Трубы изгибают по дуге различного радиуса или другой кривой под различными углами и в различных плоскостях. Гнутые трубы широко применяют для изготовления бензиновых, масляных, воздушных трубопроводов в автомобилях, тракторах, самолетах, металлорежущих станках и других машинах.
Трубы гнут ручным и механизированным способами; в горячем и холодном состоянии; с наполнителями и без наполнителей. Способ гибки зависит от диаметра трубы, величины угла загиба и материала труб.
Рис. 102. Гибка трубы в горячем состоянии: а — по шаблону, б-в трубном прижиме
Гибка труб в горячем состоянии применяется при диаметре более 100 мм. При горячей гибке с наполнителем трубу отжигают, размечают, а затем один конец закрывают деревянной или металлической пробкой.
Для предупреждения смятия, выпучивания и появления трещин при гибке трубу наполняют мелким сухим, просеянным через сито с ячейками около 2 мм песком, так как наличие крупных камешков может привести к продавливанию стенки трубы, а слишком мелкий песок для гибки труб непригоден, так как при высокой температуре спекается и пригорает к стенкам трубы.
Для механизации наполнения (набивки) труб песком применяют молотковые или вибрационные установки. Если установок нет, трубу наполняют песком через воронку, а уплотняют обстукиванием трубы молотком; удары молотка наносят снизу вверх при одновременном ее повертывании до тех пор, пока при ударе по трубе не будет слышаться глухой звук.
После заполнения песком второй конец трубы забивают деревянной пробкой, у которой должны быть отверстия или канавки для выхода газов, образующихся при нагреве (рис. 102,а).
Диаметры пробок (заглушек) зависят от величины внутреннего диаметра трубы. Для труб малых диаметров заглушки делают из глины, резины или твердых пород дерева в виде конусной пробки длиной, равной 1,5 — 2 диаметрам трубы, с конусностью 1:10. Для труб больших диаметров заглушки изготовляют из металла.
Желательно, чтобы забиваемые в концы труб пробки несколько выступали из них, что облегчает удаление пробок.
Для каждой трубы в зависимости от ее диаметра и материала должен быть установлен минимально допустимый радиус изгиба.
Радиус закругления при гибке труб берется не меньше трех диаметров трубы, а длина нагреваемой части зависит от угла изгиба и диаметра трубы.
Если трубу изгибают под углом 90°, то нагревают участок, равный шести диаметрам трубы; если гнут под углом 60°, то нагревают участок, равный четырем диаметрам трубы; если под углом 45° — трем диамертам и т. д.
Длина нагреваемого участка трубы определяется по формуле (в мм)
где L — длина нагреваемого участка, мм; а — угол изгиба трубы, град; d — наружный диаметр трубы, мм; 15 — постоянный коэффициент (90:6 = 15; 60:4 = 15; 45:3 = 15).
Участок изгиба на трубе размечают мелом. Выполняется эта операция по заранее заготовленным шаблонам. В процессе гибки трубу проверяют по месту или по изготовленному из проволоки шаблону.
При гибке труб в горячем состоянии работают в рукавицах.
Трубы нагревают паяльными лампами в горнах или пламенем газовых горелок до вишнево-красного цвета на длине, равной шести диаметрам. Топливом в горнах может быть древесный уголь и дрова. Лучшим топливом является древесный уголь, который не содержит вредных примесей и дает более равномерный нагрев.
В случае перегрева трубу до гибки охлаждают до вишнево-красного цвета. Трубы рекомендуется гнуть с одного нагрева, так как повторный нагрев ухудшает качество металла.
При нагреве обращают особое внимание на прогрев песка. Нельзя допускать излишнего перегрева отдельных участков; в случае перегрева трубу охлаждают водой. От достаточно нагретой части трубы отскакивает окалина.
По окончании гибки выколачивают или выжигают пробки и высыпают песок. Плохое, неплотное заполнение трубы, недостаточный или неравномерный прогрев перед гибкой приводит к образованию складок или разрыву. Изгиб проверяют шаблоном.
При гибке в трубном прижиме в горячем состоянии стальную трубу вставляют в трубный прижим, между угловой выемкой основания и сухарем с уступами, и вращением рукоятки зажимают.
При гибке сварных труб шов располагают снаружи, а не внутри изгиба, иначе труба может разойтись по шву.
На конец изгибаемой трубы надевают отрезок трубы большего диаметра так, чтобы конец немного не доходил до места изгиба, затем обхватывают трубу двумя руками, с большим усилием отводят ее в направлении изгиба (рис. 102,6).
Рис. 103. Гибка трубы в холодно м состоянии: а — на штырях, б — в неподвижной оправке
Гибка труб в холодном состоянии выполняется при помощи различных приспособлений. Простейшим приспособлением для гибки труб диаметром 10 — 15 мм в свободном состоянии является плита с отверстиями, в которой в соответствующих местах устанавливаются штыри (рис. 103,а), служащие упорами при гибке.
Трубы небольших диаметров (до 40 мм) с большими радиусами кривизны гнут в холодном состоянии, применяя простые ручные приспособления с неподвижной оправкой (рис. 103,6). Гибочная оправка 4 крепится к верстаку 7 с двух сторон скобками 2. Трубу для гибки вставляют между гибочной оправкой и хомутиком 3, нажимают руками и гнут ее по желобо-образному углублению гибочной оправки.
Трубы диаметром до 20 мм изгибают в приспособлении (рис. 104). Приспособление крепится к верстаку при помощи ступицы и плиты 7. На одной оси ступицы и плиты находится неподвижный ролик-шаблон 6 с хомутиком 7.
Подвижный ролик 2 закреплен в скобе 4 с рукояткой 3. Трубу 5 для изгиба вставляют между роликами так, чтобы конец ее вошел в хомутик 7.
Затем рукояткой 3 повертывают скобу 4 с подвижным роликом 2 вокруг неподвижного ролика-шаблона 6 до тех пор, пока труба не изогнется на требуемый угол.
Гибка медных и латунных труб. Подлежащие гибке в холодном состоянии медные или латунные трубы заполняют расплавленной канифолью, или расплавленным стеарином (парафином), или свинцом. Порядок гибки аналогичен описанному ранее. Канифоль после гибки выплавляют начиная с концов трубы, так как нагрев середины трубы, наполненной канифолью, разрывает трубу.
Медные трубы, подлежащие гибке в холодном состоянии, отжигают при 600 -700°С и охлаждают в воде. Наполнитель при гибке медных труб в холодном состоянии — канифоль, а в нагретом — песок.
Рис. 104. Гибка трубы в холодном состоянии в приспособлении: 1 — плита, 2 — подвижный ролик, 3 — рукоятка, 4 — скоба, 5 — труба, Рис. 105. Гибка трубы в кольцо: 1,2 — нижние ролики, 3,6 — прижими, 4 — рукоятка, 5 — верхний ролик
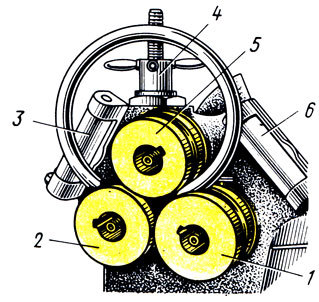 Рис. 105. Гибка трубы в кольцо: 1,2 — нижние ролики, 3,6 — прижими, 4 — рукоятка, 5 — верхний ролик
Рис. 105. Гибка трубы в кольцо: 1,2 — нижние ролики, 3,6 — прижими, 4 — рукоятка, 5 — верхний ролик Латунные трубы, подлежащие гибке в холодном состоянии, предварительно отжигают при 600 — 700°С и охлаждают на воздухе. Наполнители те же, что и при гибке медных труб.
Дюралюминиевые трубы перед гибкой отжигают при 350 -400°С и охлаждают на воздухе.
Механизация гибки труб. При массовом изготовлении деталей из труб небольших диаметров применяют ручные трубогибочные приспособления и рычажные трубогибы, а для гибки труб больших диаметров (до 350 мм) — специальные трубогибочные станки и прессы.
Гибку труб в кольцо производят на трехроликовом гибочном станке. На рис. 105 показан момент гибки в кольцо трубы диаметром до 25 мм без наполнителя.
Перед гибкой налаживают станок — регулируют положение верхнего ролика 5 относительно двух нижних роликов 7 и 2 вращением рукоятки 4. При вращении рукоятки по часовой стрелке верхний ролик опускается вниз, и наоборот, при вращении против часовой стрелки — идет вверх.
Широко используются новые способы гибки труб — гибка с растяжением заготовки и гибка с нагревом токами высокой частоты.
Первый способ заключается в том, что заготовку подвергают совместному действию растягивающих (превышающих предел текучести металла) и изгибающих усилий. Этот процесс осуществляется на гибочно-растяжных машинах с поворотным столом.
Гнутые этим способом детали имеют высокую прочность и меньшую массу. Такой способ применяют при изготовлении труб для самолетов, автомашин, морских судов и др.
При гибке труб с нагревом токами высокой частоты нагрев, гибка и охлаждение происходят непрерывно и последовательно в специальной высококачественной установке типа трубогибочных станков. Установка допускает гибку труб диаметром от 95 до 300 мм.
Она состоит из двух частей: механической и электрической; механическая часть представляет собой станок для гибки труб, а электрическая состоит из электрооборудования и высокочастотной установки.
Указанный способ имеет ряд преимуществ: обеспечивается меньшая овальность в месте изгиба трубы, высокая производительность (в 4 -5 раз выше других способов), процесс механизирован.
- Правильно изогнутыми считаются трубы, не имеющие вмятин, выпучин и складок.
- При гибке труб необходимо соблюдать следующие условия:
- тщательно следить за равномерностью вытягивания внешней стенки и посадки внутренней стенки трубы; учитывать, что внешняя стенка трубы легче вытягивается, чем происходит посадка внутренней стенки трубы;
- трубу гнут плавно, без рывков; появившиеся складки правят молотком. Для предупреждения складок трубу сначала гнут несколько больше, чем следует по шаблону, а затем отгибают в соответствии с шаблоном;
- во избежание разрыва нельзя гнуть трубу и выправлять складки, если труба охладилась до светло-вишневого цвета (800°С). Поэтому трубы больших диаметров гнут с многократным нагревом;
- после проверки трубы шаблоном удаляют пробки, высыпают песок и обрезают концы по шаблону, затем очищают и промывают трубу внутри.
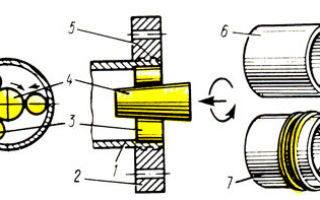
Развальцовка (вальцевание) труб заключается в расширении (раскатывании) концов 4 труб изнутри специальным инструментом (вальцовкой). Для этого инструмент (рис. 106) зажимают в слесарных тисках.
Трубу вставляют в соответствующее по диаметру отверстие 3 (каленая втулка), а затем ударами молотка по оправке 7 развальцовывают конец 4 трубы до необходимых размеров. Концы труб диаметром больше 18 мм развальцовывают при помощи специальной вальцовки (рис.
107), которая состоит из стального стержня 5, на одном конце стержня имеется конус 7, а на другом — квадратная головка 6. Стержень 5 помещен в корпус 3, внутри которого размещены ролики 2, имеющие небольшую конусность.
Рис. 106. Развальцовывание трубы в слесарных тисках: 1 — оправка, 2 — инструмент (вальцовка), 3 — каленая втулка, 4 — конец трубы Рис. 107. Специальная вальцовка: 1 — конус, 2 — ролики, 3 — корпус, 4 — гайка, 5 — стержень, 6 — головка Рис. 108. Схема развальцовывания: 1 — конец трубы, 2 — фланец, 3,4 — ролики, 5 — канавки, 6 — труба до вальцевания, 7 — труба после вальцевания
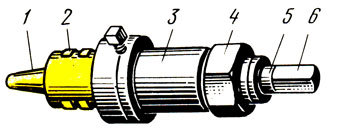 Рис. 107. Специальная вальцовка: 1 — конус, 2 — ролики, 3 — корпус, 4 — гайка, 5 — стержень, 6 — головка
Рис. 107. Специальная вальцовка: 1 — конус, 2 — ролики, 3 — корпус, 4 — гайка, 5 — стержень, 6 — головка 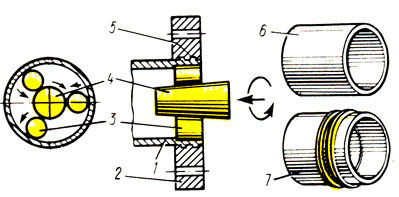 Рис. 108. Схема развальцовывания: 1 — конец трубы, 2 — фланец, 3,4 — ролики, 5 — канавки, 6 — труба до вальцевания, 7 — труба после вальцевания
Рис. 108. Схема развальцовывания: 1 — конец трубы, 2 — фланец, 3,4 — ролики, 5 — канавки, 6 — труба до вальцевания, 7 — труба после вальцевания Процесс развальцовывания состоит в том, что на конец трубы 7 (рис. 108) надевают фланец 2 с выточенными в его отверстии канавками 5, затем в трубу вставляют вальцовку с роликами и вращают.
При вращении вальцовка роликами 3, 4 раскатывает трубу, вдавливая металл трубы в канавки 5 фланца до тех пор, пока они не заполнятся до отказа. Если вращение вальцовки становится свободным, подтягивают гайку 4 (см. рис.
107), углубляя тем самым конус в трубу.
Наиболее производительным является вальцевание на специальных вальцовочных машинах и различных механизмах.
Виды и причины брака при гибке. При гибке металла брак чаще всего проявляется в косых загибах и механических повреждениях обработанной поверхности как результат неправильной разметки или закрепления деталей в тисках выше или ниже разметочной линии, а также неправильного нанесения ударов.
Безопасность труда при гибке. В целях обеспечения безопасности заготовки укрепляют в тисках или других приспособлениях прочно, работают только на исправном оборудовании.
Перед началом работы на гибочных станках знакомятся с инструкцией; работу выполняют осторожно, чтобы не повредить пальцы рук. Работают в рукавицах и застегнутых халатах.
Гибка труб: «холодный» и «горячий» способы
Гибка труб своими руками допустима лишь в разовых случаях. Если процесс сборки металлоконструкции или трубопровода предполагает использование большого количества «гнутых» труб, то процесс деформации изделий лучше всего проводить на особых станках – трубогибах.
- Впрочем, в данной статье мы рассмотрим оба варианта деформации труб, примеряя каждый способ к изделиям разной формы и диаметра.
- ГИБКА ТРУБ СТАЛЬНЫХ ИЛИ ПЛАСТИКОВЫХ: СПОСОБЫ РЕАЛИЗАЦИИ ПРОЦЕССА
- По большому счету, существует всего два способа деформации трубного проката:
- холодная гибка труб
- деформация разогретых изделий
Первый способ – «холодная» гибка – возможен только в том случае, если деформируемая труба изготавливается из достаточно пластичного материала, способного менять свою форму под влиянием внешних сил.
Поэтому «холодную» гибку, как правило, практикуют при деформации относительно небольших металлических труб (за исключением труб из чугуна).
Впрочем, «мягкие» пластиковые трубы такому способу гибки не поддаются даже на трубогибах. Ведь, несмотря на декларируемую мягкость, пластиковые трубы либо не обладают достаточной пластичностью для такого способа деформации, либо у них нет кольцевой жесткости, достаточной для удержания изделия в согнутом состоянии (полиэтиленовые изделия без армирующего каркаса).
Исключение можно сделать только для комбинированных материалов на основе полиэтилена — гибку металлопластиковых труб выполняют только «холодным» способом. Внутри такой трубы находится армирующий пояс из алюминия – в процессе деформации гнут именно его и форму после гибки удерживает именно он.
Горячая гибка – возможна практически в любом случае. Ведь в разогретом состоянии пластичность любого материала повышается на порядок.
Например, высокотемпературная гибка стальных труб (или изделий из любого другого металла) осуществляется очень просто: трубу просто нагревают в месте деформации и сгибают руками.
То есть станки или механические трубогибы, в этом случае, нам уже не понадобятся.
С пластиком, в данном случае, опять возникают проблемы. Горячая деформация невозможна в принципе – полимерные трубы теряют свою кольцевую жесткость при нагреве выше 250 градусов Цельсия. То есть, в процессе горячей деформации такая труба просто растечется по поверхности.
Ну, а теперь, когда мы познакомились со способами деформации, давайте перейдем от теории к практике и разберем, как гнуть трубы «холодным» и «горячим» способом.
↑ХОЛОДНАЯ ГИБКА – ОСНОВНЫЕ ЭТАПЫ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Используя холодную гибку, трубы можно согнуть практически под любым углом. Но сделать это можно всего двумя способами: вручную и с помощью специальных механизмов. Причем и сами механизмы могут использовать либо электрическую или иную энергию, либо энергию мускульной силы оператора.
К основным способам ручной деформации относятся следующие варианты:
- наматывание изделия на шаблон
- деформация изделия на опорах
Причем первый способ допустим только в том случае, если материал трубы будет достаточно пластичным. Ну а второй способ можно использовать и для более жестких труб.
Далее мы берем калибр – округлую и твердую поверхность – и гнем трубу, наматывая изделия вокруг калибра. Само изделие, при этом, удерживается за края мерного отрезка, а гнется только середина.
По такой методике осуществляется гибка труб из дюраля или латуни, или иного материала с достаточно высокой пластичностью. Сам изгиб получается относительно ровным, но такая технология сопровождается большими объемами отходов.
Ведь даже гибка медных труб – очень пластичных изделий – требует достаточно большого рычага.
Следовательно, согнув участок в середине мерного отрезка, мы будем вынуждены избавиться от «рукоятей» — концов, за которые держались в процессе загиба.
Второй вариант – деформация на опорах – реализуется следующим способом:
- Сгибаемое изделие устанавливают на две точечные опоры. Центр трубы, при этом, находится над пустотой.
- Далее мы наносим удары в центральную точку, равноудаленную от двух опор. И под влиянием этих ударов труба немного сгибается. Причем саму трубу можно немного сдвигать, перенося центральную точку на пока еще недеформированный участок.
Правда, используя различные ручные приспособления для гибки труб, мы можем исправить эту ситуацию. Для этого нам нужны: ножовка по металлу, линейка и сварочный аппарат.
Линейкой мы отмеряет несколько точек на трубе (в месте загиба изделия), ножовкой делаем надрезы в теле трубы. А сварочным аппаратом завариваем швы после завершения деформации на опорах.
И никакого деформирования тела или профиля изделия – лишний металл мы уже удалили, сделав надрезы ножовкой.
- Впрочем, несмотря на все наши ухищрения, ручная деформация уступает, по всем параметрам такому способу, как механическая гибка труб в стационарных условиях.
- ↑Основные способы механической гибки труб
- Вся механическая гибка основана всего на двух способах:
- Обкатке трубы
- Гидравлической деформации трубы
Причем для реализации этих технологий используют как электрифицированные, так и ручные станки для гибки труб. Последние используют в качестве источника деформирующего усилия мускульную силу оператора, приложенную к рычагу или струбцине.
Электрифицированная и ручная гибка труб методом обкатки осуществляется следующим способом:
- изделие устанавливается на подающие вальцы станка
- Деформирующий валец подводится к поверхности трубы и упирается в нее с нужным усилием.
- Оператор включает мотор или начинает вращать барабан подающего механизма с помощью особой рукояти.
- Геометрические параметры процесса регулируют в ходе обкатки, поджимая деформирующий валец. Ведь чем большее усилие на этом вальце, тем больше радиус загиба трубы.
В итоге, такая, почти самостоятельная гибка труб – ведь большинство станков работают именно на ручном приводе – позволяет согнуть под нужным радиусом значительные партии заготовок.
Причем качество гибки оказывается существенно выше любого, по-настоящему, ручного варианта. Да и сам процесс деформации происходит быстрее. Однако обработка круглых труб, а равно и гибка труб большого диаметра, на вальцевых трубогибах невозможна.
Для этих целей лучше использовать либо прессы, либо специальные станки для гидравлического деформирования труб.
Последний способ основан на деформации изделия, заполненного жидкой средой (водой или маслом), проводимой в контакте со специальным калибром. По сути, этот процесс повторяет ручную гибку методом наматывания, только результаты этого процесса выглядят более впечатляющее. Кроме того, гидравлическое деформирование дает возможность не только согнуть трубу, но и изменить диаметр сечения изделия.
↑ГОРЯЧАЯ ГИБКА – КАК ЭТО ДЕЛАЕТСЯ ?
Горячее деформирование дает возможность согнуть самые жесткие трубы. Причем, как и в случае с холодной гибкой, горячий вариант можно реализовать с помощью всего двух технологических процессов: ручного и механического деформирования.
↑Горячая ручная гибка
Горячая гибка вручную выполняется теми же способами, что и холодная ручная гибка. То есть мыпрактикуем те же методы: наматывание на калибр и деформацию на опорах. Только перед подачей изделия на калибр или на опоры его нагревают.
 практикуем те же методы: наматывание на калибр и деформацию на опорах. Только перед подачей изделия на калибр или на опоры его нагревают.
практикуем те же методы: наматывание на калибр и деформацию на опорах. Только перед подачей изделия на калибр или на опоры его нагревают.Причем оборудование для гибки труб вручную горячим способом нужно почти точно такое же, что и при холодной деформации. Только в процессе «горячей» обработки задействуют еще и паяльную лампу или резак, которыми прогревается место деформации.
Поэтому воду в процессе горячей гибки в качестве наполнителя не используют.
Гибка труб в горячем состоянии
В горячем состоянии гнут трубы диаметром до 100 мм и более, когда отсутствуют специальные трубогибочные механические станки для гибки в холодном состоянии.
Трубы гнут в горячем состоянии с наполнителем, этот процесс трудоемкий. В качестве наполнителя применяют речной песок, просеянный через сито с отверстиями величиной около 2 мм. Слишком мелкий песок для гибки труб непригоден, так как при высокой температуре он спекается и пригорает к стенкам труб.
Нельзя применять также влажный речной песок; влага, превратившись при нагревании песка в пар, создает большое давление внутри трубы, в результате чего забитые в концах труб пробки могут с силой вылететь и привести к несчастному случаю.
Поэтому для гибки труб песок сначала просушивают, затем прокаливают в печах для удаления органических примесей и, наконец, просеивают в приводных ситах барабанного типа.
Набивка труб песком, особенно труб больших диаметров, является очень трудоемкой операцией. Для механизации операции набивки и уплотнения труб песком применяют молотковые и вибрационные установки. На рис. 161 показана установка молоткового типа для набивки и уплотнения песка в трубы.
Трубу 5 нижним концом с забитой предварительно пробкой закрепляют в патроне 1. В верхней части установки труба опирается на упоры 3. Справа от трубы установлена направляющая в виде валика 6.
По направляющей перемещается вверх и вниз каретка 7 с несколькими молотками 2, которые приводятся в действие от валика 8 и обстукивают трубу, наполняемую песком, поступающим из бункера 4. После первого обстукивания в верхний конец трубы забивают до отказа пробку.
Затем трубу снова вставляют в установку для вторичного обстукивания. Обычно после вторичного обстукивания труба оказывается набитой песком достаточно плотно, но для гибки труб с особо сложными и крутыми изгибами простукивают не менее трех раз.
Рис. 161. Установка молоткового типа для набивки песка в трубу и его уплотнения
Для набивки и уплотнения труб песком применяют также установку, показанную на рис. 162. В этой установке предварительно просушенный речной песок помещается в ящике 1, из которого он подается сжатым воздухом по трубе 2 в бункер 3.
Из бункера песок поступает в трубу 5 через патрубок 4. Уплотнение песка производится укрепляемым на трубе 5 вибратором 6, который работает на сжатом воздухе.
После окончания уплотнения песка забивают во второй конец трубы до отказа вторую пробку, этим заканчивается подготовка трубы для нагрева и гибки.
Рис. 162. Установка с вибратором для уплотнения песка в трубе
При отсутствии специальных установок песок в трубах уплотняют вручную постепенным обстукиванием труб молотком. Удары молотком по трубе наносят снизу вверх при одновременном ее поворачивании до тех пор, пока при ударе по трубе не будет слышаться глухой звук.
Для выхода газов, образующихся при нагреве труб, в пробках, вставляемых в нижний и верхний концы труб, сверлят отверстия.
Трубы гнут в горячем состоянии на гибочных плитах 1 по шаблонам (рис. 163, а). Шаблоны 3 изготовляют из полосовой стали в виде искривленных полос или угольников соответственно радиусу изгиба труб. Упор 2 служит для заклинивания трубы во время ее изгиба. Трубу изгибают при нажатии на холодный конец.
Рис. 163. Схемы гибки труб в горячем состоянии: а — на гибочной плите, б — на гибочной плите с вертикальным барабаном
Трубы больших диаметров гнут на гибочных плитах с вертикальным барабаном (рис. 163,6). Нагретую трубу в этом случае укладывают на гибочную плиту между упорами, установленными на определенном расстоянии друг от друга, соответственно месту нагрева. Труба изгибается при помощи троса, наматываемого на барабан лебедки.
Стальные трубы гнут при нагреве до температуры около 900°С (до темно-оранжевого цвета), не допуская их пережога. При пережоге появляются искры на поверхности трубы. Трубы нагревают равномерно до полного прогрева песка, что определяется по отлетанию окалины с трубы. Гибку осуществляют только с одного нагрева; повторный нагрев ухудшает качество изгибаемых труб.
Длина нагреваемого участка зависит от угла гибки и диаметра трубы; при угле 90° нагревается участок, равный шести диаметрам трубы, при угле 60° участок, равный четырем диаметрам трубы; при угле 45° участок, равный трем диаметрам трубы; при угле 30° участок, равный двум диаметрам трубы. Если нагретая часть окажется больше намеченного участка, охлаждают излишнюю часть водой, иначе трудно получить необходимый радиус закругления.
При гибке труб следят, чтобы равномерно вытягивалась внешняя стенка и садилась внутренняя стенка трубы; при этом учитывают, что внешняя стенка трубы легче вытягивается, чем происходит посадка внутренней стенки.
Трубу гнут плавно, без рывков, иначе в месте гибки могут появиться складки. Складки выправляют на плите молотком. С этой целью трубу сначала гнут на нет сколько больший угол, чем следует по шаблону, а затем отгибают в соответствии с шаблоном.
Во избежание разрыва трубы нельзя гнуть и выправлять складки, если труба охладилась до светло-вишневого цвета, что соответствует температуре 800° С. Поэтому трубы больших диаметров гнут с многократным нагреванием.
Правильность гибки трубы проверяют шаблоном, затем удаляют пробки, высыпают песок и обрезают концы по рискам, взнесенным на шаблоне, очищают и промывают внутренние полости труб.
Гнутье труб в холодном состоянии при изготовлении трубопроводов
Деформировать можно трубу из любого материала. Но согнуть изделие с соблюдением заданных размеров и характеристик удастся только в том случае, если оно достаточно пластично.
Гибка труб осуществляется как ручным способом, так и на специальном оборудовании. Для создания изгиба есть два метода – «горячий» и «холодный». Последний вариант можно реализовать для небольших изделий из мягких, податливых материалов.
Чугунные трубы подвергнуть холодной деформации нельзя.
Нагретые сталь или чугун, не говоря уже о меди и алюминии, становятся на порядок пластичнее, согнуть их в таком состоянии можно одними руками без применения станка.
Способы гибки труб
Тонкостенные и толстостенные профильные трубы сгибают путем сварки. Определяют радиус и длину закругления, а болгаркой режут три поперечных пропила. После трубу сгибают, а места с пропилами заваривают.
Пластиковые трубы согнуть очень сложно даже на станке, ведь поливинилхлорид не является пластичным материалом, величина его жесткости не позволяет изделию удерживать согнутую после деформации форму. ПВХ-изделия при нагреве выше 250˚С не просто потеряют свою первоначальную форму, они расплавятся и растекутся по поверхности.
Если труба содержит армирующий алюминиевый пояс внутри, деформировать изделие «холодным способом» вполне возможно.
Создание изгиба с помощью трубогиба
Для пластичных меди и алюминия можно использовать метод наматывания. Сначала трубу наполняют песком или солью, заполняют водой и охлаждают (смесь внутри должна замерзнуть). Это делают для того, чтобы труба после наматывания сохранила свою форму профиля.
Затем на твердый круглый калибр наматывают трубу, изгиб получается достаточно ровным (середина гнется, а края удерживаются). Методика имеет свой минус: большое количество обрезков-отходов. Даже для медных труб нужен большой рычаг. Получая согнутый отрезок посередине, по краям остаются отходы — части трубы, находящиеся в держаке.
Дорном называют механическую часть станка для гибки труб. Составной дорн обрабатывает изделия с небольшой площадью поперечного сечения.
Чтобы получить элипсообразный, дуговой или S-образный изгиб, трубу размещают на стержне-дорне и изгибают под заданным углом.
Метод деформации на опорах
В основном используется для жестких материалов.
Сначала трубу устанавливаются на две точечные опоры (под центральной частью опоры нет).
Затем в центр изделия наносят удары, под действием которых труба изгибается. После трубу сдвигают в нужном направлении, продолжая формировать изгиб.
Ручной инструмент позволяет сформировать изгиб с заданным радиусом округления
Минусы данного метода очевидны: следы ударов не проходят бесследно, поперечное сечение уже не будет иметь первоначальной формы, а «лишний» металл будет собираться «в гармошку» внутри сгиба.
Устранить дефект можно путем удаления части металла на сгибе с помощью ножовки и сварочного аппарата. Ножовкой делают надрезы в месте сгиба, а затем заваривают швы.
Этот метод считается довольно грубым, используется в крайних случаях.
Вальцовка
Может осуществляться методом радиусного прокатывания и методом обмотки по шаблону. Для профилей сложных конфигураций существует индивидуальная оснастка для гибки.
Устройство для сгиба имеет в своей конструкции два ролика, закрепленных на станине, которые протягивают заготовку. Прижимной ролик перемещается и задает радиус изгиба. В простых моделях используется прижимной ролик с ручным приводом, в более сложных – с пневмо- и гидроприводом.
- Холодным способом деформируют трубу под разным углом. Это делается с помощью специальных механизмов (они могут быть ручными и электрическими).
- Механическая гибка труб может быть выполнена обкаткой или гидравлической деформацией.
- Для труб с большим диаметром используют пружину из стальной проволоки (с толщиной до 4 мм и длиной равной длине изгибаемого участка). Пружину помещают вовнутрь трубы и на болванке выполняют сгиб.
- Станки используют, если в сгибе нуждаются трубы с наружным диаметром от 32 до 76 мм. Для труб с диаметром больше 76 мм существуют станки с током высокой частоты.
- Для создания незначительного изгиба необходимый участок нагревают до 900˚С и создают радиус ручным трубогибом.
Вальцы для гибки круглых и профильных труб
Технология гнутья труб из углеродистой стали
Способ гнутья труб в холодном состоянии получил широкое применение при изготовлении и монтаже технологических трубопроводов с условным проходом до 150 мм.
При холодном гнутье трубы не нужно набивать песком и нагревать, в результате чего производительность труда по сравнению с горячим гнутьем увеличивается в 3—6 раз.
Во избежание сплющивания трубы и потери устойчивости при гнутье в определенном диапазоне диаметров применяют внутренние оправки, имеющие снаружи выемку (ручей) в соответствии с размерами изгибаемой трубы или их комбинации.
Изготовление крепежа
Существует много конструкций станков и приспособлений для гнутья труб в холодном состоянии, но все они могут быть сведены к трем основным типам: на двух опорах, обкаткой роликом и с внутренней оправкой (дорном).
Холодное гнутье путем укладки труб на двух опорах и приложения изгибающего усилия в середине применяют в основном для труб с условным проходом до 100 мм, реже свыше 100 мм. Опоры должны быть выполнены таким образом, чтобы они могли поворачиваться вокруг своих осей по мере изгибания трубы.
Гибочный сегмент в этих устройствах соединяется со штоком гидравлического или винтового домкрата. Станки данного типа, имеющие вид ручных переносных гидравлических трубогибов, удобны при монтажных и ремонтных работах, когда трубы надо гнуть непосредственно на площадке.
На станках, работающих по данной схеме, можно производить правку и подгонку под необходимый размер труб, согнутых на других станках, после их термообработки. На подобных станках можно также изгибать трубы в различных плоскостях.
Производительность станков этого типа сравнительно небольшая. Для гнутья труб диаметром от 22 мм до 57 мм применяют ручной гидравлический трубогиб РТГ2. В стальном корпусе трубогиба имеются гидравлический цилиндр и шток.
На одном конце подвижного штока установлен гибочный сегмент. Масло в цилиндр нагнетается ручным насосом. В проушинах корпуса имеются отверстия, в которые устанавливают оси двух поворотных опор.
Трубы гнут следующим образом: в зависимости от диаметра изгибаемой трубы устанавливают сегмент и опоры. Трубу укладывают на опоры и покачиванием рукоятки насоса подают масло в цилиндр. Шток цилиндра выдвигается и сегментом гнет трубу.
Для возвращения штока в исходное положение имеется пропускной клапан и возвратная пружина. Трубогиб снабжен комплектом гибочных сегментов и опорных роликов для каждого диаметра трубы.
Нержавеющая гибкая труба
Понадобится в том случае, если проложить коммуникации нужно в обход конструктивного элемента или участка.
Используя такой вариант, можно выполнить разводку системы водоснабжения и проложить кабель, соорудить систему «теплый пол» или проложить вентиляцию. Отвод дыма (через дополнительный канал к основному дымоходу) и соединение коммуникаций, расположенных на разной высоте, также можно осуществить с помощью гибких труб.
Гибкая нержавеющая труба имеет массу достоинств. Она прочна, долговечна, устойчива к агрессивным воздействиям и перепадам температур. Эксплуатировать ее можно на открытом воздухе и внутри бытовых или производственных помещений. Соединяются гибкие трубы с помощью фитингов, инструментом служит разводной ключ.
В гибкие трубы ПВХ прячут провода всех видов. При этом для коммуникации становятся защищенными от влаги и грызунов. Возможна также скрытая проводка на участках любой сложности. Трубы данного типа могут иметь армирующий каркас, который усиливает прочностные характеристики.
Гофрированная гибкая труба спрячет кабель, газовую или водопроводную трубу.
Гибкие газовые трубы из нержавейки дают возможность подсоединить счетчик без использования сварки. Труба хорошо гнется, но внутри нее не появляются напряжения сжатия, а потому возникновение микротрещин исключено. Иногда, придав трубе соответствующую форму, ее используют вместо радиаторов отопления.
В ходе ремонта или строительства часто возникает необходимость изогнуть профильную или круглую трубу под определенным радиусом. Можно сделать это своими руками, если обработать нужно 1-2 трубы. В серийном и массовом производстве понадобится трубогиб – специальный станок для деформации трубных изделий.
Параметры изгибания труб
Как и большая часть других сложных технологических процессов, сгибание труб регламентируется строгими технологическими нормами.
Необходимо выполнять множество нюансов:
- при перегибе деталь не должна сплющиться либо порваться,
- на протяжении изгибания необходимо следить, дабы материал не сморщился гофрой,
- в обязательном порядке направляться выполнять минимальный радиус сгиба, который зависит от материала трубы, толщины ее стенок и диаметра.
Инструкция, закрепленная ГОСТ 3262-92 предусматривает разный радиус загибания круглых железных труб. Чем толще деталь, тем громадным будет минимальный радиус перегиба.
При гибке своими руками нужно выполнять следующие требования:
- для труб диаметром до 20 мм минимальный радиус изгиба образовывает 3 наружных диаметра,
- для громадных деталей – 4.
Необходимо подчернуть, что тёплая гибка разрешает в два раза уменьшить эти значения, но требует применения специализированного оборудования. Происходит это вследствие того что процесс нагрева очень сильно увеличивает пластичность железных труб.
Основные операции токарной обработки и исполь-зуемые резцы
Обратите внимание! Толстостенные изделия, предназначенные для обустройства водопроводов, весьма не легко гнутся. Потому чтобы не было неприятностей не рекомендуется применять минимальный радиус сгибания. При необходимости лучше использовать фитинги.
Еще сложнее производится гибка квадратных труб (профилированных). Для этого употребляются особые приспособления, оборудованные дорном – гибкой деталью из стали, которая помещается вовнутрь детали при сгибе и мешает образованию перегибов либо гофры.
Специалисты применяют особые дорновые трубогибы с ЧПУ (управляются компьютеризированной системой), благодаря которым получается максимально плавное скругление.
Гибка алюминиевой трубы, и изделий из меди и латуни, менее трудоемка, поскольку эти металлы весьма пластичны. Но физика процесса от этого не изменяется.
При перегибе внутренняя поверхность поворота утолщается и деформируется, а внешняя – утоньшается. Это воздействует на прочность и ухудшает характеристики деталей. Наряду с этим не имеет значения, использовалась холодная либо тёплая технология.
Независимое изгибание труб
Стальные детали
Для сгибания железных изделий употребляются ручные трубогибы, каковые имеют пара разных насадок для обработки деталей различного размера и из разных материалов. Значительно чаще в них употребляется гидравлический домкрат, разрешающий обрабатывать толстостенную трубу.
В случае если вам необходимо сделать один-два загиба, целесообразно обратиться к сантехникам ЖЭКа. У них в большинстве случаев имеется подобное приспособление, а цена за услуги будет маленькой.
В крайнем случае возможно сделать изгиб и посредством подручных средств, но это потребует громадных затрат времени и сил.
Для работы пригодится:
- стол либо столярный верстак,
- речной песок (его количество зависит от диаметра трубы),
- железная заготовка цилиндрической формы, радиус которой максимально приближен к размеру загиба трубы,
- две пробки для закупоривания торцов трубы,
- газовая горелка (паяльная лампа).
Работа производится в таковой последовательности:
- Песок нужно очистить от посторонних примесей и прокалить посредством горелки , пока он не прекратить дымить при нагревании.
- Цилиндрическая заготовка закрепляется в столярных тисках, каковые, со своей стороны, должны быть прикреплены к верстаку, в противном случае вся конструкция будет проворачиваться.
- Чтобы труба сохранила свое внутреннее сечение, ее необходимо заполнить прокаленным речным песком. Дабы он не высыпался, края трубы закупориваются пробками.
Совет! Песок необходимо насыпать максимально хорошо. Уплотните его посредством деревянного прутика или методом постукивания по трубе.
- После этого один конец заготовки вставляется между упором и применяемой оправкой, а второй загибается в нужную сторону. В случае если труба через чур маленькая, на ее конец возможно надеть другую деталь, которая послужит рычагом. Угол необходимо осуществить на 2-3 градуса больше, поскольку труба частично вернёт свою форму по окончании прекращения действия.
- В случае если вам нужно сильный изгиб, окажет помощь газовая горелка. С ее помощью необходимо нагреть деталь в области загиба до вишневого цвета, а после этого согнуть трубу. Дабы из изделия имел возможность уходить тёплый воздушное пространство, в пробках нужно просверлить маленькие отверстия.
- По окончании работы пробки вынимают либо срезают, а песок высыпают.
Готовую согнутую деталь нужно проверить на предмет обнаружения недостатков:
- осмотреть место сгиба и убедиться в отсутствии трещин, растяжек, повреждения металла и гофры,
- произвести зачистку места сгиба от окалины и нагара,
- при необходимости нарезать на торцах заготовки резьбу нужного размера.
Трубы из мягких металлов
Процесс обработки труб из меди, латуни либо алюминия фактически не отличается от приведенного в прошлом разделе. Такие изделия возможно гнуть и без нагрева, но наряду с этим внутреннее пространство детали рекомендуется заливать расплавленной канифолью.
В то время, когда необходимо сгибать заготовку на минимально вероятный диаметр, рекомендуется все же прогревать материал. Работать будет легче, но при появлении недостатков исправить их будет сложнее – пригодится повторный нагрев.
Примечание! Вместо песка либо канифоли для заполнения внутреннего пространства возможно применять пружину подходящего диаметра. Они продаются в специализированных магазинах.
Если вы довольно часто гнете разные трубы, целесообразно не поскупиться и купить себе особый трубогиб для сгибания труб, который разрешает просто и в малейшие сроки создавать обработку громадного количества заготовок.
Гибка труб: что это, виды, применяемое оборудование
17.08.2020
Вопросы, рассмотренные в материале:
- Преимущества данного способа металлообработки
- 3 основных типа трубогибочных механизмов
- Классификацию трубогибочного оборудования по принципу действия
- Принцип работы простейших трубогибочных станков
- Горячий метод гибки труб
- 2 способа гибки металлических труб своими руками
- От чего зависит цена гибки металлических труб
Гибка металлических труб во многих случаях представляется более предпочтительной, чем сварка или резьбовое соединение. Объясняется это просто – при данном процессе не нарушается целостность изделия, то есть сохраняется его герметичность.
Сегодня сложно представить сферу человеческой деятельности, в которой бы не применялись проложенные под самыми разными углами трубы: это и машиностроение, и архитектура, и химическая промышленность. Перечислять можно долго.
Изготовление аргоновой сварки в домашних условиях
И далеко не во всех случаях можно использовать фитинги или ту же резьбу – хотя бы из соображения безопасности. Требуется именно гибка труб. А вот как именно это делать и на каком оборудовании – зависит от ситуации. Благо технологий сегодня хватает, и есть из чего выбирать.
Преимущества данного способа металлообработки
Первые трубы были изобретены человеком в древнейшие времена – это были водоводы, сконструированные из бамбука и тростника. Древний Рим перешел уже на изделия из бронзы.
Однако в промышленных масштабах трубы стали делать только в конце XIX века. Были разработаны методы их массового изготовления.
Сейчас же хозяйственная деятельность человека немыслима без производства многих миллионов тонн труб ежегодно.
Помимо резьбового соединения и сварки, в последнее время все чаще используют гибку цельных труб для создания жестких металлоконструкций. Это обусловлено следующими факторами:
- отсутствие ввариваемых патрубков приводит к уменьшению материалоемкости производства;
- снижается трудоемкость изделий по сравнению с аналогами;
- проход трубы имеет лучший показатель по гидроаэродинамике;
- исключаются неблагоприятные воздействия на структуру металла при сварных работах;
- герметичность конструкции значительно выше, чем при резьбовом соединении;
- внешний вид трубы лучше, чем при других соединениях.
Гибка металлических труб происходит с использованием различных методов, на выбор которых оказывают влияние различные факторы:
- материал, из которого планируется изготовить трубу;
- толщина его стенок;
- профиль трубы;
- размер ее сечения (высота и диаметр);
- радиус изгиба;
- точность, с которой надо проводить изгиб трубы;
- предел деформации, который можно допустить при сгибании;
- долговечность и прочность места сгиба трубы, выраженные в качественных показателях.
Тип используемого оборудования выбирается в зависимости от планируемых объемов работ и целей. Его стоимость может значительно колебаться: от сотен рублей до миллиона и даже более.
Виды тонкостенных труб
По характеру изготовления тонкостенные трубы делятся на трубы бесшовные и трубы электросварные. Трубы, соединенные швом, выполняются из листовой заготовки при помощи сварки и спайки.
Цельнолитые трубы производят методом горячего и холодного проката на специальных станах. Бесшовные стоят дороже, но отличаются большей прочностью и долговечностью.
Именно они используются для работы при высоком давлении и существенной нагрузке.
Трубы различают по типу сечения:
- круглые;
- квадратные;
- прямоугольные.
Круглые трубы чаще используются для изготовления проводящих систем, газопроводов, отведения жидкостей, горячего воздуха. Профильная труба с квадратным и круглым сечением выдерживает большие статические и динамические нагрузки и используется в создании металлоконструкций, в качестве стоек ограждений и опор, для изготовления лестниц, малых архитектурных форм, в машино- и станкостроении.
Широк сортамент трубной продукции. Основными параметрами, которые определяют каждую разновидность, являются:
- внутренний диаметр;
- внешний диаметр;
- толщина стенки;
- длина трубы;
- марка стали.
Производство трубного металлопроката определяется десятками разнообразных ГОСТов, в которых задаются физические и химические свойства, допуски и сфера применения каждого варианта.
Тонкостенная труба может быть покрыта слоем цинка, что увеличивает ее устойчивость к коррозии, показатели долговечности и гигиеничности.
Классификация трубогибочного оборудования по принципу действия
В зависимости от принципа действия оборудование бывает:
- Автоматическим – когда станком управляет система ЧПУ, задаваемая оператором. Действует станок в автоматическом режиме, работа поддерживается калибровочными датчиками.
- Гидравлическим – гидроцилиндрическое устройство активирует механизм зажима трубы.
- Арбалетным – оборудование изгибает трубы под углом в 90°. Оно достаточно компактно и используется для полимерных изделий, а также труб из цветного металла.
- Рычажным – устройство ручного использования, изгибает тонкостенные заготовки на угол до 180°.
- Арочным – ручной инструмент, который гнет трубу вокруг сегмента, имеющего шаблонную форму.
- Трехвалковым (роликовым) – также ручной инструмент, использующий связанные друг с другом три ролика. Он лучше прочего оборудования приспособлен для гибки твердых металлов, поскольку снижает риск возникновения в процессе работы трещин, а также появления разного рода деформаций на стенках заготовки.
- Пружинным – сделан из пружинной стали. Применяют его для гибки труб небольшого диаметра без швов. Внутрь заготовки помещают пружину, после чего мастер выполняет изгиб посредством приложения физической силы.
Сортамент профильных труб по ГОСТу 8732 78, 8734 75, 8731 74
8639-82 – предусматривает выпуск квадратного профиля со стенками от 1 мм и наружными размерами в пределах 10-100.В отличие от круглых изделий сварка тонкостенных профильных труб остается единственным способом получить прокат квадратного, каплевидного, овального или многоугольного сечения. Его сортамент определяется отдельными отраслевыми стандартами:
- 8645-68 – прямоугольные сечения шириной от 15 до 110 мм при высоте 10-60. Минимальная толщина стенки 1 мм.
- 8642-68 – все без исключения овальные изделия относятся к тонкостенным, так как при толщине всего 0,5-2,5 мм выпускаются в размерах от 6×3 до 90×32.
Металлическая мебельная фурнитура чаще изготавливается именно из тонкостенных профилей, после чего подвергается оцинковке или хромируется.
Принцип работы простейших трубогибочных станков
Для точности и аккуратности изготовления изделия необходим специализированный инструмент – трубогиб, который способен гнуть заготовки диаметром 5–1 200 мм на угол не более 180°.
Изгиб труб на больший градус невозможен, поскольку идет работа с холодными трубами, у которых малая пластичность. Трубы могут быть изготовлены из таких материалов, как металлопластик, черные или цветные металлы и пр.
Все они пригодны для изгиба на трубогибном станке.
Используют данное оборудование при производстве мебели, ограды, спортинвентаря, автомобильных деталей, каркасных изделий и пр. В промышленных условиях партии однотипных изделий часто изготавливаются с помощью трубогибов.
Для качественной гибки труб необходимо помнить, что изделие не сложится гармошкой и не деформируется с нарушением геометрии, только если место изгиба будет больше диаметра трубы в три или четыре раза.
Инструмент гнет трубу в соответствии с заданным радиусом. Сначала заготовка крепится на станке, после чего начинается давление на ее стенки. Рассмотрим схему воздействия инструмента.
Оборудование имеет два плеча, так называются рычаги, к которым мастер прикладывает усилие. С заготовкой станок соприкасается роликами, у которых внутри есть подшипник. Они прокатываются по трубе, равномерно оказывая на нее воздействие, что делает невозможным вмятины и заломы на изделии.
Как мы работаем
Мощная техническая платформа, высокая квалификация специалистов и ответственный подход к работе позволяет нашей компании решать практически любые проектные задачи.
Сложная гибка по образцу или чертежу осуществляется нами максимально точно и без погрешностей.
Мы работаем с трубопроводами промышленного и хозяйственного назначения, магистралями, к которым предъявляются повышенные требования, готовим секции для размещения в труднодоступных местах.
Наши возможности:
- формирование секций длиной до 3 м;
- создание форм любой сложности (обвод, скоба, «калач», «утка»);
- обработка труб диаметром от 4 до 50 мм и различных металлосплавов, включая нержавеющую сталь толщиной от 0,5–1,5 мм;
- высокоточное формирование через задание параметров угла и поворота с использованием программ ЧПУ;
- пространственная 3D-гибка.
При необходимости трубогибочные работы можно дополнить развальцовочными операциями. В результате вы получите готовую секцию нужной формы с формованной кромкой для немедленной установки по месту.
Горячий метод гибки труб
Данный способ используется в случае невозможности согнуть трубу холодным методом с помощью трубогибочного устройства. Трудоемкость его значительно выше. Кроме того, используется наполнитель для заготовки.
Это может быть заранее просеянный и просушенный речной песок без мелких частиц и органики, пригорающих к стенкам трубы при нагреве. В противном случае возможно образование пара высокого давления при нагреве трубы.
Процесс сгибания происходит при нагревании заготовки примерно до +900 °С. Для получения изделия высокого качества необходимо исключить пережог заготовки. Размер нагреваемого участка зависит от радиуса изгиба и сечения трубы. После окончания гибки песок удаляют из полости, предварительно убрав удерживающие его заглушки. Затем изделие очищают и промывают.
Горячее цинкование металлопроката
Гибка труб
При прокладке трубопроводов на строительных объектах требуется изменение направления трубопроводов с целью обхода строящихся конструкций и других трубопроводов, что предполагает использование гнутых деталей.
Главное отличие этих деталей от литых (фасонных) частей состоит в более плавном переходе, обеспечивающем меньшее сопротивление при движении жидкостей, паров и газов и отсутствии дополнительных соединений. Гибка труб может производиться на ручных, автоматических и полуавтоматических станках.
При подборе оборудования для гибки труб учитывается диаметр трубы, материал, толщина стенки, требуемая точность, повторяемость и объемы выпуска изделий.
Существуют различные виды гнутых деталей: отступы, отводы, калачи, скобы и компенсаторы. Деталь с двумя изогнутыми элементами, обычно под углом 135°, называется отступом. Эта деталь используется тогда, когда трубопровод и присоединяемая к нему деталь лежат на разных осях. Вылетом называется расстояние от оси одного отогнутого конца трубы до другой.
Отводом называется деталь, изогнутая под определенным углом. Эта деталь используется для изменения направления трубопровода. При огибании другого трубопровода используется скоба, деталь с тремя изогнутыми элементами. Деталь с поворотом в виде полуокружности, называемая калачом, применяется при соединении двух отопительных приборов, расположенных друг на другом.
Калач является заменой двух отводов, а расстояние между осями его концов равняется радиусам. Деталь П-образной формы называется компенсатором, она используется при уравновешивании температурных удлинений. При гибке наружная часть металла растягивается, а внутренняя — сжимается, в результате чего толщина стенок изменяется, а также происходит сплющивание трубы, т.е.
появление овальности. Размер этой овальности не должен превышать 10 градусов. При изготовлении гнутых деталей соблюдается определенная последовательность, при которой сначала производится разметка труб, затем отрезка, а после этого гибка.
Для разметки используют измерительные и разметочные инструменты, а на специализированных заготовительных производствах — разметочно-отрезные устройства, состоящие из трубоотрезного станка и разметочного стола. Длина заготовки гнутой детали определяется по таблицам. Отрезка труб выполняется либо вручную, либо механизированным способом.
При применении трубоотрезных станков труба обрезается при помощи диска. Гибка труб выполняется на ручных или приводных станках, при этом трубы могут нагреваться или охлаждаться.
Чтобы согнуть трубу большого диаметра, необходимо ее нагреть, так как при нагревании металл становится пластичным, что позволяет уменьшить усилие, необходимое для гибки, и предотвратить разрывы стенок трубы. Гибка труб в холодном состоянии осуществляется при помощи ручного станка СТВ.
Между роликами вставляется труба, и при поворачивании рукоятки с подвижным роликом труба изгибается вокруг неподвижного ролика под нужным углом. Используются также комбинированные станки Вольнова с тройными роликами для осуществления процесса гибки на одном станке труб с диаметрами 15, 20 и 25 мм.
Помимо перечисленных станков применяются станки с гидравлическим и винтовым приводом, позволяющими снизить усилия. Гибка труб в горячем состоянии производится путем нагревания места сгиба и поворота трубы вокруг оправки. Изгибаемая труба заполняется песком и один конец этой трубы закрепляется в тисках.
Радиус изгиба должен быть не меньше диаметра трубы, а длина нагреваемой трубы при угле сгиба равном 90° должна быть не менее 6 диаметров, при угле 60° не менее 4 диаметров, а при угле 45° не менее 3 диаметров. Складчатые отводы могут применяться при гибке труб диаметром более 50 мм. На внутренней поверхности таких отводов происходит деформация металла в виде складок.
Места нагрева и появления складок отмечаются, после чего оба конца трубы закрываются деревянными пробками, а труба укладывается на стенд и место образования первой складки, потом изгибают трубу. Для изготовления отдельных деталей трубопроводов используется метод штамповки. Метод штамповки позволяет сэкономить трудовые затраты при заготовке стандартных деталей.
Трубы укладываются на гидравлический пресс и зажимаются пуансоном, принимая нужную форму. Штампованные детали практически идентичны друг другу по размерам в сравнении с деталями, полученными на трубогибочных станках. Гибка пластмассовых труб выполняется в нагретом состоянии на специальных станках.
Нагревание труб производится в ваннах, наполненных глицерином, или электропечах. Чтобы не произошло смятия трубы, в нее помещают наполнитель в виде резинового жгута, гибкого металлического или резинового шланга, набитого песком. Диаметр наружной поверхности жгута должен быть на несколько миллиметров меньше внутреннего диаметра трубы. При гибке труб с диаметром более 50 мм рекомендуется применять резиновый шланг с песком. Если наполнять трубы песком, в дальнейшем будет нужно очищать трубы от прилипшего песка. Гнуть трубы без наполнителя можно, если отношение толщины стенки к ее диаметру составляет примерно 0,06, а также если радиус изгиба больше 4 наружных диаметров.