
Профильная труба является одним из видов строительного металлопроката, применяется при возведении легких металлических конструкций:
- каркасы теплиц;
- опоры для заборов бытового назначения;
- канализационные и водопроводные системы и т.д.
Широкое распространение профильных труб обусловлено рядом факторов:
- доступная стоимость;
- обширный выбор размеров;
- идеально равномерная толщина и гладкая поверхность стен проката:снаружи и внутри;
- малая подверженность различного рода деформациям;
- небольшая масса готовых изделий;
- надежность и долговечность.
Наиболее популярным видом термической обработки данной разновидностью металлопроката является сварка. О том, как правильно варить профильные трубы мы рассмотрим далее.
Как варить профильные трубы
- сваривание осуществляется током от 10 до 60 А;
- диаметр электродов составляет от 0,5 до 2 мм.
- соединение выполняется в один проход;
- качество шва зависит от скорости сваривания; исполнителю нужно успеть произвести сварку прежде, чем рабочие кромки начнут остывать (хотя некоторыми марками, например, рутиловыми можно варить с отрывом).
Также существуют общие сведения (для изделий со стенками любой толщины), которые помогут исполнителю понять, как сваривать профильные трубы:
- при воздействии высоких температур трубы профильного сечения в большей мере подвержены деформации, чем круглые;
- расплавление металла может привести к заполнению и перекрыванию внутреннего пространства. Поэтому в тех случаях, когда пустотелость важна, следует следить за отсутствием капель металла внутри изделия;
- торцевое соединение способствует появлению высокого напряжения на углах, которые возникает из-за неравномерного нагрева и неправильного формирования валиков.
Способы и методы сварки профильной трубы
Существует несколько способов, применяемых для работы с данной разновидностью металлопроката. Поговорим о том, как сварить профильную трубу, в зависимости от используемого метода сваривания.
Ручная дуговая сварка является одним из самых распространенных способов. Популярность обусловлена следующими причинами: простота, качественный шов, возможность проводить работы в труднодоступных местах, доступность оборудования и материалов.
Исполнителю понадобится:
- сварочный аппарат (трансформатор или инвертор);
- электроды;
- средства индивидуальной защиты: маска и перчатки;
- приспособления для сварки профильных труб:
- Центратор – устройство, обеспечивающее расположение осей свариваемых труб на одной линии и служащее для совмещения торцевых кромок изделий. Выделяют внутренние и наружные центраторы. Для работы с трубами большого диаметра предназначен звенный центратор (на картинке). Для домашних мастеров подойдут центраторы-струбцины. Обеспечение соосности изделий небольшого диаметра можно добиться с помощью самодельного устройства, состоящего из уголков и приваренных к ним струбцин.
- Магнитные угольники предназначены для соединения труб под нужным углом.
- щетка с металлическими ворсинками или наждачная бумага для зачистки изделий.
Данный метод подойдет для сварки труб различной толщиной и сечением. Исключением является изделия с толщиной стенок свыше 4 мм. Такие детали требуют предварительной подготовки.
Торцы труб пред свариванием следует зачистить и обезжирить.
Также перед работами необходимо правильно выбрать электрод. Трубы с толщиной стенок менее 4 мм. следует варить стержнями с диаметром 2-3 мм. Сила тока – 50-60 А.
- О том, какие электроды для сварки профильной трубы следует использовать, мы расскажем далее.
- Тонкостенные детали свариваются без формирования кромок и с минимальным зазором.
- Сварка может выполняться в нижнем, горизонтальном или вертикальном положениях.
Исполнитель должен учесть все нюансы и применить качественное оснащение и материалы. Тогда можно легко справиться и правильно варить профильные трубы электросваркой.
Электродуговая сварка в среде защитного газа осуществляется неплавящимся электродом, используется довольно часто. Данная технология предназначена для соединения тонкостенных изделий. Предварительная подготовка деталей включает очистку и обезжиривание рабочей поверхности.
Затем нужно верно подобрать диаметр вольфрамового электрода. При толщине стенок трубы не более 2 мм. рекомендуется применять стержни диаметром 1 мм., для стенок толщиной более 2 мм. – 1,6 мм.
Диаметр сварочной проволоки также зависит от толщины основного изделия, соотношение следующее: толщина 1 мм. – диаметр 1,0-1,5 мм., толщина 2 мм. – диаметр 2,0-2,5 мм.
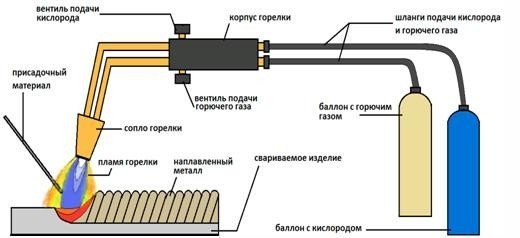
Кроме расходных материалов, исполнителю понадобится сварочное оборудование: источник питания (трансформатор/инвертор), блок питания, горелка и газовая аппаратура: баллон с газом, редуктор и шланги.
Электрод нужно держать близко к сварочной ванне. Чем короче дуга, тем лучше будет проваривание и качественнее соединение.
Передвижение проволоки и прутка должно выполняться исключительно вдоль шва, недопустимы поперечные движения.
Важный нюанс! Присадка подается плавно, резкая подача приводит к разбрызгиванию.
Расход газа не должен превышать 12 л/мин.
Сила тока варьируется в диапазоне от 50 до 120 А (в зависимости от толщины стенок свариваемых труб).
Газовая сварка профильного проката проводится с помощью следующего оборудования:
- баллоны с кислородом и ацетиленом;
- редуктор;
- горелка;
- присадочные прутки;
- шланги для подачи газа в горелку.
Суть процесса данного вида сварки заключается в нагреве рабочей зоны и подачи в нее присадочного материала, который расплавляется и заполняет зазор.
Если толщина стенок профильного проката не превышает 4 мм., то кромки можно не формировать.
Выделяют две технологии:
- слева направо (правый способ) подразумевает движение присадки за горелкой. Плюсы: зона сваривания хорошо прогревается; исполнитель видит рабочую зону, что повышает производительность и уменьшает расход газа. Такая техника подойдет для изделий с толщиной стенок свыше 5 мм.
- справа налево (левый способ) применяется для тонкостенного проката – проволока движется впереди горелки.
Контактная сварка в большинстве случаев применяется в производственных условиях. Высокая стоимость специального оборудования и сложность процесса практически исключает возможность использования данного способа в домашних условиях.
Сваривание выполняется за счет давления электродов на изделия при одновременном пропускании тока. Рабочий процесс проводится без использования присадочных материалов. Главные преимущества: надежность и неразъемность соединения.
[ads-pc-3][ads-mob-3]
Сварка профильной трубы инвертором
Сварка профильных труб инвертором для начинающих мастеров станет идеальным вариантом. Так как оснащение подобного типа предоставляет возможность применять импульсный режим.
Инверторный сварочный аппарат подойдет для работы с изделиями, толщина стенок которых значительно варьируется. Сварка тонкостенных профильных труб инвертором осуществляется при напряжении силой в 50-60 А. Увеличение напряжения происходит при работе с более толстостенными изделиями.
Возбуждение электрической дуги выполняется посредством контакта плавящегося электрода и основного металла. Покрытие расходника начинает гореть. Часть обмазки расплавляется, переходит в жидкое состояние и покрывает расплавленный металл, другая часть превращается в газы и предотвращает контакт рабочей зоны и атмосферного воздуха.
Преимущества инверторной сварки:
- исключение залипания электрода;
- постоянство тока инвертора гарантирует стабильность дуги и хорошее качество шва.
Следуя вышеперечисленным сведениям, можно легко понять, как правильно варить профильную трубу.
Какими электродами варить профильную трубу
Сварочные электроды ОЗС-6
- Профильные трубы производятся из углеродистых и низколегированных сталей, поэтому следует применять следующие марки электродных стержней:
- АНО-4 – самая распространенная марка; электроды отличаются универсальностью, подходят для работы с оборудованием различного типа, не нуждаются в прокалке.
- МР-3С используются, когда исполнителю нужно получение качественного шва с повышенными требованиями к его свойствам.
- УОНИ-13/55 чаще используются профессиональными сварщиками.
ОЗС-12 обеспечивают хорошее качество соединения. Основной недостаток – слабая устойчивость к влаге.
Вышеуказанная информация поможет определить, каким электродом варить профильную трубу 20х40 и другие форматы данного проката.
Сварка профильной трубы встык
Тавровое соединение труб не вызывают у исполнителей каких-либо проблем. Однако сварить профиль встык для начинающих сварщиков достаточно проблематично.
Так как здесь есть определенные требования:
- нужно сделать прихватки по углам сечения, поправить стыковку и сделать обварку по всему периметру;
- тонкостенные изделия проваривают за один проход, толстостенные – в несколько;
- дугу следует вести так, чтобы металл не проседал, а кромки успевали оплавляться;
- заканчивать сваривание необходимо так, чтобы край шва совпадал с первоначальным внахлестом.
Видео
Сварка тонкой профильной трубы
Как мы уже писали ранее, работа с металлом малой толщины – трудоемкий и сложный процесс. Поэтому у исполнителей часто возникает вопрос: какими электродами варить профильную трубу 2 мм.? Такой прокат считается тонкостенным, поэтому для его сваривания следует использовать расходники малого диаметра, составляющего 1,5-2 мм.
Технологию электросварки рекомендуется применять высококвалифицированным сварщикам. Дуговое сваривание требует правильного определения режима сварки, сила тока не должна превышать 60 А. При этом следует использовать электроды АНО-21 или МР-3С.
Также для сваривания тонкостенного профильного проката применяются следующие методы: неопытные мастера предпочитают режим “точками”, то есть, с отрывом. Следовательно, сварка профильной трубы 2 мм инвертором является оптимальным вариантом для начинающих профессионалов.
Видео
Посмотрите, как мастер варит “с опиранием” и “в отрыв”.
Некоторые профессионалы не рекомендуют применять газовую сварку. При использовании данной технологии велика вероятность прожечь изделие.
Как сварить профильные трубы под 90 градусов
Чтобы получить при сваривании идеально прямой угол исполнителю нужно иметь подобный опыт и точно следовать технологии. Существует несколько важных моментов, которые помогут определить, как сварить профильную трубу под 90 градусов:
- прежде всего, трубы необходимо обрезать;
- работа должна проводиться на ровной поверхности;
- для фиксации угла можно использовать специальные приспособления (магнитные угольники) или подручные средства (уголки или косынки);
- сваривание осуществляется поэтапно: вначале выполняется черновое соединение; затем исполнитель удостоверяется, что угол в 90 градусов соблюден; после проводится сварка начисто.
Видео
- Вот вам видео простейшено приспособления для сварки под углом 90 градусов.
- И вот еще одно, трехмерное.
При сварке прожигает профильную трубу: что делать?
Прожигание изделия чаще всего возникает при работе с тонкостенными профильными трубами. Чтобы этой проблемы не возникало необходимо правильно выбирать диаметр электрода, который не должен превышать 1,5 мм. Также нужно использовать малые величины тока, при этом полярность должна быть обратной.
Также исполнитель может прожечь изделие, применив неподходящий способ сваривания.
Дефекты сварки часто возникают у неопытных сварщиков, обладающих недостаточным опытом. Поэтому новичкам необходимо четко следовать рекомендациям и советам.
Совет. Можно также “смухлевать” и использовать метод “вкладыша”, который показан в ролике выше, там, где сварка встык.
Как правильно сваривать профильные трубы своими руками: рекомендации профессионалов
Чтобы сварочный процесс прошел без форс-мажорных обстоятельств, нужно следовать некоторым советам:
- правильный выбор температурного режима сваривания, зависящего от толщины стенок, позволит избежать деформации и прожига профиля;
- если важно сохранение внутреннего просвета трубы, следует тщательно избегать попадания расплавленного металла внутрь трубы;
- при торцевом соединении на углах профиля возникает высокое напряжение;
- для получения практики можно потренироваться свариванию труб на ненужных деталях или отрезках.
Данная статья поможет новичкам в сварочном деле узнать, как правильно сваривать профильную трубу, и выполнить работы на высоком уровне.
Сварка профильной трубы: какими электродами и инвертором варить тонкостенные каркасы
Профильные трубы широко применяются при изготовлении легких по весу металлических конструкций, к примеру, каркасов теплиц и парников, опор заборов и ограждений для частных домов и т.п.
Особенностью трубного проката считают квадратное или прямоугольное сечение, поэтому сварка профильной трубы характеризуется определенным особенностями, без учета которых получить действительно качественно сварочное соединение не получится.
Особенности сварки профильных труб
Профильная труба представляет собой особую разновидность металлопроката, изготавливаемую из углеродистой или нержавеющей стали путем литья стальной трубы с круглым сечением и ее последующей формовки.
Сечение материала может меняться в пределах от 10х10 и до 500х400 мм, что позволяет подобрать актуальный вариант с учетом конкретной нагрузки на металлоконструкцию. Толщина стеночек тубы в зависимости от параметров ее сечения меняется в диапазоне 1-22 мм.
Трубный прокат ‒ это особенный вид строительного металлопроката, который актуален для возведения легких металлических конструкций.
Чертеж профильной трубы.
Основные достоинства материала:
- низкий вес, что позволяет снизить трудозатраты при монтаже металлической конструкции;
- широкое разнообразие размеров;
- стандартные размеры по типу труб, что облегчает их торцовую стыковку при сварке;
- равномерная толщина стеночек, ровная гладкая поверхность профильного проката снаружи и внутри.
Сваривание специальным оборудованием и электродом является наиболее популярным на отечественном рынке видом термообработки металлопроката.
Сварка профильных труб позволяет создать каркасы поликарбонатных теплиц, опоры заборов бытового назначения, ворота для гаражей и частных коттеджей, коммуникационные системы разного вида и назначения.
Но выполнять сварные операции важно с учетом особенностей этого материала, без знаний о том, как правильно создавать сварные швы на металлопрокате, отменных результатов работы ждать не стоит.
Обобщенно о сварке профильной трубы
Приведем общие сведения, которые должен уяснить мастер при работе с трубным прокатом:
- под воздействием высокой температуры трубы с профильным сечением в большей мере деформируются, чем круглые изделия;
- при расплавлении металла внутреннее пространство трубного проката может заполниться и перекрыться, если же пустотелость изделия крайне необходима, важно контролировать отсутствие капелек металла внутри трубы;
- при торцевом соединении металлопроката с профильным сечением из-за неравномерного нагрева или неправильного формирования валиков может появиться высокое напряжение на углах изделия.
Толщина стеночек металлопроката меняется в довольно широком диапазоне значений, но именно сварка тонкостенных труб требует от мастера наличия определенных знаний и навыков.
Способы сварки профильных труб.
Работа с тонким металлом не так проста в сравнении со сваркой инвертором толстостенных труб, так как при работе нужно учитывать ряд важных моментов:
- для создания сварных соединений на металлопрокате требуется ток от 10 до 60 А;
- электроды для сварки тонкостенного профиля должны иметь диаметр 0,5-2 мм, но никак не более;
- шов выполняется в один проход;
- качество соединения во многом определяется скорость сваривания;
- мастер должен успеть осуществить сварку профиля до того момента, пока рабочие кромки не остынут.
При внимательном изучении описанных рекомендаций, сварка ворот своими руками из профильной трубы не составит труда даже для малоопытного мастера. Если же выполнять такую работу без знания специфики металлопроката, конструкции не получатся надежными, прочными и долговечными.
- Не менее важно при работе с профильными трубами не ошибиться с выбором электрода, так как от этого зависят эксплуатационные параметры сварного шва.
- Сварщик должен обратить особое внимание на сечение сварной проволоки: чрезмерно тонкий электрод станет причиной нестабильности горения дуги, а электрод с большим сечением может прожигать тонкостенное изделие.
- Подбор диаметра сварной проволоки нужно осуществлять с учетом толщины стеночек металлопроката:
- если сечение трубы металлопроката не превышает 2-х мм, актуален электрод с диаметром 1,5 мм;
- профильная труба с сечением 2-3 мм варится электродом с диаметром 2 мм;
- металлопрокат с сечением 4-6 мм требует применения сварной проволоки с диаметром 4 мм.
Сварка фермы или иного рода конструкций из металлического профиля может осуществляться разными способами, но наиболее популярны из них следующие варианты:
Расскажем об этом более подробно далее.
Варим трубы электродуговым агрегатом
Сварка квадратных труб электродуговым оборудованием своими руками не считается сложной технологией. Выполнить такую сварку просто даже мастеру с минимальным опытом сварных операций, поэтому данный метод соединения металлопроката очень востребован среди сварщиков.
Электродуговой агрегат позволяет без труда сваривать изделия в труднодоступных местах.
[box type=”info”]Важно! Посредством дуговой сварки можно варить металлические тубы любого сечения и любой толщины стеночек. Но если металлопрокат имеет стенки с толщиной, превышающей 4 мм, сварные операции с ним должны осуществляться при условии выполнения предварительной подготовки сварной кромки с торца изделия.[/box] Особенности сварки профильных труб.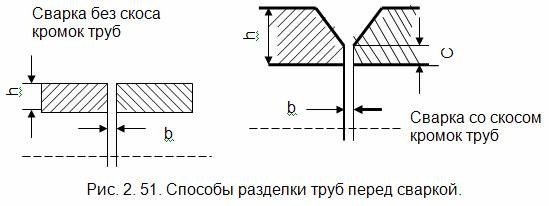 Особенности сварки профильных труб.
Особенности сварки профильных труб.Электродуговая сварка ферм своими руками из профильной трубы требует наличия сварного аппарата и электродов, а также защитной одеждой и специальных фиксаторов для профилей.
Технология может реализоваться разными методами:
- выполнение соединений встык;
- организация сварных швов внахлест;
- тавровые швы;
- соединения, выполненные под удобным углом.
Изготовление разного рода металлоконструкций из профильных труб стоит организовывать в условиях специальных помещений. К примеру, сварку раздвижных ворот стоит выполнять в мастерской или просторном гараже, приспособленном под данную работу.
Концы свариваемых труб следует зачистить и обезжирить перед началом работы, чтобы обеспечить кромкам изделий максимальную цепкость.
Если толщина стеночек металлического профиля превышает 4 мм, следует подготовить кромку посредством фаскоснимателя. Это позволит сформировать шов в несколько слоев и сделать стык более долговечным и надежным.
Металлопрокат с меньшей толщиной варят в один шов. При этом детали важно зафиксировать на специальном столе. Трубу с меньшей толщиной стенок нужно сваривать в один шов, также закрепляя детали на специальном столе.
Если металлопрокат имеет сечение более 10х10 мм, специалисты рекомендуют наносить точечные прихватки в некоторых местах и только потом выполнять сварку. Скорость ведения электрода подбирают исходя из скорости плавления металла, но нельзя допустить его протекания во внутренний просвет изделия.
Схема сборки стыка профильных труб.
Чрезмерно медленная скорость ведения электрода приводит к прожигу при сварке тонкостенного металла. Электрод двигают елочкой или из стороны в сторону.
Режим дуговой сварки профильных труб полностью зависит от типа и силы тока, диаметра сварной проволоки, а также выбранной полярности. При этом силу тока подбирают в пределах 20-90 А, учитывая сечение сварного электрода.
Если профилированные трубы варят электродом малого сечения, понадобится постоянный ток с обратной полярностью. При выполнении сварного шва на поверхности образуется шлак, который нужно периодически сбивать.
Также следует учитывать, что зачищенный после остывания сварочный шов будет более надежным, если обработать его специальными антикоррозийными средствами.
Проблематика вопроса заключается в том, что разогретый до высокой температуры сварной шов гораздо быстрее покрывается ржавчиной, теряя прочностные характеристики. Обработка антикоррозийным составом не займет много времени, но значительным образом продлит срок службы металлоконструкции из профильной трубы.
Сварка трубы газовым оборудованием
Газовая сварка профильного металлопроката реже применяется мастерами, нежели электродуговая, так как данный способ отличается высокой затратностью, повышенной опасностью из-за применения газа ацетилена, необходимостью специальной подготовки сварщика к выполнению данных операций на практике.
Но если отсутствует возможность подключить сварное оборудование к электричеству, для сварки тонкостенных труб приходится применять газовый агрегат.
Подготовка и сварка труб по шаблону.
Существуют две технологии применения газосварочного оборудования:
- Мастер должен двигать присадкой по направлению за горелкой слева на право, поэтому такую технологию называют правой.
Достоинства такого метода заключается в хорошем прогревании зоны сваривания и прекрасной видимости рабочей зоны, что позволяет добиться высокой производительности и снизить расход газа. Но применяют правую технологию только для профильных труб с толщиной стенок не менее 5 мм. - Левый способ предусматривает движение горелки справа налево и актуален для тонкостенного металлопрофиля.
При этом проволоку перемещают впереди горелки.
Газовая сварка выполняется поэтапно.
На начальном этапе работы требуется подготовить следующие материалы:
- баллоны с ацетиленом и кислородом;
- редуктор;
- присадку;
- газовую горелку и наконечники для нее;
- шланги, обеспечивающие подачу газа к месту сваривания металла;
- флюс.
 Использование газовой сварки для соединения профильных труб.
Использование газовой сварки для соединения профильных труб.
На следующем этапе работы нужно обезжирить подготовленные металлические детали и зафиксировать их на специальном столе. Кромку изделия обрабатывают флюсом в виде пасты, чтобы предотвратить образование окиси в процессе сварки.
Специалисты настаивают, что угол скоса кромки непременно должен равняться 30 градусам, чтобы появилась возможность организовать несколько высококачественных рядов сварного шва.
Подача пламени обеспечивается смесью из ацетилена и кислорода. Между свариваемых металлических труб подают присадочный материал перед пламенем горелки. От высокой температуры пламени металл профильной трубы и присадки начнет плавиться, вследствие чего образуется качественный сварной шов.
Горелку при этом нужно двигать справа налево. При сварке трубопроводов встык с толстыми стенками пруток нужно подавать за пламенем горелки, а саму горелку двигают слева направо.
Важно подобрать нужные по размеру электроды для сваривания профильной трубы, чтобы выполнить сварные операции максимально качественно.
[box type=”warning”]На заметку! Обязательно следите за геометрией свариваемых изделий при изготовлении калитки сварочным агрегатом или других конструкций из профильных труб во избежание перекоса изделия.[/box]Подведем итоги
Чтобы создавать конструкции по типу каркасов парников, ворот для гаражей или частных домов из металлопроката, важно знать, какими электродами стоит варить профильную трубу, выбрать наиболее подходящий условиях работы метод сварки и ознакомиться с нюансами работы с таким материалом.
Соблюдайте правила работы с металлопрокатом, чтобы получить наилучшую свариваемость металла и максимально долговечные и прочные сварные швы.
Сварка профильной трубы: основы, способы, используемые электроды

Во время производства не тяжелых металлоконструкций широко применяется профильная труба. Из нее создают металлокаркасы для козырьков, ограждений, навесов, теплиц, малых архитектурных форм, включая беседки, скамейки и так далее. При изготовлении конструкций нередко проводится сварка профильной трубы. Полезно будет узнать особенности выполнения этого процесса. Рассмотрим основы и способы сварки профтруб, применяемые электроды, нюансы приваривания под углом 90°, без прожога и соединения с круглым столбом.
Процесс сварки профилированных труб Источник sinhala.news.lk
Основы сварки профтруб
Профилированные трубы производятся со стенками разной толщины. При этом работать сложнее всего с тонкостенным металлопрокатом. Для качественного выполнения сварочного процесса нужно обладать знаниями и опытом. Поэтому необходимо разобраться, как проводится сварка тонкостенных труб. Во время этого процесса:
- используется ток 10-60 А;
- применяются электроды диаметром 0,5-2 мм;
- осуществляется только один проход электродом по месту соединения деталей.
Скорость сварки влияет на качество шва. Процесс нужно успеть завершить до того, как остынут кромки двух соединяемых заготовок.
Важно! Рутиловые электроды позволяют осуществлять сварку с отрывом.
Электроды с рутиловым покрытием Источник temir.ru
Для качественного выполнения соединений также нужно знать, как правильно варить профильную трубу независимо от толщины стенок.
При проведении таких сварочных работ необходимо учитывать, что во время процесса металл расплавляется и нередко заполняет или даже полностью перекрывает внутреннее пространство трубопроката.
Если нужно сохранить пустотелость профтруб, требуется следить, чтобы капли не попадали во внутренние полости свариваемых деталей.
Кроме того, профилированные трубы при воздействии высокой температуры больше деформируются по сравнению с круглым аналогичным прокатом. Нужно также следить за правильным формированием валика шва и равномерно прогревать металл во время выполнения торцевых соединений для предотвращения появления в углах большого напряжения.
Способы сварки
Профессионалы хорошо знают, как варить профильную трубу разными методами. Поэтому они быстро и качественно выполняют поставленные задачи.
Этот метод часто используют специалисты. Данный способ прост в исполнении. Он позволяет получить качественный шов при использовании доступного оборудования.
Шов после сварки ручным дуговым способом Источник content.foto.my.mail.ru
Для выполнения процесса специалисты используют инверторный или трансформаторный сварочный аппарат. Для повышения удобства проведения работ дополнительно могут применяться разные приспособления. Одними из них являются магнитные угольники. С их помощью удобнее сваривать трубные заготовки под нужным углом.
Нередко специалисты также используют центраторы. С их помощью удается быстро совместить оси деталей, когда они соединяются торцами. Применяются внешние и внутренние центраторы. Одной из разновидностей являются струбцины, позволяющие жестко закрепить изделия на ровной поверхности.
Ручная дуговая сварка используется для соединения профилированных трубных деталей с разными размерами сечения и толщиной стенок. Если профтрубы изготовлены из металла толще 4 мм, тогда их торцы предварительно зачищают, а потом обезжиривают.
Кроме того, необходимо еще знать, какими электродами варить профильную трубу, чтобы получить прочное соединение. Если толщина стенок не превышает 4 мм, тогда применяют стержни, у которых диаметр составляет от 2 до 3 мм. При этом сила тока на сварочном аппарате устанавливается в пределах от 50 А до 60 А.
Сварочные электроды 2.5 мм Источник main-cdn.goods.ru Важно! Во время сварки тонкостенных профтруб не нужно предварительно формировать кромки. При этом необходимо соблюдать минимальный зазор между деталями. Сварочные процессы с помощью ручного дугового метода осуществляются вертикально, горизонтально и даже в нижнем положении.
Электродуговой сварочный процесс в защитном газе
Соединение профтрубы таким способом выполняется при использовании неплавящихся электродов. Метод применяется для сварки тонкостенных деталей, которые предварительно очищаются и обезжириваются.
Для правильного выполнения процесса нужно тоже знать, какими электродами варить профильную трубу 2 мм. При соединении такого проката применяют вольфрамовые прутки. Их диаметр должен быть 1 мм. Если же у металлопроката толщина стенки превышает 2 мм, тогда используют электроды, у которых размер сечения составляет 1,6 мм.
Правильно выбирать также нужно диаметр сварочной проволоки. Эта ее характеристика тоже зависит от толщины металла. Если она составляет 1 мм, тогда применяют проволоку диаметром от 1 мм до 1,5 мм. Когда толщина стенки профтрубы равна 2 мм – используют проволоку, у которой размер сечения составляет от 2 мм до 2,5 мм.
Сварочная проволока для профтрубы Источник tck-market.ru
При выполнении самого процесса профессионалы удерживают электрод на минимальном расстоянии от места сварки. Это позволяет создать максимально короткую дугу, что улучшает проваривание и повышает качество сварного соединения. Электрод перемещают только в направлении шва. При этом не совершают поперечных движений.
Важно! Подача присадочного материала выполняется плавно. В противном случае происходит разбрызгивание. При этом максимальное количество расходуемого газа должно составлять 12 л/мин.
Важно также правильно устанавливать силу тока, когда выполняется электродуговая сварка профиля в защитном газе. Ее величина должна составлять 50-120 А. На выбор значения влияет толщина металла.
При выполнении электродугового сварочного процесса в защитном газе специалисты используют:
- блок и трансформаторный или инверторный источник питания;
- газовую горелку;
- баллон с газом;
- специальные резиновые шланги;
- редуктор.
Оборудование для электродугового сварочного процесса Источник 8.allegroimg.com
При завершении электродугового сварочного процесса сначала уменьшают напряжение. При этом газ перекрывают не сразу, а только по истечении 15 секунд после отключения тока.

Газовая сварка
При использовании этого способа сварочных работ сначала выполняют нагрев места, где соединяются два отрезка трубы. Потом в эту рабочую зону осуществляют подачу присадочного материала. В результате происходит его расплавление и заполнение зазора.
На заметку! Кромки соединяемых профтруб не формируют, если их стенки имеют толщину не более 4 мм.
Газовая сварка профтрубы может выполняться правым или левым способом. Во время реализации первого варианта присадочный материал перемещается за газовой горелкой. Данная техника отличается тем, что место соединения хорошо прогревается.
При этом сварщику ничто не закрывает обзор. Он хорошо видит рабочую зону. Поэтому удается снизить расход газа и увеличить производительность. Технология в основном применяется при сваривании профтруб со стенками толщиной более 5 мм.
Технологические особенности газовой сварки Источник ds02.infourok.ru
Вторая разновидность техники используется, когда осуществляется сварка тонкостенного металлопроката. Левый способ отличается тем, что присадочная проволока перемещается впереди газовой горелки.
Сварка инвертором
Этот вид работ представляет собой дуговую сварку при использовании специального аппарата. Он применяется в быту и производственных цехах. Оборудование отличается невысокой ценой, небольшими размерами и незначительной массой. Каждый сварщик должен знать, как правильно варить профильную трубу инвертором.
О технологии сварки постоянным током рассказано в видео:
Инвертор позволяет выполнять сварку труб с разной толщиной стенок. Оборудование идеально подходит для начинающих сварщиков. Ведь такие современные аппараты имеют импульсный режим работы.
Когда осуществляется сварка профильной трубы 2 мм инвертором, сила тока устанавливается в диапазоне от 50 А до 60 А. Если соединяется толстостенный прокат, тогда мастера увеличивают электроток.
При контакте электрода возникает электрическая дуга. В работе используются прутки с покрытием. Оно начинает гореть при возбуждении дуги. В результате происходит расплавление покрытия. Одна его часть перемещается на расплавленный металл, а другая – переходит в газовое состояние. Поэтому рабочая зона не контактирует с воздухом.
Сварка с помощью инвертора предотвращает залипание электродного прутка. При этом процесс выполняется при стабильной дуге, так как применяемое оборудование является источником постоянного тока. Поэтому получается высококачественный сварной шов.
Сварной шов от инвертора Источник instructables.com
Распространенные электроды для сварки профтрубы
При производстве профильной трубы часто используют низколегированную или углеродистую сталь. Такой металлопрокат сваривается с помощью следующих электродов:
- АНО-4 – популярная марка электродных стержней. Это универсальный расходный материал, который не требует предварительной прокалки. Эта разновидность электродов применяется со сварочными аппаратами разного типа.
- ОЗС-12 – стержни предназначены для получения высококачественного шва. Однако недостатком является низкая стойкость к влаге.
- УОНИ-13/55 – эти стержни использует большое количество профессионалов.
- МР-3С – данные электроды применяются, когда нужно повысить качественные свойства сварных швов.
Об электродных стержнях рассказано в видеоматериале:
Особенности сварки профильного трубного проката под углом 90°
Качественно соединить под прямым углом две детали из трубопроката удастся только специалисту. Ведь он имеет опыт и знает всю технологию, как сварить профильную трубу под 90 градусов. Сам процесс профессионал выполняет в следующей последовательности:
- обе трубы обрезаются в соответствии с расчетными размерами;
- для проведения работ выбирается и подготавливается ровная поверхность;
- прямой угол между двумя деталями фиксируется с помощью магнитных угольников или косынок;
- выполняется с помощью сварки черновое соединение;
- проверяется прямой угол между двумя трубами;
- осуществляется окончательная сварка металлопроката.
О простом способе сваривания профтруб под прямым углом рассказано в видеоролике:
Сварка без прожога профильной трубы
Чаще всего прожигается тонкостенный трубный металлопрокат. Причиной такой неприятной ситуации может служить неправильный выбор способа сварки изделий. Предотвратить любую ошибку можно, если доверить работу профессионалам. Ведь они хорошо знают, как правильно варить профильную трубу, чтобы не прожечь место соединения двух деталей.
Для максимального снижения вероятности прожога тонкостенного металлопроката используют электроды с диаметром не более 1,5 мм. При этом обязательно устанавливают на сварочном аппарате малую величину электротока и выбирают обратную полярность.
Рекомендуется также осуществлять процесс с отрывом. Другими словами, сварку нужно проводить короткими участками. Ее также можно выполнить точечным методом. Кроме того, лучше в трубы вставить металлический вкладыш, наружные габариты которого максимально приближены к внутреннему размеру соединяемых элементов.
Еще стараются максимально уменьшить расстояние между кромками свариваемых профильных труб. При этом стремятся по возможности быстро перемещать электродный стержень.
О сваривании профтруб без прожига рассказано в видео:
Сварное соединение профтрубы с круглым столом
Необходимость использования сварки во время соединения лаг из профильной трубы с металлическими столбами возникает при строительстве забора по периметру частной территории. В процессе возведения ограждения решается целый ряд вопросов. Надежный забор всегда построят специалисты. Ведь они хорошо знают, как приварить профильную трубу 40х20 к круглому столбу.
Обычно на опоры с круглым сечением сначала наваривают металлические площадки. Это может быть отрезок швеллера или уголка. Потом к ним крепят с помощью сварки поперечины из профтрубы. Во время фиксации лаг создают угловые швы. Особенностью их выполнения в горизонтальном направлении является то, что расплавленный металл стремится переместиться со столба на поперечину.
При соединении опоры и поперечины применить способ сварки «в лодочку» не получится, потому что лаги крепятся исключительно в горизонтальной плоскости. При этом столбы всегда размещаются вертикально. Поэтому их нельзя расположить в другом положении, чтобы предотвратить затекание шлака перед дугой.
Сварка угловых швов способом «в лодочку» Источник ds04.infourok.ru
Во время создания углового шва существует большая вероятность непровара. Он может возникнуть в вершине угла или на любой кромке. Непроваренный участок нередко появляется на профильной трубе, когда сварочный процесс начинают с вертикальной опоры. Он образуется по причине стекания расплавленного металла на поверхность поперечины, которая еще не успевает нагреться до нужной температуры.
Чтобы исключить вероятность появления непровара, специалисты начинают сварку с лаги. При этом электрод размещают под углом 45° относительно поперечины, а во время его перемещения осуществляют легкие поочередные наклоны к вертикальной и горизонтальной плоскости.
Сварка каркаса из профильной трубы и круглых металлических столбов именно таким способом позволяет создавать прочные швы. Они могут быть одно- или многослойными.
Приваривание профильной трубы к круглому столбу Источник stevesiron.com
Коротко о главном
Сваривание профтруб осуществляют током 10-60 А и с помощью электродов диаметром 0,5-2 мм, которыми чаще выполняют только один проход. Мастера могут использовать ручную дуговую, электродуговую в защитном газе, газовую сварку. Специалисты часто в работе применяют инвертор.
Одними из самых популярных электродов являются стержни АНО-4. Часто также используют ОЗС-12, УОНИ-13/55, МР-3С. Когда осуществляется сварка под 90°, сначала делают пару прихваток, а потом создают основной шов. Для исключения прожога металла применяют электроды диаметром не более 1,5 мм.
Сварку профтрубы к столбу начинают с горизонтально расположенной детали. Электрод держат под углом 45°, а перемещение стержня осуществляют при его поочередном наклоне к опоре и поперечине.
Прочитать позже
Отправим материал на почту
Как сваривать профильную трубу Советы для новичков
Источник Яндекс картинки
Источник Яндекс картинки
Всех приветствую . Как сваривать профильную трубу ? Это наверное самый вопросный из всех вопросов у новичков в сварке ! В наше время профильная труба стала самым ходовым материалом для изготовления разных сварочных конструкций — как в быту , так и на производстве серьезных и габаритных изделий из металла .
Источник Яндекс картинки
Источник Яндекс картинки
Источник Яндекс картинки
Источник Яндекс картинки
Но нам , как новичкам интересна сварка профильной трубы для своих бытовых нужд . Для дома , дачи нам необходимо сделать забор ,летний душ, туалет ,лесенку , беседку , ворота и многое другое .
В чем положительные и отрицательные стороны профильной трубы ? Из хорошего — она легкая и недорогая , очень удобно делать из этого материала различные конструкции . Из отрицательного — очень тонкий материал и в быту большинство используемых труб будут толщиной 1.5 — 2 мм , редко 3мм .
Поэтому новичку сразу будет непросто варить эти трубы , придется постараться и хорошо проварить и не прожечь трубу .
Источник Яндекс картинки
Источник Яндекс картинки
Поэтому постараюсь дать полезные советы , которые помогут освоить сварку профильных труб . Перво наперво семь раз отмерь и один раз отрежь . На самом деле постарайся как можно точнее измерить размер нужного куска и отрезать его точно по размерам .
Поэтому старайся пользоваться теми вещами , которые дают наиболее тонкую линию разметки на металле .
Забудь про мел ! Лично я также не люблю пользоваться для разметки маркером — его линия слишком толстая , пару мм будет точно , или металлическая чертилки или химический карандаш , я выбираю карандаш , много лет все размечаю синим химическим карандашом .
Источник Яндекс картинки
Источник Яндекс картинки
Совет следующий — вари электродами с рутиловым покрытием , сварка будет с частым отрывом и зажиганием , для этих целей только рутил — это самые распространенные ( по крайней мере у нас ) МР-3С , АНО-21,МОНОЛИТ. Когда отрезали и прихватили заготовку к заготовке , нужно устроить перекур ! Варить будем с отрывом , так как металл тонкий .
Но и ток будем выставлять повышенный для этой толщины , обьясню — сварка оптимальным током сразу у новичка едва ли получиться , это придет со временем . На маленьком токе будет часто залипать и может непроваривать обе кромки соединяемых труб .
Так что смелее побольше току , все равно варим с частым отрывом , зато наверняка будут проварены кромки труб , не бойтесь прожечь — это заваривается .
Источник Яндекс картинки
Источник Яндекс картинки
После того как прихватили заготовку , сделайте еше прихваток между первыми прихватками , можно даже наставить этих прихваток через каждые 1-2 см , еще раз повторюсь — это советы для только только начинающих , с таким количеством прихваток будел легче при сварке не прожигать метал трубы , ведь в месте прихватки толщина металла будет немалая , а таких прихваток много и сварка будет проще . По теории нужно варить на обратной полярности , то есть + на держак . Прежде чем начнешь варить основную конструкцию настрой ток и потренируйся на ненужной железяки той же толщины , начнет получаться — вари основную трубу . Еще совет — необязательно идти варить подряд , даже лучше будет делать так — поставил маленький шовчик вначале стыка — сделай следующий маленький шовчик в конце стыка . потом посередине и так можно вразбежку ( маленький шовчик — это я имею виду несколько точек подряд , выполненных с отрывом ) . Так можно делать во всех пространственных положениях сварки . Еще совет — старайся держать дугу как можно короче — короткая дуга меньше разогревает металл , чем длинная , и меньше будет брызгать металлом .
Источник Яндекс картинки
Источник Яндекс картинки
Если соединение будет тавровым , то все то же самое , только дугу нужно почти целиком направлять на основную целую трубу , а торцы отрезанной трубы захватывать дугой еле — еле , просто торец трубы махом прогорает , когда на него направляешь сварочную дугу , поэтому старайся делать это аккуратно и едва касаясь . Но тут также нужно потренироваться на ненужной железяке той же толщины с тем же примером стыка .
Источник Яндекс картинки .
Источник Яндекс картинки .
- Ну вот пожалуй все мои советы , для начала вполне хватит , побольше практикуйтесь на ненужных железяках , не жалейте времени и электродов , все это окупиться в будущем .
- Друзья, а вот ссылки на статьи с подробным описанием сварки профильной трубы для новичков с разной степенью сварочного опыта, посмотрите, интересно.
- Как варить профильную трубу электродом в 3 раза быстрей и не прожигать
Как новичку сваривать профильную трубу электродом и не прожигать. Два простых способа, плюс видео.






