этом протечки через затвор допустимы и должны удовлетворять требованиям ГОСТ 9544—2005 «Арматура трубопроводная запорная.
Классы и нормы герметичности».
В случае ремонта задвижки в заводских условиях испытание задвижки на герметичность производится по методикам в соответствие с ГОСТ 53402-2009 «Арматура трубопроводная. Методы испытаний», ГОСТ 33257-2015 «Арматура трубопроводная.
Методы контроля и испытаний», ГОСТ 9544—2005 «Арматура трубопроводная запорная. Классыи нормы герметичности», эксплуатационной документацией на задвижку и технической документацией на стенд. Пример такого стенда показан на Рис. 3.
Техническое обслуживание арматуры
Главная / Техническая информация / Технические статьи / Хранение и транспортировка нефтепродуктов / Техническое обслуживание арматуры
Вся вновь устанавливаемая на объектах магистрального трубопровода арматура должна иметь:
- сертификаты соответствия, удостоверяющие ее соответствие требованиям Государственных стандартов и нормативных документов России;
- разрешение Ростехнадзора на право выпуска и применения данной продукции.
В процессе эксплуатации выполняется техническое обслуживание арматуры.
Задвижки.
Технологический режим работы задвижек с указанием вида управления (местное или дистанционное), перепада давления на них и максимального рабочего давления устанавливается на основании проектной документации.
Эксплуатация задвижек с полуприкрытым затвором запрещается. Исключением являются аварийные ситуации на НПС, когда задвижки непродолжительное время могут использоваться для дросселирования давления.
Дежурным персоналом раз в смену проводятся технические осмотры запорной арматуры, в ходе которых проверяются:
- герметичность фланцевых соединений и сальниковых уплотнений;
- плавность перемещения подвижных частей;
- исправность электропривода.
В рамках технического обслуживания раз в месяц выполняются следующие работы:
- мелкий ремонт арматуры, не требующий специальной остановки магистральных насосов (чистка наружных поверхностей, устранение подтеков масла, обслуживание площадок и т.д.);
- визуальная проверка состояния всех частей задвижек;
- проверка наличия смазки в редукторе электропривода и ее пополнение;
- проверка герметичности сальникового уплотнения и фланцевых соединений;
- проверка работоспособности электропривода (крепления клемм, защиты от перегрузок, срабатывания конечных выключателей и муфты ограничения крутящего момента);
- контроль герметичности затвора.
Для обеспечения герметичности фланцевых соединений два раза в год (весной и осенью) их обтягивают. Эта же процедура выполняется в случае обнаружения течи во фланцевом соединении.
Обтяжка фланцевых соединений задвижек должна выполняться при давлении, сниженном до безопасного уровня. Необходимо иметь в виду, что перед обтяжкой фланцевого соединения корпуса и крышки клиновой задвижки необходимо приоткрывать клин во избежание повреждения резьбовой втулки.
Определение крутящего момента электропривода задвижки осуществляется измерением величины силы тока его электродвигателя. Его величина не должна превышать номинальное значение более чем на 10%.
При проведении сезонного технического обслуживания 1 раз в 6 месяцев производится контроль герметичности затвора задвижек. Его совмещают с плановыми остановками магистрального трубопровода и НПС.
Для контроля герметичности затвора создается перепад давления, равный 0,1-0,2 МПа при избыточном давлении не менее 0,4 МПа. Критериями оценки герметичности являются изменение давления в отсеченных участках трубопровода и наличие шума протечек перекачиваемой жидкости через затвор.
Изменение давления в отсеченном участке трубопровода контролируется по показаниям манометров (не ниже первого класса точности с ценой деления не более 0,05 МПа) не менее чем за 30 мин. Затвор считается негерметичным, если за полчаса изменение давления составит 0,1 МПа и более.
Регистрация шума протечек перекачиваемой жидкости через затвор осуществляется акустическими приборами (течеискателями, шумомерами).
Фиксация такого шума в задвижках узла подключения НПС к магистральному трубопроводу, нагнетательных и всасывающих линий магистральных насосов (агрегатные задвижки), камеры пуска и приема СОД, приемо-раздаточных патрубков резервуаров свидетельствует о негерметичности затвора. В остальных случаях протечки не должны превышать допустимой величины, определяемой классом герметичности задвижек.
Критериями их неработоспособности являются:
- неустранимые дополнительной подтяжкой утечки через сальниковые уплотнения и фланцевые соединения;
- протечки перекачиваемой среды в затворе, превышающие допустимую величину;
- заклинивание подвижных частей задвижек при открытии и закрытии арматуры;
- увеличение времени срабатывания сверх допустимого;
- выход электропривода из строя.
Неработоспособные задвижки подвергаются ремонту.
Сведения о способах устранения их возможных неисправностей приведены в таблице ниже.
Возможные неисправности задвижек ж способы их устранения
| Неисправность | Возможные причины | Способы устранения |
| Пропуск среды при закрытой задвижке |
|
Разобрать задвижку, очистить, притереть или заменить уплотнительные кольца. Увеличить усилие на маховике до расчетного. Проверить настройку муфты крутящего момента. Проверить напряжение на вводе. Проверить техническое состояние электродвигателя. Разобрать задвижку и удалить осадок |
| Пропуск среды через соединение корпуса с крышкой |
|
|
| Пропуск среды через сальник |
|
|
| Перемещение затвора с задержками или при увеличенном моменте |
Повреждены направляющие клина или дисков. Образование осадка твердых частиц или смолы на направляющих |
Разобрать задвижку и устранить повреждение. Разобрать задвижку и удалить осадок |
| Увеличенный момент на маховике, необходимый для закрывания | Отсутствует смазка в подвижных сопряжениях | Смазать подвижные сопряжения |
| Не срабатывает электропривод | Отсутствует питание электропривода | Проверить и исправить линию питания электропривода |
Регуляторы давления. При техническом обслуживании регуляторов давления, которое выполняется обслуживающим персоналом раз в месяц, выполняются следующие работы:
- наружный осмотр с целью проверки герметичности корпуса и соединений;
- проверка герметичности сальниковых уплотнений и при необходимости их подтяжка;
- контроль целостности и исправности вала, рычагов привода, а также редуктора;
- проверка наличия смазки в электроприводе и редукторе (при необходимости — пополнение);
- проверка и подтяжка контактных соединений электропривода.
Для блока регуляторов давления в целом производятся:
- контроль точности и синхронности срабатывания заслонок;
- проверка функционирования системы подогрева блока.
Предохранительные клапаны.
- Целостность корпуса предохранительных клапанов может быть нарушена вследствие коррозии, усталостных явлений, повышения допустимого давления.
- Из-за повреждения уплотнительных поверхностей или посторонних предметов на них, нарушения соосности деталей клапана и других причин возможен пропуск перекачиваемой жидкости через затвор клапана при давлении, меньшем, чем расчетное.
- Вследствие чрезмерно большого расхода сбрасываемой жидкости, а также отложений на поверхности подводящего трубопровода или патрубка может иметь место пульсация — быстрое и частое закрытие и открытие предохранительного клапана.
- Наконец, предохранительный клапан может просто не срабатывать при заданном установочном давлении вследствие неправильно отрегулированной или слишком жесткой пружины, а также повышенного трения в направляющих золотника.
- Поэтому в объем технического обслуживания предохранительных клапанов входят:
- внешний осмотр с целью определения целостности корпуса;
- проверка срабатывания клапана при заданном давлении;
- контроль герметичности и пульсаций.
Техническое обслуживание предохранительных клапанов выполняется обслуживающим персоналом 2 раза в смену.
Обратные клапаны.
Аналогично задвижкам техническое обслуживание обратных клапанов выполняется обслуживающим персоналом раз в смену и включает:
- проверку герметичности уплотнений (с устранением обнаруженных утечек);
- контроль работоспособности демпфирующих устройств и их восстановление;
- очистку наружной поверхности.
Контроль герметичности обратных клапанов производится раз в год аналогично задвижкам. Она должна соответствовать величинам, приведенным в таблице ниже.
Нормы герметичности обратных клапанов
| Условное давление, МПа | Допустимый расход протечки (см3/мин) при условном проходе обратных клапанов Ду (мм) | |||
| 300-400 | 500-700 | 800-1000 | 1200 | |
| Менее 4 | 25 | 45 | 80 | 150 |
| 4 и выше | 12 | 20 | 40 | 80 |
Надежная эксплуатация электропривода обеспечивается:
- поддержанием его узлов и деталей в рабочем состоянии;
- тщательным креплением привода к арматуре, электродвигателя к редуктору, путевого выключателя к приводу;
- своевременным срабатыванием конечных выключателей и муфты ограничения крутящего момента;
- качественной смазкой его трущихся деталей.
Поэтому при техническом обслуживании электропривода производится визуальная проверка состояния электропривода и подводящих кабелей, состояния и крепления клемм электродвигателя, проверка защиты электродвигателя от перегрузок, проверка срабатывания конечных выключателей и их ревизия, проверка срабатывания муфты ограничения крутящего момента, а также проверка наличия смазки в подшипниках и редукторе и ее пополнение.
Основные неисправности электроприводов и способы их устранения приведены в таблице ниже.
Возможные неисправности электроприводов и способы их устранения
| Проявление неисправности | Возможные причины | Способы устранения |
| Ручное управление | ||
| При переключении привода на ручное управление маховик вращается вхолостую | Кулачки муфт не сцепляются; кулачки муфт сломаны; лопнула головка штока или тяги; сорвана шпонка на шлицевом валу червяка или на маховике | Снять узел ручного управления, проверить сцепление муфт и шестерен |
| При переключении привода с электрического и обратно тяга не перемещается или ходит туго |
Штифты задевают за стенки пазов червяка; заедание штока или тяги в направляющих; сломана пружина. Заедание кулачковых муфт на валу червяка |
Снять и осмотреть узел ручного управления и блокировки, проверить состояние штифтов и пружины. Проверить состояние кулачковых муфт червяка и шпонок на нем |
| Усилие на маховике возрастает настолько, что невозможно открыть или закрыть задвижку | Заедание подвижных частей арматуры или электропривода | Вращая маховик в обратную сторону, повторить закрывание или открывание. Если заедание не ликвидируется, выяснить причину и устранить неисправность |
| Во время хода стрелка указателя не вращается |
Неисправность передачи от приводного вала привода к кулачковому валику путевого выключателя. Ослаб винт, стопорящий диск со стрелкой |
Проверить передачу. Открыть указатель, снять стекло и подтянуть стопорный винт |
| Электрическое управление | ||
| При нажатии на пусковые кнопки электродвигатель не вращается |
|
|
| При нажатии на пусковые кнопки двигатель вращается вхолостую, а электропривод стоит |
|
|
| В крайних положениях запорного органа арматуры сигнальные лампы не горят |
|
Заменить лампы. Проверить цепь управления. Проверить по местному указателю положение запорного органа и пустить привод, нажав соответствующую кнопку |
| Одновременно горят лампы «Закрыто» и «Открыто» | Замыкание между проводами, идущими к путевому выключателю | Отключить от путевого выключателя сигнальные провода и устранить замыкание |
| Во время хода электропривода в сторону закрывания загорелась лампа ЛМ и электродвигатель отключился | Заедание подвижных частей арматуры или привода | Выяснить причину заедания и устранить |
| При пуске электропривода с двусторонним ограничением крутящего момента из положения полного закрытия в сторону открывания проход арматуры не открывается и загорается лампа ЛМ | Недостаточный крутящий момент в сторону открывания, срабатывает муфта ограничения крутящего момента | Поджать пружину муфты в сторону открывания |
| При достижении положения «Закрыто» электродвигатель автоматически не отключается |
Ослаб кулачок закрытия. Неисправность выключающего механизма муфты ограничения крутящего момента |
Проверить настройку кулачков и исправность микропереключателей и, если, нужно, заменить неисправный. Отрегулировать муфту, проверить исправность и, если нужно, заменить микропереключатель |
| При достижении положения «Открыто» электродвигатель автоматически не отключается |
Ослаб кулачок открывания. Неисправен микропереключатель |
Проверить настройку и произвести регулировку в положении «Открыто». Проверить и, если нужно, заменить микропереключатель |
| Недопустимые протечки среды между уплотнительными поверхностями арматуры |
|
|