
Пошаговая инструкция: как правильно паять пластиковые трубы в домашних условиях
Доброе время суток, дорогой читатель! Сборка или ремонт систем отопления, водопровода, канализации из современных видов полимерных изделий осуществляется легко и быстро, благодаря технологии запаивания, применяемой для соединения деталей. Выполнить эти работы можно своими руками, если знать как паять пластиковые трубы, заранее подготовить необходимые инструменты и приспособления.
Виды труб соединяемых пайкой
Спаивать можно следующие виды труб.
- поливинилхлоридные (ПВХ);
- полипропиленовые;
- медные трубы;
- полибутеновые;
- из полиэтилена повышенной термостойкости;
- пластмассовые изделия с армированием.
Необходимые инструменты и материалы для пайки
Для работы в домашних условиях потребуется заранее подготовить все необходимые инструменты и материалы:
- электрический паяльник;
- насадки и подставки для паяльника соответствующего размера;
- напильник или острый нож для удаления заусениц;
- измерительную линейку или рулетку;
- маркер;
- ножницы для резки труб;
- шейвер — приспособление для удаления армирующего слоя;
- специальный инструмент для снятия фасок;
- припой для пайки;
- флюсы и фитинги;
- спиртовой состав для обезжиривания.
Припой для пайки
Припой выпускается в форме проволоки, фольги, прутка и т. д. Он необходим для получения более прочного шва медных конструкций. Изготавливается на основе олова, серебра, цинка, свинца, сурьмы или меди.
В зависимости от температуры плавления подразделяется на:
- легкоплавкий;
- средне плавкий;
- высоко плавкий припой.
Флюсы и фитинги
Флюсы используются при пайке для защиты соединяемых металлических поверхностей от окисления. Они выпускаются в виде жидкости, сухой смеси или пастообразном состоянии и различаются по химическому составу, свойствам и назначению. Например, для очистки поверхности медного проката и повышения текучести припоя применяется борная кислота, хлорид цинка, соляная кислота.
Защитную плёнку можно создать с помощью канифоли, воска, различных смол.
Фитинги — это небольшого размера изделия, надеваемые на концы труб, которые соединяются пайкой. К ним относятся муфты, тройники, крестовины, обводы, заглушки, углы и т. п. Они должны быть из такого же материала, что и сами трубы. И конечно, не для кого ни является секретом, что купить фитинги можно в любом магазине сантехники.
Ножницы для резки
Этот вид инструмента имеет и другие названия — труборез, трубные ножницы или трубный резак. Он предназначен для быстрой резки изделий из пластика, обеспечивает выполнение кромки реза без заусениц, что упрощает подготовку к сварочному процессу.
Существует 4 вида трубных ножниц, различающихся по конструкции и цене:
- прецизионный труборез с механизмом — трещоткой. Приспособление используется для резки труб диаметром не более 75 мм;
- роликовые ножницы;
- автоматический труборез в форме пистолета;
- трубный резак — гильотина.
Советы по выбору и эксплуатации трубного паяльника
При выборе трубного паяльника следует учитывать его технические параметры:
- мощность. Мощные аппараты нужны для сваривания труб большого диаметра, для систем бытового назначения, в которых диаметр изделий не превышает 50 мм можно приобрести прибор мощностью 0,6 — 0,8 кВт;
- качество покрытия насадок и технологию их применения. Свариваемые изделия легко снимаются с насадок с тефлоновым покрытием, поэтому желательно выбирать паяльник, укомплектованный именно такими насадками. Кроме того, следует обратить внимание на возможность нагрева не только одной, а двух или трёх насадок одновременно. Это значительно ускорит выполнение работ;
- тип регулятора температуры. Паяльник может быть оснащён электронным, капиллярным или биметаллическим терморегулятором. Лучше выбрать модель с электронным регулятором температуры, так как у двух других имеется слишком большое расхождение между заданной и фактической температурой нагрева изделий.
Что происходит с яйцеклеткой если трубы перевязаны
Суть процесса и способы пайки
Пайка используется для герметичного соединения секций трубопровода между собой, монтажа запорной арматуры, контрольно — измерительных и предохранительных устройств.
Для соединения концов труб и патрубков трубопроводной арматуры применяются три технологии пайки:
- диффузионный способ. Сварка осуществляется за счёт нагрева и сдавливания соединительных элементов без расплавления основного материала деталей и применения дополнительных веществ;
- пайка с помощью электрофитинга. Для соединения используются специальные фитинги с нагревательным элементом. Процесс пайки происходит за счёт частичного расплавления внутренней части электрофитинга под действием электрического тока;
- холодным способом. Элементы теплопровода соединяются с помощью дополнительного материала — припоя.
Пошаговая инструкция по пайке пластиковых труб
Пайка трубопровода состоит из трёх основных фаз — нагрева, стыковки, фиксации и охлаждения элементов, для выполнения которых нужна определённая подготовка, соблюдение температурного режима и правил безопасности.
Меры безопасности
В процессе пайки нужно соблюдать элементарные меры безопасности для работы с электроинструментом:
- паяльник должен быть защищён от попадания атмосферных осадков, грязи и брызг;
- до подключения аппарата к сети, необходимо убедиться в его исправности, целостности шнура питания и вилки;
- во время работы следует проветривать помещение и пользоваться термоперчатками;
- не прикасаться открытыми участками кожи к нагретым поверхностям.
Подготовка элементов и деталей
На этом этапе необходимо выполнить:
- нарезку изделий на отрезки нужной длины;
- зачистку срезов от заусениц и их тщательную шлифовку;
- обезжиривание срезов спиртовым раствором;
- нанесение засечки, по которой можно будет вести контроль глубины введения труб в аппарат;
Подготовка паяльника
Аппарат нужно включить в сеть заранее, выставить терморегулятор в нужное положение и разогреть изделие до рабочих температур в зависимости от вида пластика.
Обычно время разогрева паяльника составляет 30 минут, пока не погаснет лампочка. К работе же прибор будет готов через 10 мин после достижения установленной температуры.
При подготовке аппарата также желательно дополнительно контролировать температуру штуцеров и гильз поверхностным электрическим термометром.
При какой температуре паять пластиковые трубы
Для пайки полиэтиленовых изделий терморегулятор на приборе устанавливают на 220ºС, для полипропиленовых — на 260ºС. Если регулятор отсутствует, можно придерживаться параметров нагревания деталей из таблицы 1.
Правила стыковки
При сборке стыков необходимо следить за совмещением кромок, чтобы у обеих изделий совпадали поверхности и не смещалась ось трубопровода. Зазор между кромками должен быть равномерным по всему диаметру с размером в 2 — 3 мм.
Соединение трубы
Разогретые детали снимают с насадок паяльника и соединяют друг с другом, слегка прижимая торцами. Затвердевание полимера произойдёт через 2-3 минуты.
Зачистка и охлаждение соединений
Место соединения должно находиться в неподвижном положении, пока пластик не остынет до температуры 38 — 42 градуса. Для этого соединённые детали фиксируют в хомуте или клипсе до момента охлаждения.
Зачистку наплывов выполняют острым ножом после полного охлаждения места стыковки.
Проверяем качество соединения
По окончании сварки все стыки подлежат визуальному осмотру.
У качественно выполненного сварного шва должна быть ровная поверхность, без следов пористости, трещин, складок и чрезмерного блеска, которые возникают при перегреве.
Наплыв в зоне шва должен быть сплошным и равномерным по всей окружности соединения и возвышаться над наружной поверхностью не более чем на 2 мм — для изделий с толщиной стенки до 10 мм.
Максимальная высота валика для труб с большей толщиной стенки составляет 4 мм.
Видео по пайке
Как спаять трубопровод на стене можно посмотреть на видео:
Частые ошибки
Пайка пластиковых труб не требует особых навыков, но если не придерживаться установленных норм и правил, испортить соединение всё же можно. Типичными ошибками начинающих мастеров являются:
- использование грязных насадок. Если на насадках останутся капли расплавленного полимера, то при следующей сварке они могут вклиниться между кромками изделий и резко ослабят соединительный шов;
- остатки воды и грязь на наружной поверхности. Они исключат плотный контакт поверхностей деталей по всей площади;
- приложение чрезмерного усилия при совмещении деталей. Часть расплава при избыточном давлении может выдавиться внутрь трубы и снизить её проходимость;
- попытка зачистить наплывы расплавленного пластика до полного охлаждения места соединения, которая неизбежно приводит к деформации трубы;
- недостаточный прогрев или перегрев места стыка.
Советы специалистов
Чтобы обеспечить максимальную надёжность мест соединения трубопровода специалисты советуют придерживаться следующих требований:
- правильно начинать сварочные работы через 10 минут с момента разогрева паяльника;
- выполнять операции по сварке или пайке деталей только при плюсовой температуре окружающей среды;
- участкам труб, соединённым способом сварки, необходимо дать возможность остыть, не допуская их смещения относительно друг друга или перекручивания;
- на толщине стенок более 6 мм сварка изделий встык выполняется двойным швом. При меньшей толщине стенки стык можно запаять одним швом;
- все элементы конструкции, фиксируемые посредством пайки, должны быть от одного производителя, так как они могут разниться по составу ингредиентов в сырье, что негативно повлияет на качество сварного шва.
Пайка в труднодоступных местах и углах
При пайке труб, расположенных в труднодоступных местах, например, близко к поверхности стен или потолка, применяется специальный приём, заключающийся в последовательном нагреве паяльным аппаратом прямого и ответного участка соединения. Прогревать фланец прямого участка необходимо большее количество времени, чтобы он не успел остыть, пока в работе будет находиться ответная часть заготовки.
Вертикальная установка коаксиальной трубы
Плавности линии в местах угловых стыков труб можно добиться при использовании специальных угловых переходников и фитингов. При этом важно заранее очень точно разметить на подводящих трубах глубину их вхождения в тело угловой детали.
Соединение пластиковых труб без пайки
Пластиковые трубы не обязательно сваривать, их можно соединить и с помощью специального клеящего состава. Он наносится на всю заранее обезжиренную поверхность участка трубы, который будет вводиться в раструб.
В раструбе же внутренняя поверхность также обезжиривается и покрывается клеем, но только на 2/3. Для лучшего сцепления поверхности труб под клеевое соединение перед обезжириванием обрабатывают наждачной бумагой.
Подготовленную часть трубы вводят в раструб до упора и проворачивают на 90 градусов. В таком положении склеиваемые детали следует удерживать 1 — 1,5 минуты, пока клей не схватится.
Полное высыхание клеящего состава произойдёт через несколько часов.
Канализационные трубы из пластика, ведущие к септику Танк, можно соединить с помощью компрессионного фитинга. При этом способе процесс соединения труб состоит из следующих этапов:
- зачистки верхнего слоя на трубе от загрязнений;
- снятия фаски на торце;
- ослабление накидной гайки на фитинге и установка в него конца трубы;
- закручивание гайки в обратное положение, в этот момент происходит зажим(компрессия) трубы обжимным кольцом.
Фиксация фитингов выполняется вручную или с помощью рожкового ключа. Прилагаемое усилие не должно быть чрезмерным, иначе трубы могут лопнуть.
Раструбный способ предполагает использование высокоэластичного уплотнительного кольца. Герметичность соединения обеспечивается сжатием прокладки между стенками раструба и гладким концом трубы.
Сварка пластиковых труб большого диаметра
Для соединения труб диаметром более 50 мм и толщиной стенки от 4 мм применяют технологию стыковой пайки, которая заключается в одновременном проваривании торцов 2 сегментов по всей плоскости. Самое сложное в этом способе сварки — правильно выполнить центровку стыков и обеспечить нужной длины зазор между деталями.
Поэтому в процессе стыковой сварки труб большого диаметра используются направляющие или трубный центратор. Он обеспечит качественную и надёжную фиксацию отрезков для сварки.
Сами работы ведутся в следующем порядке:
- подготовка труб и зачистка кромок;
- закрепление элементов в трубном центраторе;
- сварка стыков изделий.
Заключение
Пайка пластиковых труб является не сложной, но достаточно ответственной операцией. Ошибки и небрежности при её выполнении могут привести к серьёзным последствиям при первом же пуске водопроводной или отопительной системы.
Делитесь полезными идеями в социальных сетях со своими друзьями, а они обязательно поделятся с вами. И не забудьте подписаться на наш канал.
Источник
Как правильно паять пластиковые трубы своими руками
Такой процесс, как пайка труб пвх своими руками предполагает определенные подготовительные действия. Наиболее значимыми из них являются:
- Очистка компоновочных частей.
- Установка насадок на устройство.
- Тщательная проверка плотности вхождения детали в насадку. Те части, которые входят не достаточно хорошо, должны быть немедленно заменены, поскольку достойное качество монтажа пластиковых труб они все равно не обеспечат.
- После проверки качества взаимодействия насадок и запчастей можно включать инструмент для прогрева. Все компоненты к этому моменту должны быть нарезаны и очищены.
Какие агрегаты и материалы потребуются
Для пайки труб пвх необходимо иметь:
Устройство для нагрева деталей. Как правило, его называют “утюгом” или “паяльником”. Обязательно стоит располагать набором насадок, они обязательно потребуются.
Прибор для разрезания труб, “резак”
Перед началом монтажа крайне важно удостовериться в том, что нож идеально наточен. Если фактическое положение дел отличается от описанного – то резак необходимо наточить или заменить, иначе в процессе сборки будет совершено немало ошибок.
Ветошь (не волокнистая) и спирт или любое другое обезжиривающее вещество
Детали и насадки на момент начала нагрева должны быть идеально чистыми.
Интересно знать, что все перечисленные способы актуальны и для монтажа труб которые проводят газ.
Измерительные и разметочные приборы. В качестве первого отлично подойдет самая простая рулетка любого удобного размера, в качестве второго – карандаш или маркер.
В тех случаях, когда речь идёт о соединении компонентов, диаметр которых превышает 50 мм, необходимо обзавестись центровочным прибором.
Острый нож для удаления фасок. Оптимальным решением станет приобретение фаскоснимателя.
Последовательная технология пайки
Пайку пластиковых труб лучше проводить в помещении с хорошей вентиляцией. Это обусловлено тем, что при нагревании полимеры выделяют опасные для здоровья токсины. При достаточной их концентрации они вызывают отравления.
Подготовительный этап:
- На рабочий орган паяльника устанавливают необходимого размера болванку;
- Настройка температуры должна быть в пределах 260 градусов;
- Готовят все дополнительные детали, их очищают и правильно размещают;
- Включается паяльник;
- Выжидают, когда прибор наберет необходимую температуру, о чем свидетельствует зеленый датчик.
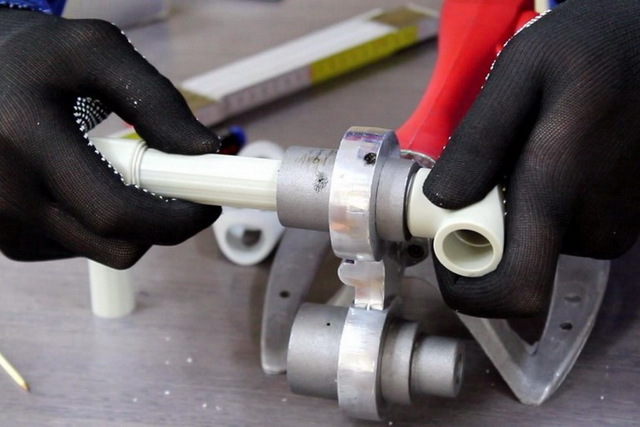
Далее трубу и муфту требуется одновременно разместить на паяльнике и болванке. Трубопровод монтируется во внутреннюю часть болванки. Муфта же устанавливается на внешней части. Трубу необходимо засунуть до заранее отмеченной части. Муфту надевают до упора. Для правильной сварки нужно помнить о времени.
При небольшой температуре уровень диффузии будет низким, что отразится на качестве сплава. При перегреве детали деформируются. Время выбирают в зависимости от диаметра материала.
Когда детали нагреты, необходимо быстро провести их стыковку. При этом необходимо соблюдать соосность. На протяжении нескольких секунд можно провести коррекцию, но нельзя поворачивать изделия
Важно при работе не тянуть, но и не спешить
Различия спайки пластика и металлопластика
Многих интересует, как правильно сваривать металлопластиковые изделия. Интересно то, что такого понятия в работе профессионалов не существует. Сваривают алюминиевые трубы. При этом используют методику встык или внахлест. Для соединения используют фитинги.
Разновидности фитингов:
- Компрессионные;
- Пресс-фитинги.
Пресс-фитинги отличаются большей прочностью. Соединяют трубы с помощью прессовки, используя специальный инструмент. Для затягивания компрессионных соединений применяют простой ключ. Но такие фитинги не включают сварки.
На рынке представлены полипропиленовые трубы, армированные алюминием. Они используются в системах отопления и горячего водоснабжения. Именно такие устройства нуждаются в сварке.
Для металлопластиковых изделий сварку не используют. А вот армированные изделия соединяют именно таким способом. Среди пластиковых труб популярностью пользуются варианты из ПВХ.
Их коэффициент расширения небольшой. Характеристика изделий позволяет их использовать только для обустройства канализации. Но трубы большого диаметра можно взять для центрального водопровода.
Монтаж можно проводить с помощью сварки или склеивания.
Секреты пайки ПВХ и меры безопасности
Работы по спайке следует выполнять в комнате с плюсовой температурой. Необходимо учесть, что чем холоднее, тем дольше будут прогреваться элементы. При этом существует ряд и других правил, которые следует соблюдать.
Особенности спайки труб ПВХ:
- Мощность утюга должна быть 1200 Вт.
- Ручной прибор используется для труб с диаметром до 32 мм. Для больших размеров применяется профессиональное оборудование.
- Перед началом работы прибор необходимо прогревать 5-10 минут. Это необходимо, чтобы устройство с насадками достигли нужных параметров.
- После спайки запрещается прокручивать соединение. Иначе это может нарушить целостность шва. Можно только выпрямить перекосы, чтобы соединение не протекало.
- Не нужно применять много силы для сжимания деталей. Иначе просвет заполнится горячим пластиком и нарушит проходимость.
- Запрещаются зазоры между стыком трубы и внутренней частью фитинга. Иначе под давлением будут наблюдаться протечки.
- До эксплуатации спаянное место должно полностью остыть.
- После завершения работы утюг очищают от пластика. Так на приборе не возникнет нагар, а элементы для спайки не будут подвергаться порче.
Для очистки следует использовать плоскую деревянную палочку. Так тефлон не повредится. Металлические предметы могут поцарапать поверхность и привести в негодность насадку, ведь пластик начнет прилипать к покрытию.
При работе с электроинструментами важно соблюдать технику безопасности. Иначе можно получить ожог или травму
Работать нужно в защитных перчатках. Помещение должно быть чистое, без запыленности. Иначе частицы будут оседать на пластике и нарушать качество спайки.
Паяльник размещают горизонтально поверхности. При работе запрещается отключать оборудование. Работу начинают, когда утюг полностью разогрелся. В современных моделях об этом свидетельствует индикатор. Для вариантов старого образца выжидают 20 минут.
Спайка полиэтиленовых труб не имеет сложной технологии. Сварка может иметь особенности, если паять армированные изделия
При этом важно соблюдать меры предосторожности. Спаять трубы правильно помогут основные секреты и правила. Также следует с точностью соблюдать инструкцию
Также следует с точностью соблюдать инструкцию.
Разновидности и выбор оборудования
Оборудование для спайки представляет собой устройства, которые с помощью высоких температур создают надежное герметичное соединение. Для сварки пластиковых и чугунных изделий может быть использована разная аппаратура.
Для сварки полипропилена выделяют 2 основные группы оборудования:
- Механические приборы. Используются, когда объем работы большой, и требуется много трудовых ресурсов.
- Ручной аппарат. Можно использовать для труб небольшого диаметра для самостоятельной работы.
В механический прибор входит опорная рама, блок, гидроагрегат. С двух сторон оборудования предусмотрены захваты. На их средине наблюдаются вкладыши. Их задача состоит в правильном распределении давления и центровки.
Торцы выравнивают с помощью электроторцевателя. Он представляет собой вращающий диск с двусторонними ножами. Главный элемент агрегата – электронагреватель. Он установлен внутри и является диском с ТЭНом.
Чтобы выполнить спайку ручным способом, нужно приобрести специальный утюг. Принцип работы напоминает бытовой прибор, хоть внешний вид устройств отличается. В конструкцию утюга входит нагревательная плита, терморегулятор и ручка. В плите имеются два отверстия для деталей спаивания. Из-за тефлонового покрытия разгоряченный пластик не пристает к устройству.
Разновидности и стоимость паяльников
Такой агрегат, как паяльник для сантехники может быть достаточно разным, в зависимости от текущих потребностей и финансовых возможностей мастера.
Forte WP6308
Основным параметром такого устройства, на который стоит обратить внимание, является мощность. Данная характеристика определяет скорость нагрева и, во многом, его эффективность
Количество и специфика насадок также важна, ведь от этого фактора зависит ассортимент изделий, которые получится обрабатывать. Планируя обзавестись таким устройством, как прибор для пайки, необходимо обратить внимание и на фирму – производителя.
| Мощность | 800 Вт |
| Максимальная рабочая t °C | 300 °C |
| Тип нагревания | Периодический |
| Насадки: | Ø20 / 25 / 32 мм |
| Работает от напряжения | 220 В |
| Нагрев до рабочего состояния | до 15 мин |
| Цена (примерно) | от 10 до 15 у.е. |
Многих потенциальных потребителей волнует и такой фактор, как стоимость рассматриваемого инструментария. Стоит понимать, что цена прибора может быть достаточно разной, от 500 рублей (по своей сути примитивные и, зачастую, ненадежные “утюги”) и до десятков тысяч рублей.
Важно! Если работы много и нужно сделать 100 – 120 паек. Не дышите горелым пластиком, берегите себя.. Качественный инструмент вполне реально приобрести за 2500 – 4000 рублей
Цена пайки во многом зависит от индивидуальных условий работы и обычно составляет не менее 200 рублей за монтаж одного стыка
Качественный инструмент вполне реально приобрести за 2500 – 4000 рублей. Цена пайки во многом зависит от индивидуальных условий работы и обычно составляет не менее 200 рублей за монтаж одного стыка.
Такое положение дел безошибочно говорит о том, что приобретение “утюга” способно оправдать себя с финансовой точки зрения уже после выполнения одного заказа, если речь идет о многоразовом использовании.
Хорошо, если у мастера есть возможность попросить на время работ необходимый инструментарий, то такое решение можно справедливо назвать наиболее оптимальным. В других ситуациях остро встает вопрос либо об аренде “паяльника”, либо о приобретении собственного устройства.
- СПТ-2200; Мощность – 2200 Вт; раб-я t – 300 °C
- Так или иначе, качественный, надежный инструмент для монтажа водопроводов из пластиковых труб, с расшифровкой аббревиатуры которых можно ознакомится на нашем сайте,
никогда не окажется лишним в руках опытного специалиста или человека, который планирует стать таковым уже в обозримом будущем, выполняя такие работы для себя или на коммерческой основе. - Смотрите видеоинструкцию – 4мин 31сек:
Как осуществляется сборка конструкции
Дальнейший процесс работы осуществляется следующим образом:
- Вне зависимости от того, как осуществляется сварка – без паяльника или с ним, должна быть выполнена разметка.
- Следуя инструкции к устройству, необходимо прогреть соединяемые части, а после начала соединения не допускать упора трубы в стену фитинга. Помочь в этом способна правильно выполненная разметка.
- Оставить смонтированный участок до полного остывания и обеспечить его неподвижность.
- После этого необходимо убедиться в отсутствии брака (наплывов, отклонения от общей оси, протечек). В случае выявления любого из описанных дефектов, неудачный участок нужно разобрать и провести монтаж заново, с применением новых компонентов и учетом допущенных ошибок.
Adblockdetector
Особенности выбора пластиковых труб для водопровода

Сегодня пластиковые трубы для водопровода представлены широким ассортиментом. У каждой разновидности есть свои отличия, преимущества и недостатки. О них и пойдет речь в статье. Расскажем так же, как производится сборка коммуникаций, как определяется размер труб для их монтажа. После прочтения материала станет понятным, на что обращать внимание при покупке пластиковых труб.
Трубы из пластика для сборки коммуникаций Источник plastic-solutions.ru
Особенности ассортимента
Строительный рынок предлагает изделия для сборки инженерных коммуникаций, выполненные из полимерных материалов. У каждого своя технология сборки. Одни при монтаже сетей необходимо паять, другие скручивать, третьи склеивать. Это нужно учитывать при планировании прокладки трубопроводов.
Трубы ПВХ (поливинилхлоридные)
Они применяются для транспортировки жидких составов (воды, нефтепродуктов, кислот), хорошо переносят высокие температуры, не боятся морозов, имеют прочные стенки, не разрушаются под высоким давлением. Пластик совершенно безвреден: он не токсичен, вода, проходя сквозь такие трубы, не меняет свои свойства, не становится мутной, ее вкус и цвет остается прежним, она ничем не пахнет.
Внутренние стенки гладкие, на их стенках не образуются отложения Источник masterseptika.ru
В продаже есть три разновидности пластиковых труб:
- одни предназначены для газообразных сред;
- по другим можно транспортировать жидкий носитель без давления;
- третьи – напорные.
Учитывая, что вода в коммуникации многоквартирного дома поставляется под большим давлением, для сборки инженерных сетей целесообразно выбирать третью разновидность пластиковых труб. Они имеют серый цвет.
В маркировке должен стоять номер ГОСТа (51613-2000). Такие изделия выдерживают давление от шести до шестнадцати атмосфер. Максимальная длина таких труб шесть метров, диаметр может быть от 16 до 630 мм.
Напорные имеют серый цвет Источник www.omniplast.nl
Есть у них свои преимущества и недостатки. К плюсам можно отнести:
- высокую устойчивость к химическим веществам;
- хорошую пропускную способность (со временем к внутренним стенкам ничто не прилипает, просвет труб не сужается, поэтому вода под давлением легко преодолевает путь от распределительной станции к крану потребителя);
- небольшой вес (магистраль, собранная при помощи пластиковых труб, будет весить в разы меньше системы, для монтажа которой применялись трубы из металла);
- отсутствие рисков появления коррозии;
- длительные эксплуатационные сроки;
- возможность прокладки инженерной сети внутри почвы;
- низкую теплопроводность.
Такие трубы ПВХ для водопровода подходят больше всего. Для монтажа отопления их нельзя использовать. При наружной прокладке важно проводить теплоизоляцию магистрали (если температура воздуха упадет ниже -15 градусов, вода в трубах без теплоизоляции замерзнет). Морозы отрицательно сказываются на пластичности подобных изделий. При сборке их можно легко поцарапать. Это главные минусы выбора.
Специальный утеплитель для уличных магистралей Источник i4.photo.2gis.com
Каталог проектов домов 7 на 9.
 Каталог проектов домов 7 на 9.
Каталог проектов домов 7 на 9. Трубы ПВХ трудно состыковать с трубопроводом, выполненным из другого материала. Такая проблема заставляет полностью инженерные системы менять, делать их полностью одинаковыми. Качественные изделия выпускают итальянские и немецкие производители. Продукция их стоит дорого.
Есть на рынке турецкие трубы, они намного дешевле, но при обследовании предложенного материала нередко удается выявлять на их поверхности шероховатости, неровности, стенка не всегда имеет постоянную толщину. Это потом отрицательно сказывается на эксплуатации собранной магистрали.
Срок службы ее заметно сокращается.
Материал для их изготовления получается в процессе химической реакции, возникающей при смешении полипропилена с катализатором из металла. Субстанция под высоким давлением пропускается через экструдер.
На выходе получается цельное изделие, обладающее уникальными физическими свойствами.
Оно начинает плавиться только при температуре 175 градусов, поэтому используются чаще всего полипропиленовые пластиковые трубы для отопления, хотя и для холодного водоснабжения они идеально подходят.
Изделия из полипропилена белого цвета Источник vodakanazer.ru
Их можно укладывать в помещениях с высоким порогом влажности или даже утапливать в воде, ржавчина им не страшна. Полипропилен – хороший изолятор, он не пропускает электричество, блуждающие токи ему не страшны, как и гальванические пары. Но и у них есть свои эксплуатационные особенности.
Если на них будут постоянно попадать лучи солнца, материал со временем потеряет прочность и станет желтым.
Этого удается избегать, когда трубы прокладываются внутри стены или потом маскируются декоративными панелями.
Важно помнить о том, что полипропилен – хрупкий материал, если нечаянно на изделие уронить молоток, он повредит магистраль. Устранение перечисленных рисков позволит продлить сроки службы водопровода до ста лет.
Как правило, на первые 10 лет эксплуатации, производитель дает гарантию. Например трубы из полипропилена Gibax с гарантией до 10 лет.
При монтаже ровных участков для соединения отдельных элементов используются специальные муфты. Для поворотов используются треугольники. Для создания ответвления водопровода применяются тройники.
Магистраль, созданная при помощи полипропиленовых изделий Источник elkomplus.su
Важно знать, как правильно паять пластиковые трубы из полипропилена. Для этого необходимо иметь под рукой специальное оборудование: электролобзик для резки и сварочный аппарат. Пока он разогревается, специалисты советуют делать нужные замеры, зачищать и обезжирировать торцы отрезанных труб.
Затем на них карандашом делать отметки, до которых будут доходить концы разогретой гильзы. На нее надевается труба вместе с фитингом.
Нагрев обоих элементов производится одновременно, соединение пластиковых труб делается с большим усилием, при этом поворачивать элементы относительно друг друга нельзя.
В течение первых нескольких секунд еще возможна корректировка стыка, но потом, после остывания пластика исправить что-то не удастся.
В видео подробно рассказывается о том, какую маркировку имеют полипропиленовые изделия, как осуществляется монтаж и пайка пластиковых труб:
Трубы полиэтиленовые
Они изготавливаются из полимеризированного этилена, обладают всеми преимуществами пластиковых труб, но есть у них одна отличительная особенность – высокая пластичность. Изделия продаются в рулонах. При помощи их можно конструировать инженерные коммуникации сложной формы.
По ним нельзя транспортировать горячую воду (она размягчает полиэтилен, что может спровоцировать разрыв магистрали). Трубы полиэтиленовые низкого давления (ПНД) идеально подходят для сборки питьевого водопровода, вода в них может транспортироваться под давлением не выше 10 атмосфер.
Рулон полиэтиленовых изделий Источник i4.photo.2gis.com

Трубы из сшитого полиэтилена
Они тоже производятся методом полимеризации этилена, но процесс «сшивки» не меняет химический состав изделия, он позволяет лишь преобразовывать внутреннее пространство трубы. Отчего она становится более стойкой к воздействиям больших температур, легко выдерживает высокое давление носителя.
Идеально соблюден баланс между прочностью и эластичностью: труба хорошо гнется без заломов. Для подачи холодной воды используются однослойные пластиковые трубы для водопровода размером 15-20 мм, произведенные электронно-лучевым способом. Они самые доступные по цене.
Для сравнения, при сборке отопления применяются многослойные изделия. У них верхний и внутренний слой выполнен из сшитого полипропилена (он получается пероксидным способом).
Между ними есть тонкий слой алюминия. Он придает изделию прочности, предотвращает доступ кислорода.
Такие трубы ПВХ для водопровода (размеры диаметра 16-63 мм) подходят меньше всего, а вот их выбор для монтажа отопления идеален.
Красный сшитый полиэтилен Источник www.termokit.ru
Для соединения труб, изготовленных из сшитого полиэтилена, используются три технологии:
- технология применения компрессионных обжимных фитингов (для работы нужны секатор и два ключа гаечных);
- соединение при помощи прессовки (для работы нужны ножницы, расширительный пистолет, тески для опрессовки);
- использование электросварных фитингов (для работы необходимо специальное сварное оборудование и навыки работы с ним).
Перед началом работ важно составить схему будущего водопровода и на ней указать, где и как соединить пластиковые трубы. Это нужно для того, чтобы точно посчитать количество фитингов, переходников. Полезно на месте разложить на полу в определенной последовательности все части еще не собранной инженерной системы.
Изделия из сшитого полиэтилена и фитинги Источник vsevolozhsk.gor-master.ru
Металлопластиковые трубы
Они – слоеный пирог, который состоит из пищевого полиэтилена (при помощи него сформирован внутренний слой изделия, тот, что контактирует с водой), слоя алюминиевой фольги и плотного полиэтилена (при помощи него формируется внешний слой изделия, тот, что защищает трубу от возможных внешних повреждений).
Слои скрепляются между собой специальным клеевым составом. В результате получаются элементы, обладающие преимуществами пластиковых изделий, имеющие прочность металлических труб. Их можно при желании сгибать в любом направлении.
После такой процедуры они сохраняют заданную форму на всем протяжении эксплуатации водопровода. По нему можно пускать и холодную, и горячую воду, температура которой не превышает +95 Сº.
Он легко выдерживает гидравлическое давление от 10 до 25 атмосфер.
Монтаж металлопластиковых труб предельно прост. Он не требует применения профессионального оборудования, однако для этого существуют специальные инструменты. Если они есть в доме, проблем с монтажом инженерных сетей не возникнет.
В видео обобщается предложенная информация и рассказывается о других нюансах выбора пластиковых труб:
Коротко о главном
Собрать водопровод можно из разных пластиковых труб, они сегодня представлены широким ассортиментом. Делать выбор конкретных изделий нужно, исходя из технических особенностей инженерных сетей, финансовых возможностей и сложности конфигурации магистрали. Важно знать, как паять пластиковые трубы, как производится соединение выбранной разновидности.
Прочитать позже






