Подробности Категория: Инженерная графика
Автор видеоурока: к.пед.н., доцент кафедры ИГиСАПР Кайгородцева Н.В.
В машиностроении, приборостроении и других отраслях промышленности широкое распространение получили разъемные соединения деталей машин, осуществляемые с помощью резьбы различных профилей (треугольного, трапецеидального, прямоугольного и др.).
В основе образования резьбы лежит принцип получения винтовой линии. Если на поверхности цилиндра или конуса прорезать канавку по винтовой линии, то режущая кромка резца образует винтовую поверхность, характер которой зависит от формы режущей кромки.
Образование винтового выступа можно представить как движение треугольника, трапеции, квадрата по поверхности цилиндра или конуса так, чтобы все точки фигуры перемещались по винтовой линии (рис. 248).
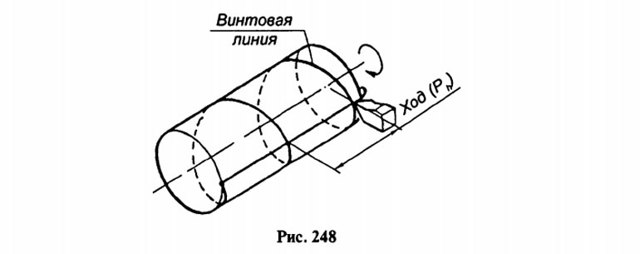
Резьба — это поверхность, образованная при винтовом движении произвольного плоского контура по цилиндрической или конической поверхности.
Признаки классификации и виды резьбыРезьбу треугольного профиля нарезают обычно на деталях, предназначенных для скрепления, и поэтому ее называют крепежной резьбой.Резьбы иных профилей, по преимуществу трапецеидальные и прямоугольные, относятся к ходовым резьбам (резьба на валу для передвижения суппорта токарного станка, резьба на винте машинных тисков, домкратов и др.).
Виды резьбы классифицируются по следующим признакам:по форме поверхности:• цилиндрическая резьба, образованная на поверхности цилиндра,• коническая резьба, образованная на поверхности конуса;по характеру поверхности:• наружная резьба, образованная на наружной поверхности цилиндра или конуса.
В резьбовом соединении наружная резьба является охватываемой поверхностью и наносится на болте (винте идр.),
• внутренняя резьба, образованная на внутренней поверхности цилиндра или конуса. В резьбовом соединении внутренняя резьба является охватывающей поверхностью, она наносится на поверхности отверстия в гайке (гнезде и др.);
по направлению резьбы:• правая резьба, образованная контуром, вращающимся по часовой стрелке и перемещающимся вдоль оси в направлении от наблюдателя (подъем винтового выступа на видимой (передней) стороне идет слева направо),• левая резьба, образованная контуром, вращающимся против часовой стрелки и перемещающимся вдоль оси в направлении от наблюдателя (подъем винтового выступа идет справа налево);по числу заходов (выступов и канавок):• однозаходная резьба, образованная одной винтовой ниткой (рис. 249, а),
• многозаходная резьба, образованная двумя, тремя и т.д. винтовыми нитками (рис. 249, б, в).
Винтовая нитка — это выступ винтовой резьбы, образованный одним профилем.Число заходов резьбы — число ниток, образующих резьбу.Многозаходные винты образуются, если по поверхности перемещаются одновременно два, три и более плоских профиля, равномерно расположенных по окружности относительно друг друга (рис. 249).
На рисунке 250 представлена обобщенная схема типов резьб.
Параметры резьбы
Основными параметрами резьбы (рис. 251) являются:
- • наружный диаметр резьбы d (D) — диаметр воображаемого цилиндра (конуса для конической резьбы), описанного вокруг вершин наружной резьбы или впадин внутренней. Обычно он равняется номинальному диаметру и используется при обозначении резьбы;
- • средний диаметр резьбы d2 (D2) — диаметр воображаемого соосного с резьбой цилиндра, пересекающего витки резьбы таким образом, что ширина выступов резьбы и ширина впадин оказываются равными;
- • внутренний диаметр резьбы d1 (D1);
• шаг резьбы Р — расстояние между соответствующими точками двух соседних витков, измеренное параллельно оси резьбы (для конической резьбы — проекция на ось резьбы отрезка, соединяющего соседние вершины профиля резьбы);
• ход резьбы Ph — расстояние между соответствующими точками на поверхности винтовой нитки за один оборот контура, измеренное параллельно оси резьбы. Для однозаходной резьбы величина хода винта Ph равна шагу Р (см. рис. 249, а). Для двух и трехзаходных винтов величина хода соответственно равняется 2Р — для двухзаходного винта (см. рис. 249, б) и ЗР — для трехза-ходного (см. рис. 249, в);
• угол профиля а образуется боковыми сторонами профиля;• высота исходного профиля Н получается при продолжении боковых сторон остроугольного профиля до пересечения;• высота профиля, равная (5/8)H — расстояние между выступом и впадиной профиля в направлении, перпендикулярном оси резьбы.
Типы резьбы
Основные типы резьбы, обозначения и примеры нанесения обозначений на чертежах приведены в табл. 6.
Резьба метрическая. Профиль метрической резьбы (ГОСТ 9150— 2002) представляет собой равносторонний треугольник с углом профиля, равным 60°. Форма впадины резьбы может быть как плоско-срезанной, так и закругленной. Стандартом установлены размеры метрической резьбы для диаметров от 1 до 600 мм.
Метрическая резьба подразделяется:• на резьбу с крупным шагом;• резьбу с мелким шагом.Шаг и глубина метрической резьбы с мелким шагом меньше, чем резьбы с крупным шагом при одном и том же наружном диаметре.
Резьбы с мелким шагом применяются в тонкостенных соединениях для увеличения их герметичности, для осуществления регулировки в приборах точной механики и оптики, в целях увеличения сопротивляемости деталей самоотвинчиванию.
Резьба дюймовая (в табл. 6 не указана). Резьба дюймовая имеет треугольный профиль с углом у вершины в 55°.
Применение дюймовой резьбы в новых разработках не допускается. Дюймовая резьба применяется при ремонте оборудования, поскольку в эксплуатации находятся детали с дюймовой резьбой. Изготовляется с наружным диаметром от 3/16″ до 4″.
Основными параметрами дюймовой резьбы являются наружный диаметр в дюймах и число шагов на дюйм длины нарезанной части детали. На чертеже она обозначается наружным диаметром, выраженным в дюймах, например: 1″; 1 1/3”; 2″.
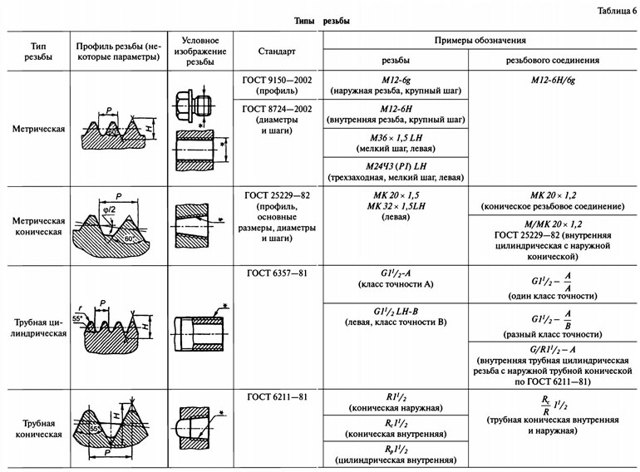
Резьба трубная цилиндрическая. Угол профиля равен 55°. Профиль резьбы выполняется с закруглениями. Изготовляется она диаметром от 1/8 до 6″ при числе ниток на 1″ от 28 до 11.
Номинальный диаметр трубной резьбы условно отнесен к внутреннему диаметру трубы (Dy — условный проход).
Трубная цилиндрическая резьба применяется для соединения труб, арматуры, трубопроводов и других тонкостенных деталей (пробки, заглушки и др.).
Резьба трубная коническая. Конусность равна 1:16. Профиль резьбы — равнобедренный треугольник с углом при вершине 55° и закругленной вершиной.
Наружный диаметр в среднем сечении по длине резьбы на трубе (в основной плоскости, перпендикулярной к оси резьбы) равен наружному диаметру цилиндрической трубной резьбы того же размера (рис. 252).
На эту резьбу ГОСТ устанавливает размеры диаметров от 1/16″ до 6″.
В трубных соединениях коническая резьба на трубе может применяться в сочетании с цилиндрической трубной резьбой в муфте, т.е. коническая резьба — трубы, цилиндрическая — муфты.Применяется резьба для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов машин и станков.Трубная коническая резьба обозначается буквами:• R — коническая наружная;
• Rc — коническая внутренняя;
• Rp — цилиндрическая внутренняя.
Резьба коническая дюймовая с углом профиля 60° (ГОСТ 6111—52). Применяется для диаметров от 1/16” до 2″ для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов, машин и станков.
Резьба трапецеидальная. Профиль резьбы — равнобочная трапеция с углом 30° между боковыми сторонами. Трапецеидальная резьба может быть однозаходной и многозаходной, правой и левой. Трапецеидальная резьба (ГОСТ 9484—81) предусмотрена для диаметров от 8 до 640 мм.
Эта резьба служит для преобразования движения (в ходовых винтах станков, винтах суппортов, штурвальных винтах, грузовых винтах и т.п.).
Резьба упорная. Имеет профиль трапеции, одна из сторон которой наклонена на 30°, а вторая — на 3° к нормали, проведенной к оси резьбы (см. табл. 6). Упорная резьба диаметром от 10 до 600 мм выполняется по ГОСТ 10177-82.
Упорная резьба применяется в механизмах с большим осевым усилием (в винтовых прессах, в нажимных винтах прокатных станов и т.п.).
Резьба круглая (ГОСТ 13536—68). Профиль круглой резьбы образован дугами, связанными между собой участками прямой линии. Угол между сторонами профиля 30° (см. табл. 6).
Резьба имеет ограниченное применение — для санитарно-технической арматуры: для шпинделей вентилей смесителей, водопроводных кранов, в отдельных случаях для крюков подъемных кранов, а также в условиях воздействия агрессивной среды.
Прямоугольная резьба не стандартизована, так как наряду с преимуществами, заключающимися в более высоком коэффициенте полезного действия, чем у трапецеидальной резьбы, она менее прочна и сложнее в производстве. Применяется при изготовлении винтов, домкратов и ходовых винтов.
При изображении прямоугольной резьбы рекомендуется вычерчивать местный разрез, на котором проставляют необходимые размеры.
Специальные резьбы. Если резьба имеет стандартный профиль, но отличается от соответствующей стандартной резьбы диаметром или шагом, то резьба называется специальной. В этом случае к обозначению резьбы добавляется надпись Сп, а в обозначении резьбы указываются размеры наружного диаметра и шага резьбы, например: Сп. М19 х 1,5.
Определение резьбы при съемке с натуры
Для определения основных параметров резьбы производится ее обмер. Обмер резьбы включает в себя определение:• шага резьбы — для метрической резьбы и числа шагов на дюйм — для резьбы, имеющей профиль дюймовой резьбы;
• наружного диаметра (для стержня) и внутреннего (для отверстия).
Шаг резьбы и число шагов на дюйм определяют с помощью резьбомеров — набора шаблонов. На каждом шаблоне указано или определенное значение шага резьбы, или значение числа шагов на дюйм.
Шаблон подбирается таким образом, чтобы одна из пластин резьбомера полностью входила во впадины резьбы.
Шаг резьбы или число шагов на дюйм определяется при совпадении профиля шаблона с профилем резьбы надетали по маркировке на шаблоне (рис. 253).
Наружный диаметр (для стержня) и внутренний (для отверстия) определяют с помощью штангенциркуля (рис. 254).
Сопоставляя данные обмера с табличными в соответствующих стандартах для данного типа резьбы, установив направление витков резьбы (правое или левое) и число заходов, получаем исходные данные для обозначения резьбы.
Изображение резьбы на чертежах
При изображении резьбы на чертежах всех отраслей промышленности и строительства в соответствии с ГОСТ 2.311—68 принята условность, когда винтовую линию заменяют двумя линиями — сплошной основной и сплошной тонкой. При этом изображение наружной и внутренней резьбы имеет следующие особенности.
Наружная резьба. На стержне резьба изображается сплошными основными линиями по наружному диаметру и сплошными тонкими — по внутреннему.
На изображениях, полученных проецированием на плоскость, параллельную оси стержня, сплошную тонкую линию по внутреннему диаметру резьбы проводят на всю длину резьбы без сбега (рис. 255). Сплошная тонкая линия изображения резьбы на стержне должна пересекать линию границы фаски.
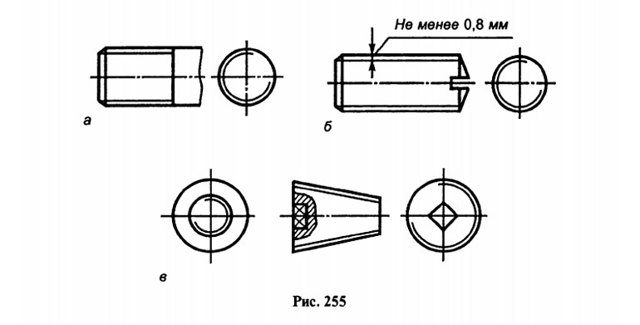
На видах, полученных проецированием на плоскость, перпендикулярную к оси стержня, по внутреннему диаметру резьбы проводят дугу, приблизительно равную 3/4 окружности, разомкнутую в любом месте (не допускается начинать сплошную линию и заканчивать ее на осевой линии). Расстояние между тонкой линией и сплошной основной не должно быть меньше 0,8 мм и больше шага резьбы. Фаска на этом виде не изображается.
Внутренняя резьба. В отверстии резьбу изображают сплошными основными линиями по внутреннему диаметру резьбы и сплошными тонкими линиями — по наружному диаметру (рис. 256). Резьба, показываемая как невидимая, должна изображаться штриховыми тонкими линиями одинаковой толщины по наружному и по внутреннему диаметрам.
На разрезах, полученных проецированием на плоскость, параллельную оси отверстия, сплошная тонкая линия по наружному диаметру резьбы проводится на всю длину резьбы без сбега.
На изображениях, полученных проецированием на плоскость, перпендикулярную к оси отверстия, по наружному диаметру резьбы проводят дугу, приблизительно равную 3/4 окружности, разомкнутую в любом месте.
Фаску на этом виде не изображают.
Линию, определяющую границу резьбы, наносят на стержне и в отверстии с резьбой в конце полного профиля резьбы (до начала сбега). Границу резьбы проводят до линии наружного диаметра резьбы и изображают сплошной основной линией, перпендикулярной к оси резьбы, если она видна (рис. 257, а, б), и штриховой тонкой, если резьба изображена как невидимая (рис. 257, в).
Штриховку в разрезах и сечениях проводят до линии наружного диаметра резьбы на стержне и до линии внутреннего диаметра в отверстии, т.е. в обоих случаях до сплошной толстой основной линии (рис. 256—258).
Сбег резьбы (см. рис. 258) при необходимости изображают сплошной тонкой линией. Из технологических соображений на части стержня может быть осуществлен недовод резьбы. Суммарно недовод резьбы и сбег представляют собой недорез резьбы. Размер длины резьбы указывается, как правило, без сбега. Пример простановки размера длины резьбы без сбега и со сбегом представлен на рис. 259.
Глухое отверстие с резьбой называют гнездом. Конечная часть гнезда, выполненная сверлением, обычно имеет форму конуса с углом при вершине 120° (рис. 260, а, б).
Если конец резьбы располагается близко к дну глухого отверстия, то допускается изображать резьбу до конца отверстия (рис. 260, б). Допускается изображать резьбу до конца отверстия на чертежах, по которым резьбу не выполняют.
На рисунке 260, в показано изображение резьбы в пластмассовых деталях.
Если на чертеже необходимо показать профиль резьбы (резьба с нестандартным профилем или специальная резьба), то следует применять местный разрез (рис. 261, а), выполнять профиль резьбы на разрезе (рис. 261,6) или изображать участок профиля в увеличенном виде как выносной элемент (рис. 261, в).
На разрезах резьбового соединения в изображении на плоскости, параллельной его оси, в отверстии показывают только ту часть резьбы, которая не закрыта резьбой ввернутого в него стержня (рис. 262—263).
На чертеже резьба с нестандартным профилем изображается с нанесением всех размеров, необходимых для ее изготовления (см. рис. 261, в).
Для всех резьб, кроме конических и трубной цилиндрической, обозначения относятся к наружному диаметру и проставляются над размерной линией, на ее продолжении или на полке линии-выноски (рис. 264). Места нанесения обозначения указанных резьб на стержне показаны на рис. 264—265, отверстии — на рис. 266.
Обозначение конических резьб и трубной цилиндрической наносят только на полке линии-выноски (рис. 267).
Резьбы и резьбовые соединения: Методические рекомендации и задания к контрольной работе № 3, страница 4
Сплошная тонкая линия должна быть удалена
от сплошной основной (прямой или дуги окружности) не менее, чем на 0,8 мм и не более величины шага резьбы. Обычно внутренний диаметр резьбы при ее изображении принимают
равным примерно 0,85 наружного.
В разрезе штриховку доводят до внутреннего
диаметра резьбы в отверстии, т.е. до сплошной толстой основной линии (рис. 6а).
Это правило относится и к изображению резьбы на стержне (рис. 6б).
Сплошная тонкая линия должна пересекать
границу фаски на стержне или в отверстии (рис. 7).
Фаска – срезанный угол торца детали на стержне или в отверстии.
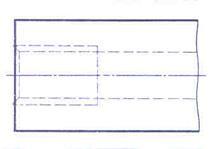
Рис. 8.
Коническую резьбу изображают так же, как
и цилиндрическую, но следует руководствоваться следующим правилом: вначале
сплошными основными линиями проводятся окружности видимых контуров конической
поверхности до нарезки резьбы, а затем проводится тонкая линия дуги на ¾
окружности только того торца поверхности, который обращен к зрителю (рис. 9).
Видимая граница резьбы изображается
сплошной основной линией (рис. 10).
Границей резьбы называется линия, отделяющая полный профиль резьбы от
сбега.
Сбег резьбы – это участок резьбы неполного профиля в зоне
перехода от резьбы к гладкой части детали. Обычно сбег резьбы на чертеже не
изображают, а длину резьбы показывают без сбега, но при необходимости его
изображают и проставляют размеры как на рис. 10б, в, д ,е.
Нестандартная резьба изображается так же,
как и стандартная. Профиль и все размеры, необходимые для ее изготовления,
задаются на изображении (рис. 11а) или показываются на выносном элементе
в большем масштабе (рис.11б). Сведения о числе заходов левой резьбы
записывается на полках выносных линий (рис. 11а).
На рис. 12 изображены резьбовые
соединения, на которых одна деталь ввинчена в другую.
На продольных разрезах показана только та
часть внутренней резьбы, которая не закрыта завернутой в нее деталью, контур
ввинчиваемой детали выполняется сплошной основной линией (рис. 12а).
На поперечных разрезах, если секущая
плоскость рассекает обе детали (рис. 12б), штриховка ввернутой детали
выполняется до наружной окружности резьбы.
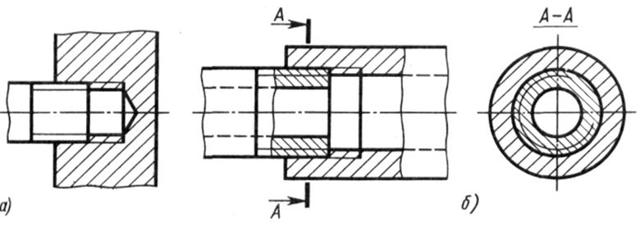
Рис.12
1.4. Обозначение резьб на чертежах
Цилиндрические резьбы, кроме трубной,
обозначаются по наружному диаметру, который также называют номинальным
диаметром резьбы (рис.13). Под размером цилиндрической резьбы понимается
значение ее наружного диаметра. Обозначение цилиндрической резьбы в учебных
чертежах включает в себя (см. табл. 1):
- буквенное обозначение, определяющее тип
резьбы; - размер резьбы (наружный диаметр);
- ход многозаходной резьбы;
- шаг резьбы (для резьб с мелким шагом);
- буквы LH для левой
резьбы.
Трубные конические (рис. 14) и трубные
цилиндрические (рис. 15) обозначаются на полке линии-выноски, которая
начинается стрелкой. Стрелка должна упираться в сплошную основную линию
изображения резьбы.
Так как у конической резьбы диаметр непрерывно меняется, то
ее размер относится к сечению в основной плоскости (примерно по середине длины
резьбы). В этом сечении диаметр конической резьбы равен диаметру трубной
цилиндрической.
Положение основной плоскости указывается на рабочем чертеже
(берется из соответствующего ГОСТа).
Размер трубной цилиндрической резьбы,
указываемый в обозначении является условным и относится к внутреннему диаметру
трубы Dу(Dу – условный проход трубы), и
примерно равен значению, выраженному в дюймах (1 дюйм = 25,4 мм).
Резьбовые крепежные детали
Резьбовые соединения деталей
| Конструктивные элементы резьбы |
ГОСТ 10549-80 «Выход резьбы.
Сбеги, недорезы, проточки и фаски» устанавливает размеры сбега резьбы при выходе инструмента или при наличии у инструмента заборной части, размеры недореза при выполнении резьбы в упор, форму и размеры проточек для выхода резьбообразующего инструмента, размеры фасок — для резьбы метрической, трубной цилиндрической, трубной конической, конической дюймовой с углом профиля 60° и трапецеидальной.
- Сбег резьбы — участок неполного профиля в зоне перехода резьбы в гладкую часть детали.
- Недовод резьбы — величина ненарезанной части поверхности детали между концом сбега и опорной поверхностью детали (при переходе с одного диаметра на другой).
- Недорез резьбы — участок поверхности детали, включающий сбег резьбы и недовод.
Фаска — поверхность, образованная скосом торцевой кромки материала. Используется в технологических, технических, а также в декоративных и эргономических целях.
Конструктивные элементы резьбы
Проточка — участок поверхности детали, предназначенный для устранения недореза резьбы за счет уменьшения диаметра стержня для наружной резьбы и увеличения диаметра отверстия для внутренней резьбы, обеспечивающий выход резьбообразующего инструмента.
Для нарезания внутренней резьбы требуется знать размер диаметра отверстия, который также является стандартизованным конструктивным элементом. Например, размеры диаметров отверстий для внутренней метрической резьбы регламентируются ГОСТ 19257-73 «Отверстия под нарезание метрической резьбы. Диаметры».
- Все рассмотренные конструктивные элементы стандартизованы и выбираются в зависимости от шага резьбы.
-
Отверстия под нарезание метрической резьбы (ГОСТ 19257-73) - Размеры, мм
| Номинальный диаметр резьбы | Шаг резьбы | Диаметр отверстия | Номинальный диаметр резьбы | Шаг резьбы | Диаметр отверстия |
| 24 | 3,0 | 20,85 | 36 | 3,0 | 32,85 |
| 2,0 | 21,90 | 2,0 | 33,90 | ||
| 1,5 | 22,43 | 1,5 | 34,43 | ||
| 1,0 | 22,95 | 1,0 | 34,95 | ||
| 27 | 3,0 | 23,85 | 39 | 3,0 | 35,85 |
| 2,0 | 24,90 | 2,0 | 36,90 | ||
| 1,5 | 25,43 | 1,5 | 37,43 | ||
| 1,0 | 25,95 | 1,0 | 37,95 | ||
| 30 | 3,0 | 26,85 | 42 | 3,0 | 38,85 |
| 2,0 | 27,90 | 2,0 | 39,90 | ||
| 1,5 | 28.43 | 1,5 | 40,43 | ||
| 1,0 | 28,95 | 1,0 | 40,95 | ||
| 33 | 3,0 | 29,85 | 45 | 3,0 | 41,85 |
| 2,0 | 30,90 | 2,0 | 42,90 | ||
| 1,5 | 31,43 | 1,5 | 43,43 | ||
| 1,0 | 31,95 | 1,0 | 43,95 |
-
Размеры сбегов, недорезов, проточек и фасок для метрической резьбы - (ГОСТ 10549-80)
- Для наружной резьбы.
- Размеры, мм
- Сбеги и недорезы
- При выполнении резьбы нарезанием
Допускается применять угол 60°.
При выполнении резьбы накатыванием
Формы и размеры проточек
| Шаг резьбы P | Сбег x, не более, | Недорез а, не более, | Проточка | Фаска z | ||||||||||||
| при угле заборной части инструмента | типа 1 | типа 2 | df | при сопря-жении с внутренней резьбой с проточкой типа 2 | для всех других случаев | |||||||||||
| нор- мальный | умень-шенный | нормальная | узкая | |||||||||||||
| 20° | 30° | 45° | f | R | R1 | f | R | R1 | f | R2 | ||||||
| 1 | 1,8 | 1,2 | 0,7 | 3,0 | 2,0 | 3,0 | 1,0 | 0,5 | 2,0 | 0,5 | 0,3 | 3,6 | 2,0 | d – 1,5 | 2,0 | 1,0 |
| 1,25 | 2,2 | 1,5 | 0,9 | 4,0 | 2,5 | 4,0 | 2,5 | 1,0 | 0,5 | 4,4 | 2,5 | d – 1,8 | 2,5 | 1,6 | ||
| 1,5 | 2,8 | 1,6 | 1,0 | 4,6 | d – 2,2 | 3,0 | ||||||||||
| 1,75 | 3,2 | 2,0 | 1,2 | 5,4 | 3,0 | d – 2,5 | 3,5 | |||||||||
| 2 | 3,5 | 2,2 | 1,4 | 5,0 | 3,0 | 5,0 | 1,6 | 0,5 | 3,0 | 1,0 | 0,5 | 5,6 | 3,0 | d – 3,0 | 3,5 | 2,0 |
| 2,5 | 4,5 | 3,0 | 1,6 | 6,0 | 4,0 | 6,0 | 1,0 | 4,0 | 7,3 | 4,0 | d – 3,5 | 5,0 | 2,5 | |||
| 3 | 5,2 | 3,5 | 2,0 | 7,6 | d – 4,5 | 6,5 |
- Для внутренней резьбы
- Размеры, мм
- Сбеги и недорезы
Формы и размеры проточек
| Шаг резьбы P | Сбег x, не более, | Недорез а, не более, | Проточка | Фаска z | |||||||||||
| типа 1 | типа 2 | df | при сопря-жении с наружной резьбой с проточкой типа 2 | для всех других случаев | |||||||||||
| нор- мальный | умень-шенный | нормальный | уменьшенный | нормальная | узкая | ||||||||||
| f | R | R1 | f | R | R1 | f | R2 | ||||||||
| 1 | 2,7 | 1,8 | 5,0 | 3,8 | 4,0 | 1,0 | 0,5 | 2,0 | 0,5 | 0,3 | 3,6 | 2,0 | d + 0,5 | 2,0 | 1,0 |
| 1,25 | 3,3 | 2,2 | 5,0 | 1,6 | 3,0 | 1,0 | 0,5 | 4,5 | 2,5 | 2,5 | 1,6 | ||||
| 1,5 | 4,0 | 2,7 | 6,0 | 4,5 | 6,0 | 1,0 | 5,4 | 3,0 | d + 0,7 | ||||||
| 1,75 | 4,7 | 3,2 | 7,0 | 5,2 | 7,0 | 4,0 | 6,2 | 3,5 | 3,0 | ||||||
| 2 | 5,5 | 3,7 | 8,0 | 6,0 | 8,0 | 2,0 | 6,5 | d + 1,0 | 2,0 | ||||||
| 2,5 | 7,0 | 4,7 | 10,0 | 7,5 | 10 | 3,0 | 5,0 | 1,6 | 1,0 | 8,9 | 5,0 | 4,0 | 2,5 | ||
| 3 | – | 5,7 | – | 9,0 | 6,0 | 11,4 | 6,5 | d + 1,2 |
Сбеги, недорезы, проточки и фаски по ГОСТ 10549
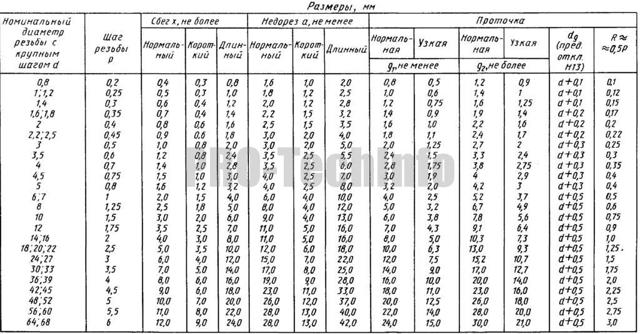
Для вывода режущего инструмента при нарезании резьбы на обрабатываемой детали предусматривают сбеги (участки с неполным профилем резьбы), недорезы, проточки и фаски по ГОСТ 10549.
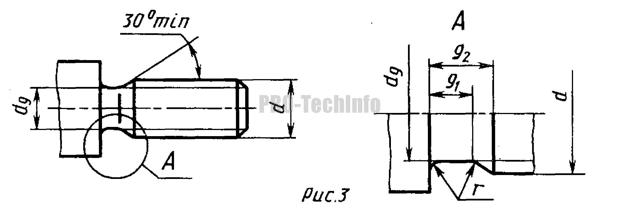
Выходы наружной метрической резьбы. Размеры
В разделе приведены данные для наружной резьбы. Концы деталей с наружной резьбой изготовляют сферической формы или с фаской, размер которой зависит от шага резьбы.
При выполнении резьбы нарезанием
При выполнении резьбы накатыванием
Примечания:
- Предельные отклонения диаметра d — h12 для деталей с номинальным диаметром резьбы d≤3 и h13 для d>3.
- Наибольшие размеры сбегов и недорезов установлены для метрической резьбы крепежных изделий. Для других случаев метрических резьб эти размеры рекомендуется уменьшать на 30 … 40%.
Выходы внутренней метрической резьбы. Размеры
В разделе приведены данные для внутренней резьбы.
Примечание:
Наибольшие размеры сбегов и недорезов установлены для метрической резьбы крепежных изделий. Для других случаев метрических резьб эти размеры рекомендуется уменьшать на 30 … 40%.
20. Размеры сбегов, недорезов, проточек и фасок (по гост 10549-80) для трубной цилиндрической резьбы. Для наружной резьбы Размеры, мм
| Обозначение размера резьбы | Число шагов на длине 25,4 мм | Сбеги, не более | Недорез а, не более | Проточка | Фаска z | ||||||||
| при угле заборной части инструмента | норма- льный | умень- шенный | нормальная | узкая | df | ||||||||
| 20° | 30° | f | R | R1 | f | R | R1 | ||||||
| 1/16 1/8 | 28 | 1,6 | 1,0 | 2,5 | 1,6 | 2,5 | 1,0 | 0,5 | 1,6 | 0,5 | 0,3 | 6,0 8,0 | 1,0 |
| 1/4 3/8 | 19 | 2,4 | 1.5 | 4,0 | 2,5 | 4,0 | 2,5 | 1,0 | 0,5 | 11,0 14,5 | 1,6 | ||
| 1/2 5/8 3/4 7/8 | 14 | 3,2 | 2,0 | 5,0 | 3,0 | 5,0 | 1,6 | 18,0 20,0 23,5 27,0 | 2,0 | ||||
| 3,0 | |||||||||||||
| 1 | 11 | 4,1 | 2,5 | 6,0 | 4,0 | 6,0 | 1,6 | 1,0 | 4,0 | 1,0 | 0,5 | 29,5 | 2,5 |
| 11/8 | 34,0 | ||||||||||||
| 11/4 | 38,0 | ||||||||||||
| 13/8 | 40,5 | ||||||||||||
| 11/2 | 44,0 | ||||||||||||
| 13/4 | 50,0 | ||||||||||||
| 2 | 56,0 | ||||||||||||
| 21/4 | 62,0 | ||||||||||||
| 21/2 | 71,5 | ||||||||||||
| 23/4 | 78,0 | ||||||||||||
| 3 | 84,0 | ||||||||||||
| 31/4 | 90,5 | ||||||||||||
| 31/2 | 96,5 | ||||||||||||
| 4 | 109,0 | ||||||||||||
| 41/2 | 122,0 | ||||||||||||
| 5 | 134,5 | ||||||||||||
| 51/2 | 147,0 | ||||||||||||
| 6 | 160,0 |
При выполнении
наружной трубной цилиндрической резьбы
напроход, а также в упор при нормальных
недорезе и ширине проточки рекомендуется
применять резьбообразующий инструмент
с углом заборной части 20°; а при уменьшенном
недорезе и узкой проточке — с углом
заборной части 30°.
Для внутренней резьбы
Размеры, мм
| Обозначение размера резьбы | Число шагов на длине 25,4 мм | Сбег х, не более | Недорез а, не более | Проточка | Фаска | ||||||||
| норма- льный | умень- шен- ный | норма- льный | умень- шен- ный | нормальная | узкая | df | |||||||
| f | R | R1 | f | R | R1 | ||||||||
| 1/16 1/8 | 28 | 2,2 | 1,4 | 4 | 2,5 | 4 | 1,0 | 0,5 | 2,5 | 1,0 | 0,5 | 8,0 10,0 | 1,0 |
| 1/4 3/8 | 19 | 3,3 | 2,0 | 5 | 3,0 | 5 | 1,6 | 3,0 | 13,5 17,0 | ||||
| 1/2 5/8 3/4 7/8 | 14 | 4,8 | 3,0 | 8 | 5,0 | 8 | 2,0 | 1,0 | 5,0 | 1,6 | 21,5 23,5 27,0 31,0 | 1,6 | |
| 1 | 11 | 6,0 | 4,0 | 10 | 6,0 | 10 | 3,0 | 1,0 | 6,0 | 1,6 | 1,0 | 34,0 | 1,6 |
| 1 1/8 | 39,0 | ||||||||||||
| 1 1/4 | 43,0 | ||||||||||||
| 1 3/8 | 45,0 | ||||||||||||
| 1 1/2 | 48,5 | ||||||||||||
| 1 3/4 | 54,5 | ||||||||||||
| 2 | 60,5 | ||||||||||||
| 2 1/4 | 66,5 | ||||||||||||
| 2 1/2 | 76,0 | ||||||||||||
| 2 3/4 | 82,5 | ||||||||||||
| 3 | 89,0 | ||||||||||||
| 3 1/4 | 95,0 | ||||||||||||
| 3 1/2 | 101,0 | ||||||||||||
| 4 | 114,0 | ||||||||||||
| 4 1/2 | 126,5 | ||||||||||||
| 5 | 139,5 | ||||||||||||
| 5 1/2 | 152,0 | ||||||||||||
| 6 | 165,0 |
При выполнении
внутренней трубной цилиндрической
резьбы в упор и нормальном недорезе и
ширине проточки рекомендуется применять
резьбообразующий инструмент с длиной
заборной части не более трех шагов, а
при уменьшенном недорезе и узкой проточке
— с длиной заборной части не более двух
шагов. Ширина узких проточек может быть
уменьшена до 1,5 шага.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]