
Температура плавления стали типа 18-8 составляет 1475°С. Такие стали широко применяются в пищевой, химической, авиационно-космической, электротехнической промышленности
Высоколегированные стали
| Марка | Свариваемость | Технологические особенности сварки |
| 12X18H9T, 12X18H10T, 08X18H10T, 12X17H9T | Хорошая | Присадок Св-01Х19Н9, Св-04Х19Н9, Св-07Х19Н10Б |
| XH78BT, ХН75М6ТЮ | Присадок Cв-XH78T | |
| 12X17,08Х17Т, 15Х25Т | Ограниченная | Рекомендуется термообработка Присадок Св-07Х25Н13, Св-08Х14ГНТ, Св-13Х25Т |
| 20X13 | Удовлетворительная | Подогрев и последующая термообработка. Присадок Св-12X13, Св-20Х13, Св-06Х14 |
| 10Х14Г14Н4Г | Подогрев и последующая термообработка. Присадок Св-04Х19Н9 | |
| 08X17H5M3 | Необходима термообработка. Присадок Св-06Х21Н7БТ | |
| 15Х17АГ14 | Подогрев и последующая термообработка. Присадок Св-01Х18 |
Трудности при сварке
Защитный газ необходимо предварительно просушить или добавить к нему 2-5% кислорода. Это обеспечит плотность шва.
Нужно поддерживать самую короткую дугу и добиваться получения шва с низким коэффициентом формы (отношением ширины шва к его толщине). Иначе в металле шва и околошовной зоны появятся горячие (кристаллизационные) трещины.
После сварки металл должен как можно быстрее остыть. Для этого используют медные, охлаждаемые водой, подкладки; промежуточное остывание слоев; охлаждение швов водой. Эго повысит коррозионную стойкость сварного соединения.
Подготовка к сварке
Кромки стыкуемых деталей из высоколегированных сталей лучше подготавливать механическим способом. Однако допускаются плазменная, электродуговая, газофлюсовая или воздушно-дуговая резка. При огневых способах резки обязательна механическая обработка кромок на глубину 2-3 мм
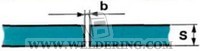
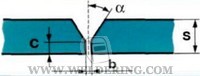
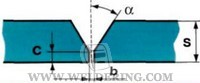
КОНСТРУКТИВНЫЕ РАЗМЕРЫ СТЫКОВЫХ СОЕДИНЕНИЙ ПРИ СВАРКЕ ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ
| Подготовка кромок и вид собранного стыка | S, мм | b, мм | с, мм | α, град. |
| 1-1,5 2-3 | 1-0,5 1+0,5 | — — | — — | |
| 4-5 6-7 | 1±0,5 1±0,5 | 1±0,5 1,5±0,5 | 45+2° | |
|
|
1,5±0,5 | 30+3° |
Снимать фаску для получения скоса кромки можно только механическим способом. Перед сборкой свариваемые кромки защищают от окалины и загрязнений на ширину не менее 20 мм снаружи и изнутри, после чего обезжиривают.
Сборку стыков выполняют либо в инвентарных приспособлениях, либо с помощью прихваток. При этом необходимо учесть возможную усадку металла шва в процессе сварки.
Ставить прихватки в местах пересечения швов нельзя. К качеству прихваток предъявляются те же требования, что и к основному сварному шву. Прихватки с недопустимыми дефектами (горячие трещины, поры и т.д.
) следует удалить механическим способом.
Выбор параметров режима. Основные рекомендации те же, что при сварке углеродистых и низколегированных сталей. Главная особенность сварки высоколегированных сталей — минимизация погонной энергии, вводимой в основной металл. Это достигается соблюдением следующих условий:
- короткая сварочная дуга;
- отсутствие поперечных колебаний горелки;
- максимально допустимая скорость сварки без перерывов и повторного нагрева одного и того же участка;
- минимально возможные токовые режимы.
Техника сварки. Основное правило: поддерживать короткую дугу, поскольку при этом расплавленный металл лучше защищен газом от воздуха. При сварке в аргоне W-электродом подавать присадочную проволоку в зону горения дуги следует равномерно, чтобы не допускать брызг расплавленного металла, которые, попадая на основной металл, могут вызвать очаги коррозии.
В начале сварки горелкой подогревают кромки и присадочную проволоку. После образования сварочной ванны выполняют сварку, равномерно перемещая горелку по стыку.
Необходимо следить за глубиной проплавления, отсутствием непровара.
По форме расплавленного металла сварочной ванны определяют качество проплавления: хорошее (ванна вытянута по направлению сварки) или недостаточное (ванна круглая или овальная)
Короткая дуга, сварка углом вперед, «ниточные» швы — все это обеспечивает получение швов с повышенной сопротивляемостью образованию горячих трещин. Значение сварочного тока уточняют при сварке пробных стыков
Окисленный конец проволоки удаляют кусачками или пассатижами
| Толщина свариваемого металла, мм | 0,5 | 1 | 2 | 4 |
| Диаметр W-электрода, мм | 1 | 1,5 | 2,5 | 4 |
| Расход W-электрода на 100 пог.м шва, мм | 6 | 8 | 23 | 132 |
Электроды для сварки стали 12Х18Н10Т
У сталеваров, как в промышленных масштабах, так и при проведении домашних работ, большой популярностью пользуется сталь марки 12Х18Н10Т. Существуют наиболее подходящие электроды для сварки 12Х18Н10Т.
Характеристики стали
Сталь 12Х18Н10Т обладает уникальными характеристиками. Поскольку это сочетается с вполне доступной ценой, то это делает ее в своем роде незаменимой.
Сварка стали 12Х18Н10Т осуществляется при производстве различных работ. Нержавейка, как называют эту марку, имеет высокую прочность и экологическую чистоту.
Такие качества обеспечивает многообразие химических элементов, которые входят в ее состав.
Наибольший процент содержания в ней составляет железо. Хром обеспечивает высокое сопротивление образованию коррозии, а никель — негативному воздействию кислот и щелочей. Наличие титана и кремния ведет к образованию феррита, который убирает возможность образования коррозии в сварочных швах.
Характерными являются механические свойства стали этой марки, которые претерпевают изменения при закалке повышенными температурами, что в принципе рекомендуется. Такие характеристики, как ударная вязкость и жаростойкость расширяют сферу ее применения.
Если применять соответствующие электроды для 12Х18Н10Т, то становится возможным сваривать такие изделия, как:
- листы различной толщины — горячекатаные и холоднокатаные;
- трубы, не только круглые, но и профильные с различными сечениями;
- швеллера;
- уголки;
- шлифованные и калиброванные прутки;
- полосы и ленты;
- круги;
- термообработанную проволоку;
- мелкие капиллярные трубки;
- поковки;
- заготовки кованные.
Сталь 12Х18Н10Т может применяться для особо ответственных конструкций. Экологическая чистота позволяет использовать ее для бесшовных труб, участвующих в производстве пищевых продуктов и их переработке, а также в нефтехимической и газовой промышленности.
12Х18Н10Т электроды для сварки этого вида стали, должны иметь состав, близкий к составу нержавейки.
Электроды
Электроды для стали 12Х18Н10Т предназначаются для сварки хромоникелевых сталей. Эти расходники можно применять для соединения изделий в любых пространственных положениях.
В качестве необходимых режимов выбирается обратная полярность и постоянный ток. Выбор переменного тока, в принципе возможен, но не всегда это является целесообразным.
Погонная энергия, то есть скорость передачи тока от дуги к металлу, должна иметь минимальное значение.
Швы рекомендуется формировать небольшого сечения. Для этого следует использовать сварочную проволоку диаметром до трех миллиметров.
Электроды для сварки 12Х18Н10Т обладают следующими достоинствами:
- стабильность горения дуги;
- небольшое разбрызгивание металла;
- нормальное формирование шва;
- легкое отделение шлака от поверхности.
Поскольку электропроводность нержавеющей стали невысока, то вылет электрода должен быть небольшим. Можно применять различные технологии для сварочного процесса, например, такие, как сварка полуавтоматом в среде защитных газов, контактная сварка. В качестве защитного газа лучше всего использовать аргон.
Существует большой выбор различных видов расходных материалов, представляющих собой электроды для сварки нержавеющей стали 12Х18Н10Т. Имеются различия в зависимости от того, какой вид тока выбран.
Электроды для нержавейки при постоянном токе
Одна из наиболее популярных марок — ЦЛ-11. Эти электроды имеют основное покрытие, и могут использоваться для сварки сталей, обладающих повышенной прочностью. Также с успехом они применяются для сваривания изделий из хромоникелевой стали. Преимущество этих электродов состоит в том, что шов, созданный с их помощью, обладает прочностью и пластичностью.
Для соединений в изделиях, которые будут эксплуатироваться при повышенных температурах, следует выбирать электроды марки ОЗЛ-8. Диапазон размеров таких электродов — 3,0; 4,0; 5,0 миллиметров. Для сваривания изделий, применяемых в пищевой промышленности, подойдут электроды НЖ-13.
Преимущество состоит в том, что образуется тонкая корка шлака, которая отпадает самостоятельно. Электроды марки ЗИО-8, имеющие рутилово-основное покрытие, используются для сталей, обладающих жаростойкостью.
Электроды НИИ-48Г применяются для осуществления работ с конструкциями, имеющими ответственное назначение.
Для изделий, которые будут эксплуатироваться в среде с фосфорной или серной кислотой, выбор следует сделать пользу электродов марки ОЗЛ-17У.
Электроды для нержавейки при переменном токе
К таким электродам в первую очередь относятся вольфрамовые. В качестве защитных газов используются аргон и углекислота. Существует возможность сваривать детали различных толщин. Также имеется возможность применять электроды других марок, например, ОЗЛ-14, ЦТ-50.
Интересное видео
Сварка стали марки 12х18н10т
Время чтения: 6 минут
Сталь — один из самых часто применяемых типов металлов, как в промышленности, так и на мелкосерийном производстве. По этой причине сварка стали настолько востребована и необходима. Специалисты, готовые взяться за работу со сталями, без труда находят рабочие места, и их труд высоко ценится.
Существует несколько десятков разновидностей стали, каждая из которых отличается своими особенностями и нюансами сварки. В этой статье мы подробно расскажем о марке стали 12х18н10т.
Большинству из нас она знакома под названием «нержавеющая сталь». Вы узнаете, какие можно использовать флюсы, технологии и электроды для сварки стали 12х18н10т.
И какие тонкости нужно знать, чтобы добиться достойного качества сварки.
Особенности марки
Прежде чем мы приступим к подробному описанию сварки, ознакомьтесь с некоторыми особенностями нержавеющей стали марки 12х18н10т.
Главное, что вам необходимо знать — нержавеющая сталь крайне склонна к образованию межкристаллической коррозии. Даже несмотря на то, что общая устойчивость к образованию коррозии достаточно высока.
Но есть одна хорошая новость. Межкристаллическая коррозия образовывается только в случае прокалки металла в печи.
Достаточно температуры в 500 градусов, чтобы структура нержавеющей стали изменилась и повысилась вероятность коррозии.
Производители это прекрасно понимают, и поэтому добавляют к нержавеющей стали легирующие элементы. В случае с нашей маркой 12х18н10т это титан. Об этом свидетельствует буква «Т» в конце маркировки. Перед сваркой узнайте точную маркировку стали и убедитесь, что в ее составе есть легирующие элементы. Помимо титана используется ниобий, в маркировке он обозначается буквой «Б».
Сварка стали марки 12Х18Н10Т
Электроды
12х18н10т электроды — это зачастую стержни из высоколегированного металла с основным покрытием, в составе которого так же присутствуют легирующие компоненты. Состав таких электродов во многом схож с составом самой нержавеющей стали. Поэтому швы получаются достаточно качественными и долговечными. Но это не основное преимущество.
Правильно подобрать электроды можно не только дополнить, но и несколько изменить химический состав наплавленного металла. Не забывайте, что при плавлении электрод смешивается с основным металлом в сварочной ванне, поэтому есть возможность изменить состав сварочного шва. Как это можно сделать? Просто обратите внимание на состав электродов. Если вы хотите получить наплавленный металл, стойкий к межкристаллической коррозии, то выбирайте электроды с высоким содержанием легирующих компонентов. Того же титана, например. При смешивании с основным металлом вы получите усовершенствованные швы, которые будут обладать еще лучшими свойствами, чем основное металл.
Поэтому электроды для сварки нержавеющей стали нужно выбирать с особым вниманием. Ведь с их помощью можно существенно изменить эксплуатационные характеристики наплавленного шва.
Флюсы
Пару слов о флюсах. Они тоже применяются при сварке нержавеющей стали. Чаще всего применяются фторидные флюсы. Их стоит использовать в сочетании с высоколегированной присадочной проволокой.
На наш взгляд, самый оптимальный флюс для сварки сталей типа 12х18н10т — АНФ-5. Он не только хорошо защищает сварочную ванну от окисления, но еще и легирует наплавленный металл.
Поскольку в его составе также присутствует титан.
Флюс АНФ-5 предотвращает образование пор в сварочном шве, что часто встречается из-за большого количества водорода. Также вместо фторидных флюсов можно использовать флюсы на основе оксидов.
Режимы
Теперь, когда вы выбрали электроды и флюс, пора задуматься о режиме сварки. Основное, на что нужно обратить внимание — величина погонной энергии. Погонная энергия — это скорость, за которую ток передается от сварочной дуги к металлу. В случае со сваркой нержавейки погонная энергия должна быть малой.
Также рекомендуется формировать тонкие швы малого сечения. Этого можно добиться, если использовать сварочную проволоку небольшого диаметра, до 3 мм. Учитывайте, что нержавеющая сталь обладает пониженной электропроводностью. Чтобы эта особенность не стала для вас головной болью, уменьшите вылет электрода в полтора-два раза по сравнению с вылетом электрода для сварки углеродистой стали.
Технологии
Переходим к самому интересному — к технологиям.
При сварке нержавеющей стали можно применять технологию полуавтоматической сварки в среде защитных газов, технологию контактной сварки, сварку неплавящимся электродом и сварку штучным электродов.
В качестве защитного газа чаще всего используют аргон, смесь аргона с углекислотой, и иногда гелий. Давайте подробнее остановимся на двух технологиях сварки: аргонодуговой и сварку неплавящимся электродом.
Особенности сварки нержавеющей стали
Аргонодуговая сварка с применением плавящихся и неплавящихся электродов используется чаще всего на профессиональном производстве. Для выполнения такой работы рекомендуем установить обратную полярность и варить на постоянном токе.
В качестве защиты, как не трудно догадаться, используется газ аргон. Вы можете использовать как чистый аргон, так и его смесь с углекислотой или кислородом.
Применение смесей стабилизирует горение дуги, упростит формирование шва и уменьшит вероятность образования пор.
Если вы решите применить технологию сварки неплавящимся электродом, то установите прямую полярность и варите на постоянном токе. В качестве электродов используйте вольфрамовые. Применение переменного тока возможно, но не всегда целесообразно. Если в составе металл присутствует большое количество алюминия (что встречается редко), то можно использовать «переменку».
Также добавим пару слов о сварке штучными электродами. Этот метод считается непрофессиональным и применяется только в домашних условиях или на мелких предприятиях, где качество работы не принципиально. Этот способ хорош, если вы гаражный сварщик и не хотите тратить деньги на дополнительное оборудование.
Вам достаточно иметь простенький инвертор и подобрать электроды. Но если вы претендуете на достойное качество швов, то рекомендуем все же остановить свой выбор на сварке в среде защитных газов. А для таких работ необходим полуавтомат, баллон с газом и сварочная проволока или электроды.
Это минимальный набор для более-менее качественной сварки в условиях цеха или даже гаража.
Вместо заключения
Как вы теперь знаете, существует сразу несколько способов сварки нержавеющей стали. К тому же, они постоянно совершенствуются, поскольку технологический прогресс никогда не стоит на месте.
Чтобы добиться высочайшего качества сварных швов необходимо строго соблюдать технологию сварки и иметь опыт работы с подобными металлами.
Также желательно иметь профессиональное или полупрофессиональное оборудование.
Но, если вы новичок и вам еще предстоит работа со сталью марки 12х18н10т, не беспокойтесь. Примите, что по началу вы не получите качественные и долговечные соединения.
Но с развитием навыков вы заметите, как ваша работа станет по-настоящему достойной. Практикуйтесь как можно больше. Особенно, когда дело касается ответственных конструкций.
Если у вас уже есть опыт успешной или неудачной сварки нержавейки, то вы можете поделиться им в х ниже. Желаем удачи в работе!
Сварка нержавеющей стали маркировки 12х18н10т: познаем со всех сторон
Главная / Расходники /
- Заменитель:
- Стали марок 08Х18Г8Н2Т, 10Х14Г14Н4Т, 12Х17Г9АН4, 08Х22Н6Т, 08Х17Т , 15Х25Т, 12Х18Н9Т.
- Стандарт ASTM: 321 AISI, 321H AISI.
12Х18Н10Т – пищевая нержавеющая сталь коррозионно-стойкая аустенитного класса, нашедшая свое применение во множестве отраслей промышленности, в первую очередь пищевой, фармацевтической и химической.
Детали, изготовленные из этой марки стали, можно эксплуатировать в различных агрессивных средах, а также при высоких температурах (до +600 °С).
Очень часто из нержавеющей стали 12Х18Н10Т производятся сварные аппараты и сосуды, а также различные типы нержавеющих труб для трубопроводов.
Электроды по нержавейке – в чем особенности
Осуществление сварки деталей из нержавеющей стали является достаточно сложным процессом. Выполнение работ требует от исполнителя наличия соответствующих опыта, знаний и навыков.
Для предупреждения наполнения сварочной ванны азотом следует придерживаться минимальной длины дуги.
Кроме этого, коррозионностойкие стали обладают плохой свариваемостью, которая в значительной степени затрудняет соединение. Причины этого кроются в следующем:
- теплопроводимость нержавейки в два раза меньше, чем у обычных углеродистых стальных сплавов. Это приводит к перегреву изделий, поэтому проводить данный технологический процесс необходимо на меньшем сварочном напряжении.
- при сваривании массивных элементов, между ними нужно оставлять достаточно широкий зазор. Невыполнение этого требования может привести к образованию микротрещин, снижающих качество и надежность шва.
- в рабочей зоне присутствует сильное электрическое сопротивление, которое приводит к нагреву стержня электрода.
 оставлять достаточно широкий зазор. Невыполнение этого требования может привести к образованию микротрещин, снижающих качество и надежность шва.
оставлять достаточно широкий зазор. Невыполнение этого требования может привести к образованию микротрещин, снижающих качество и надежность шва.Именно поэтому, а также из-за вышеперечисленных особенностей сварки, необходимо использовать специальные сварочные электроды по нержавейке. Неверный выбор сварочных материалов может привести к межкристаллитной коррозии – опасному виду разрушения. Такое явление является причиной значительного снижения надежности сварного шва.
Применение
Марка 12Х18Н10Т применяется для изготовления следующих изделий сортового и фасонного проката:
- толстого и тонкого листа;
- круглых и профильных труб различного сечения;
- уголки и швеллера;
- калиброванного и шлифованного прутка;
- ленты и полос различной толщины;
- сталь в виде круга и проволоки;
- капиллярные трубки мелких диаметров;
- поковки и кованые заготовки.
Весь предлагаемый прокат из нержавеющей стали может иметь матовую, шлифованную или полированную поверхность, что в значительной степени определяет качество, свойства и стоимость материалов.
Эти материалы применяют в промышленности для производства сварных сосудов и аппаратов, работающих под давлением и температуре среды от -195ºC до 600ºC. Допускается применение 12Х18Н10Т для транспортировки, обработки и хранения разбавленных кислотных, щелочных растворов и солей.
В строительстве и ремонте нержавеющая сталь применяется для монтажа особо ответственных и декоративных элементов. В машиностроении стальной круг, поковки и другой прокат применяют для изготовления деталей и узлов машин и механизмов. Из стальных нитей плетут канаты и тросы высокого качества и свойств.
Бесшовные трубы из стали 12Х18Н10Т применяются в нефтехимической и газоперерабатывающей отрасли, в производстве и переработке пищевых продуктов, а так же в фармацевтике и для изготовления медицинского инвентаря и оборудования.
Высокая эксплуатационная температура позволяет использовать прокат из этой стали для изготовления горелок, печной аппаратуры, муфелей, деталей выхлопных систем и в других случаях. Минимально допустимая температура -195ºC допускает пользоваться сталями этих характеристик в криогенных и холодильных системах глубокого охлаждения.
Химический состав в % стали 12Х18Н10Т
| C | Si | Mn | P | S | Cr | Mo | Ni | V | Ti | Cu | W | Fe |
Труба 12х18Н10Т: характеристики и область применения нержавеющих изделий
На сегодняшний день, нержавеющая сталь получила широкое применение в различных изделиях. Она применяется для производства мебели, столовых приборов, различных цистерн для перевозки опасных грузов, машиностроении и во многих других отраслях. Но наибольшее распространение этот материал получил в производстве стальных нержавеющих труб. Трубы из нержавеющей стали используются в пищевой, химической и нефтеперерабатывающей промышленности. Например, для получения металла для производства трубы нержавеющей 12Х18Н10Т , в начале процесса для выпуска стали в качестве основы бреется сталь обычная и для получения марки 12Х18Н10Т легируется – в нее добавляются присадки: хром, никель и титан. Согласно специфики производства, можно разделить трубы на: бесшовные и сварные.
Сварные трубы
Сварные трубы производятся из плоских листов. Листы сворачиваются по необходимому диаметру и соединяются между собой с помощью вольфрамовой, лазерной, либо плазменной сварки. После этого отправляются на прокатку и обработку.
Очевидно, что такие трубы являются тонкостенными и менее прочными из-за шва, соответственно используются в тех сферах деятельности, где нагрузка на них не большая.
Но именно данные характеристики таких труб, позволяют производить изделия разного сечения: прямоугольные, овальные, круглые и т.д.
Бесшовные трубы
В промышленностях, где трубы наиболее подвержены воздействию химических элементов, высокому давлению и температуре, применяются бесшовные трубы. Бесшовные трубы производятся с помощью проката изделия на специальных станках.
Известно несколько видов прокатных труб: горячедеформированные и холоднодеформированные.
Горячедеформированные трубы получаются в результате накаливания заготовки до высокой температуры, далее раскаленная заготовка подвергается внешней и внутренней обкатки, с приданием изделию необходимого диаметра, толщиной стенки и сечения.
Как правило, изделиями для производства холоднодеформированных труб, являются уже готовые трубные заготовки. При производстве холоднодеформированных труб, заготовка подвергается тщательному обжигу и химической очистке. После очистки, изделие отправляется на прокатный стан, где, путем обкатки и вытягивания между валиков происходит изменение изделия до нужного размера.
Конечно же, стальные трубы из нержавеющей стали изготавливаются строго в соответствии с ГОСТом. Производству каждого типа труб соответствует свой ГОСТ (ГОСТ 11068-81, ГОСТ 9941-81, ГОСТ 9940-81). В ГОСТ 11068-81 описаны правила и нормы производства сварных труб.
ГОСТ 9941-81 регламентирует производство горячекатаных труб и ГОСТ 9940-81 отображает нормы производства холоднокатаных изделий из нержавеющей стали.
Но содержание ГОСТ для производства того или иного типа труб, необходимо знать в большей степени производителю, а потребителю необходимо знать разницу в производстве, а также свойства приобретаемых труб.
При выборе труб, необходимо учитывать технические характеристики, а именно толщину стенок и внутренний и наружный диаметр. Эти данные определяют следующие характеристики: рабочее давление, максимальное давление, максимальная и минимальная температура.
Применение
Стальные нержавеющие трубы по своим характеристикам достаточно долговечное изделие, которое находит применение во многих промышленностях.
Например, в пищевой промышленности нержавеющие трубы применяются из-за того, что их поверхность практически не подвергается коррозии, также легко промывается, не позволяя бактериям задерживаться.
В нефтегазовой промышленности трубы из нержавеющей стали, также хорошо себя зарекомендовали и практически незаменимы, потому как они достаточно прочны и также не подвержены ржавлению.
В химической промышленности используют такие трубы из-за своей прочности и, они практически неуязвимы перед воздействием различных химических элементов. И это только основные сферы деятельности, где применяются трубы из нержавеющей стали. Также уникальные свойства данных труб позволяют их использовать в машиностроении, быту и во многих других отраслях мирового производства.
- Поставщик Нержавеющей стали и Цветного проката в России и СНГ
- +7 (800) 555-87-32 – бесплатный для России
- +7 (495) 781-87-32 – Москва и область
Общая оценка статьи:
Сварка нержавеющей стали маркировки 12х18н10т — чем и как выполняется, особенности, инструменты и материалы
Серебрянка – один из популярных видов металла 21 века. Как в промышленных масштабах, так и в домашних работах.
У сталеваров работы достаточно, потому этот тип сварки пользуется сегодня большим спросом. Труд хороших работников ценится по достоинству и неплохо оплачивается.
Но для обеспечения высококачественного труда необходимо подумать о материалах, с которыми придется иметь дело. В нашей статье пойдет речь о характеристиках стали 12х18н10т.
Мы расскажем, с какими материалами стоит работать, какие электроды вам пригодятся и как сделать так, чтобы соединение было прочным. Этого легко добиться, следуя нашим простым советам.
Характеристики марки
Перед тем, как говорить о сварочных работах, необходимо обратить внимание, что из себя представляет эта сталь.
Главный момент – это то, что нержавеющая сталь 12х18н10т часто подвергается созданию коррозии. Это происходит вопреки тому, что материал достаточно устойчив к ней.
Такой исход событий возможен тогда, когда вы прокалываете металл в печке. Иными словами, для появления коррозии необходимо действия температуры 500 градусов.
Чтобы этого не происходило, многие производители подмешивают в нержавейку легирующие компоненты. В случае с нашей маркой это титан.
Вы можете узнать это, заметив букву “Т”, которая располагается в конце маркировки. Перед тем, как приступать к сварочному процессу, важно тщательно изучить компоненты сплава. Это необходимо для того, чтобы все этапы прошли гладко.
Электроды
Обычно при изготовлении этого материала используют компоненты, состоящие из легированного металла. У него есть основное покрытие.
Состав последнего включает легирующие компоненты. По причине схожести структуры нержавейки и электродов, швы на выходе будут прочными и прослужат много лет. Это не главное преимущество материала, с которым вам придётся трудится.
Если вы корректно определите электроды, то сможете и дополнить, и преобразовать химические элементы. При этом важно помнить, что при плавлении электрод соединяется с базовым металлом в специальной ванне.
Это позволяет менять характеристики сварочного соединения.
Процесс сварки обеспечить возможно, следуя нехитрым методам. Прежде всего советуем обращать внимание на компоненты электродов.
Если вашей целью будет получение наплавленного металла, который не будет подверженным коррозии, нужно выбрать легирующие компоненты в составе электрода.
Речь идёт о титане. У вас получатся прочные швы, которые будут даже выше по качеству, чем основная конструкция.
По этой причине нужно внимательно относиться к выбору электродов при сварке нержавеющей стали с маркировкой 12х18н10т. Хотя бы потому, что они способны менять характеристики полученных соединений.
Минерал
Говоря о плюсах, отмечаем их хорошую работу с нержавеющей сталью 12х18н10т. В 8 случаях из 10 применяются вторичные компоненты. Используйте их одновременно с проволокой, изготовленной из высоколегированных проводов.
И здесь на помощь придет сварочный флюс типа АНФ-5. Он способен изолировать ванну от окислительных процессов, а также обеспечивает легирование конструкций.
Еще одно преимущество такого флюса – это то, что он не допускает появления пор в соединениях. Вместо вторичной основы применяют оксидную, которая ничем не хуже первой.
Организация работы
После определения плюсов электродов, можно выбрать режим сварочных работ. Первым делом смотрите на объем погонной энергии.
Это скорость, которая необходима току для прохода от арки к металлу. Для нержавеющей стали с маркировкой 12х18н10т этот показатель должен быть низкий.
Рекомендуем создавать тонкие соединения малого сечения. Это возможно при работе со сварочными проводами, диаметры которых не превышает 3 мм.
Не забывайте о том, что нержавеющая сталь имеет невысокую проводимость электричества. Чтобы избежать лишних вопросов, стоит снизить вылет электрода в пару раз в сравнении с показателем при углеродистой конструкции.
Технология
Сейчас пойдет речь о самых интересных моментах сварочных работ нержавеющей стали с маркировкой 12х18н10т. При металлообработке и использовании нержавейки возможно применение способа сварки полуавтоматом в области защитных газов.
Допускается технология контактной металлообработки, сварка неплавящимся компонентами и металлообработка искусственным электродом.
Когда мы говорим о защитном газе, то применяют аргон, соединение аргона с углекислым газом или гелием. В качестве примера можно поговорить об аргонодуговой обработке и сварке неплавящимся компонентом.
Аргоноарковая сварка с использованием электродов разного действия нравится мастерам с десятилетним опытом работы и более. Чтобы выполнять такую процедуру, стоит заняться установкой обратной полярности.
Для чего нужна холодная сварка
Процесс проводят на статичном токе. Аргоновый газ применяется здесь в качестве защитного компонента. Можно использовать его как в чистом виде, так и примеси с воздухом или углекислым газом.
При использовании смеси жар будет гореть стабильно, а шов получится ровным, без появления пор.
При работе с технологией металлообработки неплавящимся электродом необходимо варить на статическом электричестве. Полярность при этом должна быть прямой. В сварке применяются вольфрамовые электроды.
Использовать активный ток можно, но это не всегда необходимо при сварке нержавеющей стали с маркировкой 12х18н10т. Когда в металле есть много алюминия, можно проводить сварку с переменным током.
Говоря об искусственных электродах, стоит отметить их применение только дома. Причиной этому то, что сварка не всегда будет идеальной. Поэтому в случае высоких требований подумайте о другом способе сварки.
Если вашей целью будут бытовые действия, тогда нет смысла покупать дополнительное оборудование. Все, что требуется – это инвертор и электроды. Стремитесь к получению швов высокого качества?
Тогда выбирайте серьёзные аппараты, что работают в области защитных газов. Комплектация механизма будет такой: полуавтомат, газовый баллон и провода либо электроды для сварки. Этих компонентов будет вполне достаточно, чтобы осуществлять процесс на заводе или дома.
Подведём итоги
В нашей статье изложен материал об известных способах сварки нержавеющей стали с маркировкой 12х18н10т. Каждый год технологии расширяются и прогресс движется вперед.
Неизменным остается одно: для высококачественных изделий и швов нужно обладать большим опытом и придерживаться всех сварочных процессов. Немаловажным будет и наличие профессионального оборудования для сварки.
Если Вы только начинаете разбираться в сварочном деле, вам не стоит переживать. Сначала у вас не выйдет получать прочное соединение, это вполне нормально. По мере развития вы будете совершенствовать свои навыки.
Через год или два получится варить сложные металлоконструкции. Уже имеете опыт сваривания с нержавеющей стали с маркировкой 12х18н10т или другими металлами? Напишите нам об этом в х. Желаем успехов!
Сварка нержавеющей стали 12х18н10т — ООО "Ориннокс"
Нержавеющая сталь 12х18н10т соответствует европейскому названию AISI 321. Материал состоит из углерода, хрома, никеля и титана, обладает такими свойствами, как прочность, долговечность и эстетичность. Сталь используют в медицинской, пищевой и спиртовой промышленностях.
Легирование титаном придает ей необходимую устойчивость к отрицательным температурам. Нержавейка может использоваться для изготовления элементов техники, работающей при значительных минусовых температурах. Сварка стали 12х18н10т проходит с помощью электродов с защитно-легирующим покрытием в сочетании с высоколегированным стержнем.
Это необходимо для предупреждения появления межкристаллитной коррозии.
Особенности работ
Основной критерий хорошей сварки – это качество шва. Подобные соединения до появления современных технологий были не очень надежные и прочные. Это приводило к разрушению металла в местах швов. После открытия нового метода с использованием электродугового нагрева и газокислородного горения при высокой температуре качество работ возросло во много раз.
Сваривание легированной стали одной из самых распространенных марок 12х18н10т может усложняться, поскольку необходимо предотвращать карбидацию хрома и других элементов. Сам металл относится к хорошо свариваемым. Чтобы избежать процессов коррозии, которые возникают при использовании в работе температуры выше 500 °С, необходимо понизить или совсем убрать выпадение карбидов.
Для ручной дуговой сварки используются электроды определенных марок: ЦЛ-9, НЖ-13. Именно эти элементы стойкие к разрушению металла вдоль границ кристаллов. Сварка нержавеющей стали 12х18н10т осуществляется в любых пространственных положениях шва постоянным током обратной полярности. Соединения будут иметь такие механические свойства: σв = 550 и 600 Н/мм2, δ = 22 и 25 %, KCU= 80 и 70 Дж/см2.
Виды сварки
Сталь хорошо сваривается обычной автоматической сваркой и аргонодуговой. В качестве флюсов АН-26, АН-18 используется проволока Св-08Х19Н10Б или Св-05Х20Н9ФБС.
Что нужно учесть при работах:
- При сваривании титан, содержащийся в металле, окисляется, поэтому в качестве стабилизатора используется мягкий ниобий.
- Такие отличительные свойства нержавейки, как точка плавления, удельное электрическое сопротивление и др.
- Выбор типа сварки зависит от параметров металлопроката. Это могут быть такие виды:
- Ручная или плазменная.
- Дуговая под флюсом или аргонная TIG-сварка.
- Плавящимся электродом в аргоне, гелии и других инертных газах.
- При сваривании нержавейки с низким содержанием углерода могут появиться брызги на поверхности, которые понизят стойкость к ржавлению.
- Необходимость обработки сварного соединения после всех работ зависит от требований к коррозионной стойкости.
Для этого обычно используют способ травления, который равномерно удаляет оксидный слой с поверхности. Неснятие данного слоя окажет отрицательное воздействие на качество шва, приводит к непровару.
Рекомендации для работ
Свариваемость аустенитной стали не имеет ограничений. Одну и ту же марку можно использовать для изготовления изделий с различным назначением, поэтому требования к свойствам сварных швов будут отличаться. Основная сложность при работе с нержавейкой – предупредить растрескивание в местах соединения.
Есть несколько способов избежать этого момента, например, использовать метод измельчения кристаллов, уменьшения серы и фосфора в металле. Для получения шва малого сечения используют электродную проволоку диаметром не более 3 мм.
У стали 12х18н10т пониженная электропроводность, поэтому при сварке нужно в 2 раза уменьшить вылет электрода (по сравнению с углеродистой сталью).
Сварные соединения будут уступать в пластичности основному металлу.
Повышения ударной вязкости шва можно добиться, устранив неоднородность химического состава дендритных кристаллитов методом нагрева при высокой температуре, а также местной термообработкой.
Допустимо для тех же целей повысить процентный состав никеля до 13%. Для этого используют электроды из стали типа Х23Н18. Наиболее высокая степень жаропрочности сварного соединения достигается с повышенным содержанием углерода, титана и ниобия.
Технологии работ совершенствуются постоянно, что позволяет в настоящий момент добиваться высокой надежности сварных соединений. Благодаря этому из аустенитной высоколегированной стали 12х18н10т изготавливают элементы трубопроводов высокого давления, варочные аппараты и другие устройства, которые могут работать в агрессивных средах.






