Подробности Категория: Инженерная графика
Автор видеоурока: к.пед.н., доцент кафедры ИГиСАПР Кайгородцева Н.В.
В машиностроении, приборостроении и других отраслях промышленности широкое распространение получили разъемные соединения деталей машин, осуществляемые с помощью резьбы различных профилей (треугольного, трапецеидального, прямоугольного и др.).
В основе образования резьбы лежит принцип получения винтовой линии. Если на поверхности цилиндра или конуса прорезать канавку по винтовой линии, то режущая кромка резца образует винтовую поверхность, характер которой зависит от формы режущей кромки.
Образование винтового выступа можно представить как движение треугольника, трапеции, квадрата по поверхности цилиндра или конуса так, чтобы все точки фигуры перемещались по винтовой линии (рис. 248).
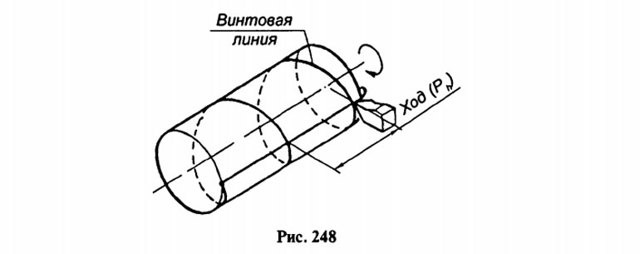
Резьба — это поверхность, образованная при винтовом движении произвольного плоского контура по цилиндрической или конической поверхности.
Признаки классификации и виды резьбыРезьбу треугольного профиля нарезают обычно на деталях, предназначенных для скрепления, и поэтому ее называют крепежной резьбой.Резьбы иных профилей, по преимуществу трапецеидальные и прямоугольные, относятся к ходовым резьбам (резьба на валу для передвижения суппорта токарного станка, резьба на винте машинных тисков, домкратов и др.).
Виды резьбы классифицируются по следующим признакам:по форме поверхности:• цилиндрическая резьба, образованная на поверхности цилиндра,• коническая резьба, образованная на поверхности конуса;по характеру поверхности:• наружная резьба, образованная на наружной поверхности цилиндра или конуса.
В резьбовом соединении наружная резьба является охватываемой поверхностью и наносится на болте (винте идр.),
• внутренняя резьба, образованная на внутренней поверхности цилиндра или конуса. В резьбовом соединении внутренняя резьба является охватывающей поверхностью, она наносится на поверхности отверстия в гайке (гнезде и др.);
по направлению резьбы:• правая резьба, образованная контуром, вращающимся по часовой стрелке и перемещающимся вдоль оси в направлении от наблюдателя (подъем винтового выступа на видимой (передней) стороне идет слева направо),• левая резьба, образованная контуром, вращающимся против часовой стрелки и перемещающимся вдоль оси в направлении от наблюдателя (подъем винтового выступа идет справа налево);по числу заходов (выступов и канавок):• однозаходная резьба, образованная одной винтовой ниткой (рис. 249, а),
• многозаходная резьба, образованная двумя, тремя и т.д. винтовыми нитками (рис. 249, б, в).
Винтовая нитка — это выступ винтовой резьбы, образованный одним профилем.Число заходов резьбы — число ниток, образующих резьбу.Многозаходные винты образуются, если по поверхности перемещаются одновременно два, три и более плоских профиля, равномерно расположенных по окружности относительно друг друга (рис. 249).
На рисунке 250 представлена обобщенная схема типов резьб.
Параметры резьбы
Основными параметрами резьбы (рис. 251) являются:
- • наружный диаметр резьбы d (D) — диаметр воображаемого цилиндра (конуса для конической резьбы), описанного вокруг вершин наружной резьбы или впадин внутренней. Обычно он равняется номинальному диаметру и используется при обозначении резьбы;
- • средний диаметр резьбы d2 (D2) — диаметр воображаемого соосного с резьбой цилиндра, пересекающего витки резьбы таким образом, что ширина выступов резьбы и ширина впадин оказываются равными;
- • внутренний диаметр резьбы d1 (D1);
• шаг резьбы Р — расстояние между соответствующими точками двух соседних витков, измеренное параллельно оси резьбы (для конической резьбы — проекция на ось резьбы отрезка, соединяющего соседние вершины профиля резьбы);
• ход резьбы Ph — расстояние между соответствующими точками на поверхности винтовой нитки за один оборот контура, измеренное параллельно оси резьбы. Для однозаходной резьбы величина хода винта Ph равна шагу Р (см. рис. 249, а). Для двух и трехзаходных винтов величина хода соответственно равняется 2Р — для двухзаходного винта (см. рис. 249, б) и ЗР — для трехза-ходного (см. рис. 249, в);
• угол профиля а образуется боковыми сторонами профиля;• высота исходного профиля Н получается при продолжении боковых сторон остроугольного профиля до пересечения;• высота профиля, равная (5/8)H — расстояние между выступом и впадиной профиля в направлении, перпендикулярном оси резьбы.
Типы резьбы
Основные типы резьбы, обозначения и примеры нанесения обозначений на чертежах приведены в табл. 6.
Резьба метрическая. Профиль метрической резьбы (ГОСТ 9150— 2002) представляет собой равносторонний треугольник с углом профиля, равным 60°. Форма впадины резьбы может быть как плоско-срезанной, так и закругленной. Стандартом установлены размеры метрической резьбы для диаметров от 1 до 600 мм.
Метрическая резьба подразделяется:• на резьбу с крупным шагом;• резьбу с мелким шагом.Шаг и глубина метрической резьбы с мелким шагом меньше, чем резьбы с крупным шагом при одном и том же наружном диаметре.
Резьбы с мелким шагом применяются в тонкостенных соединениях для увеличения их герметичности, для осуществления регулировки в приборах точной механики и оптики, в целях увеличения сопротивляемости деталей самоотвинчиванию.
Резьба дюймовая (в табл. 6 не указана). Резьба дюймовая имеет треугольный профиль с углом у вершины в 55°.
Применение дюймовой резьбы в новых разработках не допускается. Дюймовая резьба применяется при ремонте оборудования, поскольку в эксплуатации находятся детали с дюймовой резьбой. Изготовляется с наружным диаметром от 3/16″ до 4″.
Основными параметрами дюймовой резьбы являются наружный диаметр в дюймах и число шагов на дюйм длины нарезанной части детали. На чертеже она обозначается наружным диаметром, выраженным в дюймах, например: 1″; 1 1/3”; 2″.
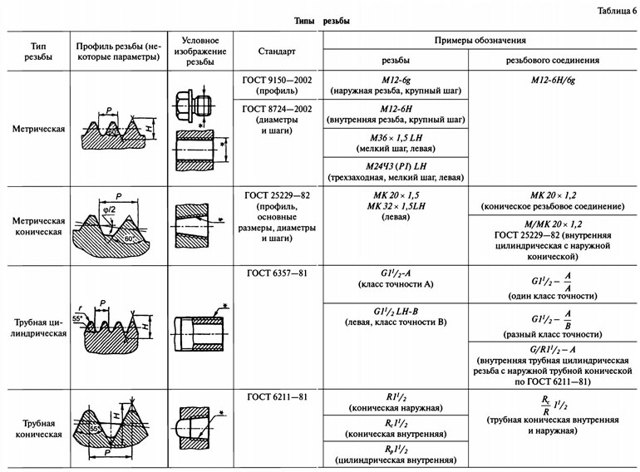
Резьба трубная цилиндрическая. Угол профиля равен 55°. Профиль резьбы выполняется с закруглениями. Изготовляется она диаметром от 1/8 до 6″ при числе ниток на 1″ от 28 до 11.
Номинальный диаметр трубной резьбы условно отнесен к внутреннему диаметру трубы (Dy — условный проход).
Трубная цилиндрическая резьба применяется для соединения труб, арматуры, трубопроводов и других тонкостенных деталей (пробки, заглушки и др.).
Резьба трубная коническая. Конусность равна 1:16. Профиль резьбы — равнобедренный треугольник с углом при вершине 55° и закругленной вершиной.
Наружный диаметр в среднем сечении по длине резьбы на трубе (в основной плоскости, перпендикулярной к оси резьбы) равен наружному диаметру цилиндрической трубной резьбы того же размера (рис. 252).
На эту резьбу ГОСТ устанавливает размеры диаметров от 1/16″ до 6″.
В трубных соединениях коническая резьба на трубе может применяться в сочетании с цилиндрической трубной резьбой в муфте, т.е. коническая резьба — трубы, цилиндрическая — муфты.Применяется резьба для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов машин и станков.Трубная коническая резьба обозначается буквами:• R — коническая наружная;
• Rc — коническая внутренняя;
• Rp — цилиндрическая внутренняя.
Резьба коническая дюймовая с углом профиля 60° (ГОСТ 6111—52). Применяется для диаметров от 1/16” до 2″ для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов, машин и станков.
Резьба трапецеидальная. Профиль резьбы — равнобочная трапеция с углом 30° между боковыми сторонами. Трапецеидальная резьба может быть однозаходной и многозаходной, правой и левой. Трапецеидальная резьба (ГОСТ 9484—81) предусмотрена для диаметров от 8 до 640 мм.
Эта резьба служит для преобразования движения (в ходовых винтах станков, винтах суппортов, штурвальных винтах, грузовых винтах и т.п.).
Резьба упорная. Имеет профиль трапеции, одна из сторон которой наклонена на 30°, а вторая — на 3° к нормали, проведенной к оси резьбы (см. табл. 6). Упорная резьба диаметром от 10 до 600 мм выполняется по ГОСТ 10177-82.
Упорная резьба применяется в механизмах с большим осевым усилием (в винтовых прессах, в нажимных винтах прокатных станов и т.п.).
Резьба круглая (ГОСТ 13536—68). Профиль круглой резьбы образован дугами, связанными между собой участками прямой линии. Угол между сторонами профиля 30° (см. табл. 6).
Резьба имеет ограниченное применение — для санитарно-технической арматуры: для шпинделей вентилей смесителей, водопроводных кранов, в отдельных случаях для крюков подъемных кранов, а также в условиях воздействия агрессивной среды.
Прямоугольная резьба не стандартизована, так как наряду с преимуществами, заключающимися в более высоком коэффициенте полезного действия, чем у трапецеидальной резьбы, она менее прочна и сложнее в производстве. Применяется при изготовлении винтов, домкратов и ходовых винтов.
При изображении прямоугольной резьбы рекомендуется вычерчивать местный разрез, на котором проставляют необходимые размеры.
Специальные резьбы. Если резьба имеет стандартный профиль, но отличается от соответствующей стандартной резьбы диаметром или шагом, то резьба называется специальной. В этом случае к обозначению резьбы добавляется надпись Сп, а в обозначении резьбы указываются размеры наружного диаметра и шага резьбы, например: Сп. М19 х 1,5.
Определение резьбы при съемке с натуры
Для определения основных параметров резьбы производится ее обмер. Обмер резьбы включает в себя определение:• шага резьбы — для метрической резьбы и числа шагов на дюйм — для резьбы, имеющей профиль дюймовой резьбы;
• наружного диаметра (для стержня) и внутреннего (для отверстия).
Шаг резьбы и число шагов на дюйм определяют с помощью резьбомеров — набора шаблонов. На каждом шаблоне указано или определенное значение шага резьбы, или значение числа шагов на дюйм.
Шаблон подбирается таким образом, чтобы одна из пластин резьбомера полностью входила во впадины резьбы.
Шаг резьбы или число шагов на дюйм определяется при совпадении профиля шаблона с профилем резьбы надетали по маркировке на шаблоне (рис. 253).
Наружный диаметр (для стержня) и внутренний (для отверстия) определяют с помощью штангенциркуля (рис. 254).
Сопоставляя данные обмера с табличными в соответствующих стандартах для данного типа резьбы, установив направление витков резьбы (правое или левое) и число заходов, получаем исходные данные для обозначения резьбы.
Изображение резьбы на чертежах
При изображении резьбы на чертежах всех отраслей промышленности и строительства в соответствии с ГОСТ 2.311—68 принята условность, когда винтовую линию заменяют двумя линиями — сплошной основной и сплошной тонкой. При этом изображение наружной и внутренней резьбы имеет следующие особенности.
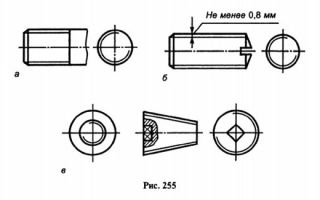
Наружная резьба. На стержне резьба изображается сплошными основными линиями по наружному диаметру и сплошными тонкими — по внутреннему.
На изображениях, полученных проецированием на плоскость, параллельную оси стержня, сплошную тонкую линию по внутреннему диаметру резьбы проводят на всю длину резьбы без сбега (рис. 255). Сплошная тонкая линия изображения резьбы на стержне должна пересекать линию границы фаски.

На видах, полученных проецированием на плоскость, перпендикулярную к оси стержня, по внутреннему диаметру резьбы проводят дугу, приблизительно равную 3/4 окружности, разомкнутую в любом месте (не допускается начинать сплошную линию и заканчивать ее на осевой линии). Расстояние между тонкой линией и сплошной основной не должно быть меньше 0,8 мм и больше шага резьбы. Фаска на этом виде не изображается.
Внутренняя резьба. В отверстии резьбу изображают сплошными основными линиями по внутреннему диаметру резьбы и сплошными тонкими линиями — по наружному диаметру (рис. 256). Резьба, показываемая как невидимая, должна изображаться штриховыми тонкими линиями одинаковой толщины по наружному и по внутреннему диаметрам.
На разрезах, полученных проецированием на плоскость, параллельную оси отверстия, сплошная тонкая линия по наружному диаметру резьбы проводится на всю длину резьбы без сбега.
На изображениях, полученных проецированием на плоскость, перпендикулярную к оси отверстия, по наружному диаметру резьбы проводят дугу, приблизительно равную 3/4 окружности, разомкнутую в любом месте.
Фаску на этом виде не изображают.
Линию, определяющую границу резьбы, наносят на стержне и в отверстии с резьбой в конце полного профиля резьбы (до начала сбега). Границу резьбы проводят до линии наружного диаметра резьбы и изображают сплошной основной линией, перпендикулярной к оси резьбы, если она видна (рис. 257, а, б), и штриховой тонкой, если резьба изображена как невидимая (рис. 257, в).
Штриховку в разрезах и сечениях проводят до линии наружного диаметра резьбы на стержне и до линии внутреннего диаметра в отверстии, т.е. в обоих случаях до сплошной толстой основной линии (рис. 256—258).
Сбег резьбы (см. рис. 258) при необходимости изображают сплошной тонкой линией. Из технологических соображений на части стержня может быть осуществлен недовод резьбы. Суммарно недовод резьбы и сбег представляют собой недорез резьбы. Размер длины резьбы указывается, как правило, без сбега. Пример простановки размера длины резьбы без сбега и со сбегом представлен на рис. 259.
Глухое отверстие с резьбой называют гнездом. Конечная часть гнезда, выполненная сверлением, обычно имеет форму конуса с углом при вершине 120° (рис. 260, а, б).
Если конец резьбы располагается близко к дну глухого отверстия, то допускается изображать резьбу до конца отверстия (рис. 260, б). Допускается изображать резьбу до конца отверстия на чертежах, по которым резьбу не выполняют.
На рисунке 260, в показано изображение резьбы в пластмассовых деталях.
Если на чертеже необходимо показать профиль резьбы (резьба с нестандартным профилем или специальная резьба), то следует применять местный разрез (рис. 261, а), выполнять профиль резьбы на разрезе (рис. 261,6) или изображать участок профиля в увеличенном виде как выносной элемент (рис. 261, в).
На разрезах резьбового соединения в изображении на плоскости, параллельной его оси, в отверстии показывают только ту часть резьбы, которая не закрыта резьбой ввернутого в него стержня (рис. 262—263).
На чертеже резьба с нестандартным профилем изображается с нанесением всех размеров, необходимых для ее изготовления (см. рис. 261, в).
Для всех резьб, кроме конических и трубной цилиндрической, обозначения относятся к наружному диаметру и проставляются над размерной линией, на ее продолжении или на полке линии-выноски (рис. 264). Места нанесения обозначения указанных резьб на стержне показаны на рис. 264—265, отверстии — на рис. 266.
Обозначение конических резьб и трубной цилиндрической наносят только на полке линии-выноски (рис. 267).
Виды резьбовых соединений
Автор статьи: pkmetiz.ru
Наиболее распространенным способом стыковки элементов различных конструкций является резьбовое соединение. Оно широко применяется в строительстве, при монтаже трубопроводов, в машиностроении и многих других отраслях. Популярность этого способа обусловлена следующими преимуществами:
- высокая надежность и продолжительный срок службы;
- создание разъемных соединений, простота монтажа и демонтажа при помощи общедоступных инструментов;
- контроль силы затягивания при сборке;
- малый вес и размеры крепежа, по сравнению с соединяемыми конструктивными элементами;
- широкая доступность, большой выбор типоразмеров крепежа.
Для использования при изготовлении и монтаже деталей необходимо знать существующие виды и параметры резьбовых соединений.
Назначение и виды резьбовых соединений
Резьбовые соединения любых видов резьб выполняют несколько основных функций. Основным назначением является обеспечение плотного соединения стыкуемых деталей с достижением необходимого значения.
Кроме того, обеспечивается фиксация деталей в заданном положении, предотвращается возможность их смещения при эксплуатации конструкции или механизма.
Еще одним распространенным назначением резьбовых соединений является обеспечение заданного расстояния между деталями.
Классификация соединений этого типа осуществляется по нескольким параметрам. При этом она имеет большое значение, поскольку от вида резьбовых соединений зависит их область применения, особенности эксплуатации, нормы отбраковки.
В зависимости от способа исполнения различают соединения, которые выполняются посредством крепежных элементов и непосредственные соединения. В первом случае монтаж выполняется при помощи болтов, шпилек, гаек, винтов и других вспомогательных элементов. Непосредственное соединение монтируется путем скручивания друг с другом соединяемых элементов, например, труб с нарезанной резьбой.
В зависимости от формы поверхности различают цилиндрические и конические резьбы. Оба этих типа резьб могут быть наружными и внутренними. По направлению витков нарезка может быть левой или правой.
Ключевым параметром для классификации является тип профиля нарезки. По этому признаку выделяют следующие виды резьбовых соединений деталей:
- метрическая;
- дюймовая;
- трубная цилиндрическая;
- трапецеидальная;
- упорная;
- круглая.
Рассмотрим эти типы более подробно.
Метрическая резьба
Самым распространенным видом резьбовых соединений является метрическая резьба. Ее профиль выполняется в соответствии с ГОСТ 9150-81 в форме равностороннего треугольника с углом 60°. Шаг метрической резьбы может составлять 0,25-6 мм, а внешний диаметр — от 1 мм до 600 мм. Такой тип резьбового соединения применяется при изготовлении большинства крепежных деталей.
Кроме того, применяется коническая метрическая резьба с диаметром 6–60 мм конусностью 1:16. Этот тип нарезки позволяет выполнять герметичные соединения. При ее использовании достигается стопорение крепежа, что исключает необходимость применения стопорных гаек.
Дюймовая резьба
Дюймовая резьба имеет профиль в форме равнобедренного треугольника со значением угла 55°, что отличает ее от формы профиля метрической нарезки. Диаметры резьбы измеряются в дюймах. Шаг определяется в количестве витков на 1 дюйм длины резьбовой части изделия.
В промышленности применяются резьбовые соединения с наружным диаметром от 3/16 до 4 дюймов с числом витков на один дюйм от 3 до 28. Этот тип нарезки широко применяется на деталях трубопроводов, а также на крепеже производства США, Великобритании и ряда других стран.
Также выпускаются изделия с конической дюймовой резьбой. Благодаря конической форме достигается улучшенная герметичность соединения, что позволяет не использовать уплотнительные элементы. Коническая дюймовая нарезка широко применяется при прокладке напорных трубопроводов малого диаметра в гидравлических системах.
Трубная резьба
Трубная цилиндрическая резьба выполняется по ГОСТ 6357-81. Она имеет профиль в форме равнобедренного треугольника, угол наклона гребней составляет 55°. Верхние грани гребней скруглены.
Благодаря этому устраняются дополнительные зазоры в зоне выступов и впадин, что обеспечивает повышенную герметичность соединения. Трубная резьба относится к дюймовым.
Ее диаметр составляет от 1/16 до 6 дюймов, а шаг — от 11 до 28 витков.
По сравнению с другими видами дюймовых резьб шаг трубной резьбы сокращен. Уменьшенный шаг позволяет не допустить критического сокращения толщины стенки трубы, что необходимо для сохранения прочностных характеристик трубопровода.
Трубная резьба может быть цилиндрической и конической. В последнем случае ее конусность определяется соотношением 1:16.
Трапецеидальная
К резьбовым соединениям этого вида относятся чаще всего соединения типа винт-гайка. Трапецеидальная резьба выполняется в соответствии с ГОСТ 9481-81. Ее форма представляет собой равнобокую трапецию. Угол наклона граней составляет 30°. Для резьбы крепежных элементов, применяемых в червячных передачах, предусмотрен угол наклона 40°.
Трапецеидальный профиль резьбы позволяет достичь повышенной прочности соединения. Благодаря этому ее применяют для соединения деталей механизмов, работающих под воздействием динамических нагрузок, например, в ходовых гайках, которыми фиксируются штоки задвижек и т. д.
Упорная резьба
Упорная резьба в соответствии с ГОСТ 10177-82 имеет профиль в виде неравнобокой трапеции. Угол наклона одной грани гребня составляет 3°, а второй грани — 30°. Этот тип применяют для крепежных элементов диаметром от 10 мм до 600 мм.
Шаг резьбы составляет 2–25 мм. Этот вид резьбового соединения используется для крепления деталей, которые в процессе эксплуатации испытывают значительные осевые нагрузки в одном направлении.
Профиль нарезки позволяет эффективно противостоять таким нагрузкам.
Круглая резьба «Эдисона»
Круглая резьба, выполняемая в соответствии с ГОСТ 6042-83, имеет профиль, формируемый дугами. Угол наклона сторон составляет 60°. Благодаря такой форме профиля круглая резьба обладает высокой стойкостью к механическому износу. Это позволяет применять ее в деталях конструкций и механизмов, которые подвержены регулярным переменным нагрузкам, например, в деталях трубопроводной арматуры.
Виды резьб: метрическая, цилиндрическая, дюймовая и другие
Для создания разъемного соединения деталей, выдерживающего внешние механические нагрузки, или позиционирования элементов в пространстве применяют болты, шпильки и гайки.
Существуют различные виды резьбы, которые отличаются профилем нарезки, частотой витков и прочностными характеристиками.
Например, некоторые соединения при приложении нагрузки автоматически затягиваются, предотвращая самопроизвольное разделение элементов конструкции.
Для создания разъемного соединения деталей применяют болты, шпильки и гайки.
Функциональное назначение резьбы
Винтовая нарезка, выполненная на стержне или внутри гайки, позволяет:
- удерживать детали на расстоянии, указанном в чертежной документации;
- фиксировать элементы конструкции от смещения относительно друг друга;
- обеспечивать плотную посадку деталей;
- защищать узел от разрушения (при чрезмерной нагрузке происходит срыв винта или шпильки);
- преобразовывать вращательное движение в поступательное (например, ходовой винт токарного станка обеспечивает перемещение суппорта).
Классификация и главные признаки
Резьбы подразделяются на категории по признакам:
- шкала измерения диаметра (метрические, питчевые, дюймовые или модульные);
- положение на поверхности (снаружи стержня или внутри просверленного в детали канала);
- направление витков (бывают нарезки с левым или правым расположением витков);
- количество заходов нарезки (стандартная однозаходная или специальные многозаходные);
- профиль (треугольный, трапециевидный, прямоугольный, сферический);
- взаимное положение кромок детали с нарезкой (цилиндрическая или коническая);
- назначение (крепежная, ходовая и ряд других).
Характеристика видов резьб
Резьба характеризуется несколькими параметрами:
- диаметр, измеренный между верхними точками выступов внешней нарезки или нижними точками впадин внутренней;
- шаг, указывающий на расстояние между одинаковыми боковыми плоскостями профиля;
- единицы измерения размеров;
- конфигурация профиля и положение боковой плоскости нарезки относительно осевой линии.
Резьба с треугольным профилем наносится на поверхности на автоматизированном оборудовании, рассчитанном на массовое производство. В некоторых мелкосерийных узлах встречаются крепления с прямоугольным или квадратным профилем, нарезанным на металлообрабатывающих станках.
Из-за пониженной точности и увеличенных затрат времени технология используется редко. Существуют специальные резьбы, которые отличаются профилем или шагом от стандартных значений. В документации для обозначения вводятся литеры Сп (например, Сп М40х1,5 левая).
Метрическая
Нарезка измеряется в мм, стандарты предусматривают поперечное сечение в пределах 1-600 мм при шаге в диапазоне от 0,25 до 6 мм. Профиль представляет собой равносторонний треугольник с вершинным углом 60°.
Для маркировки используют литеру М (сокращение от слова metric) и числовой код, указывающий на диаметр (для мелкой нарезки указывают шаг, иногда вводится обозначение направления хода витка).
В таблице приведены стандартные шаги метрической нарезки в соответствии с международными стандартами и нормативами ГОСТ.
| М4 | 0,7 |
| М6 | 1,0 |
| М8 | 1,0 |
| М16 | 2,0 |
| М26 | 3,0 |
| М32 | 3,5 |
Метрическая резьба.
Болты и шпильки со стандартной метрической нарезкой встречаются в автомобилях, металлорежущих станках, бытовом оборудовании.
Уменьшение шага при сохранении неизменного поперечного сечения позволяет повысить механическую прочность резьбы. Одновременно падает угол подъема нарезки, что обеспечивает дополнительную защиту от самопроизвольного отворачивания.
Мелкую нарезку наносят на детали с небольшой толщиной стенки, работающие в условиях динамических нагрузок.
Метрическая коническая
Нарезка отличается положением боковых поверхностей с небольшим углом наклона к осевой линии (конусность 1 к 16).
За счет изменения конфигурации обеспечивается герметичность стыка и фиксация соединения от самопроизвольного отворачивания.
Для обозначения используют комбинацию букв МК, номинальное значение поперечного размера, шаг и направление хода витков (например, МК30х3,5LH или МК30х3,5RH для левого и правого типов соответственно).
Цилиндрическая
Специальная цилиндрическая нарезка базируется на метрической, но отличается повышенной механической прочностью и стойкостью к воздействию высоких температур. Для улучшения характеристик впадины резьбы имеют увеличенный радиус скругления. Для обозначения используют буквы MJ, в коде указывают диаметр, значение шага и поля допусков нарезки.
Резьба предназначена для техники с жесткими режимами эксплуатации (например, в аэрокосмической отрасли). По габаритам детали взаимозаменяемы с элементами, имеющими метрическую нарезку.
Дюймовая
Британский стандарт дюймовой треугольной нарезки отличается системой измерения габаритов и углом при вершине, равным 55°. Базовый вариант имеет обозначение BSW (сокращение от British Standard Whitworth).
Разновидность с мелким шагом имеет название BSF (от английского термина British Standard Fine). Шаг определяется как количество витков на 1″ (25,4 мм) нарезки, которая используется для соединения трубопроводов.
На территории США и Великобритании стандарт применяют при изготовлении крепежных деталей, несовместимых с метрическими метизами.
Дюймовая цилиндрическая
Стандарт, распространенный на территории Северной Америки, имеет треугольный профиль с углом при вершине 60°.
Предусмотрено разделение на категории UNC (Unified Coarse), UNF (Unified Fine), UNEF (Unified Extra Fine), 8UN и UNS (Unified Special) в зависимости от шага витка.
Нарезка используется для фотографического оборудования (например, в СССР был принят специальный стандарт ГОСТ 3362-75, регламентировавший цилиндрическую дюймовую резьбу).
Дюймовая коническая
Коническая нарезка NPT (сокращение от National Pipe Thread) имеет треугольный профиль с верхним углом 60°. Выступы расположены на конической поверхности 1:16.
Размеры регламентированы стандартом ГОСТ 6111-52, а также нормативами Американского национального института стандартов ANSI и общества инженеров-механиков ASME.
Предусмотрены габариты резьбы в диапазоне от 1/16″ до 24″, нарезка используется для соединения трубопроводов для подачи воды, газа или технологических жидкостей.
Упорная
Резьбы, применяемые в нагруженных узлах и механизмах (например, гидравлических или винтовых прессах, прокатных станах), имеют треугольный профиль с углами наклона боковых граней 30° и 3°.
Полученный пилообразный рисунок обладает повышенной механической прочностью, габариты регламентированы стандартом ГОСТ 10177-82. В обозначение входит литера S и числовые значения, позволяющие определить поперечное сечение, шаг и направление хода витков.
Для многозаходной резьбы в коде указывается количество заходов.
Упорная усиленная
Для обеспечения повышенной несущей способности угол наклона боковых образующих профиля составляет 45° и 3°. Cтандарт ГОСТ 13535-87 допускает изготовление деталей с резьбой диаметром до 2000 мм.
В идентификаторе присутствуют литера S и угол наклона 45°, указаны поперечное сечение, числовой индекс шага, направление нарезки и дополнительный код Тт.
Резьба встречается в механических передачах типа винт-гайка.
Это интересно: Мартенсит и мартенситные стали: виды, структура, превращение
Трапециедальная
Для нарезки ходовых винтов металлорежущего оборудования и прочих механизмов (например, грузоподъемных) используется метрическая резьба с оригинальным треугольным профилем, имеющим угол при вершине 30°. На территории Российской Федерации параметры нарезки регламентированы стандартами ГОСТ 9484-81, 24737-81, 24738-81 и 24739-81 (нормативы описывают различные параметры).
Для обозначения применяется индекс Tr (от trapezoidal), к которому добавлены значения номинального диаметра, шага, направления витков и идентификатора поля допуска.
Резьба характеризуется пониженными потерями на трение. Для изготовления не требуется сложное технологическое оборудование.
Дополнительным преимуществом является возможность передачи реверсивного движения при повышенных нагрузках.
Трапецеидальная резьба характеризуется пониженными потерями на трение.
Круглая для санитарно-технической арматуры
Для подключения сантехнического оборудования используется резьба, состоящая из окружностей при вершине и впадине, соединенных прямыми отрезками.
Полученный треугольник с закругленными вершинами имеет угол в верхней точке 30°.
Параметры регламентированы нормативом ГОСТ 13536-68, идентификатор состоит из букв Кр и чисел, указывающих на значения поперечного размера и шага (может присутствовать обозначение стандарта).
Нарезку можно встретить на вентилях смесителей, соединительных гибких трубопроводах, запорных кранах, устанавливаемых на магистралях.
Резьба используется в промышленном оборудовании, обладает повышенной динамической прочностью. Ограничено применяется для передачи усилий при тяжелых условиях эксплуатации.
Эдисона круглая
Нарезку легко узнать по сферическому профилю, используется только на цоколях ламп накаливания. Для идентификации применяется литера Е и номер (соответствующий диаметру). Если нарезка выполнена на неметаллических изделиях, то в код вводится наклонная черта и дополнительная литера N (например, Е27 или Е27/N). Для установки деталей инструмент не требуется, резьба затягивается рукой.
Трубная коническая
Нарезка имеет конические боковые кромки (коэффициент 1:16) и профиль с углом при вершине 55°. В идентификации используется литера R для внешнего типа и Rc для внутреннего. Индекс содержит номинальный поперечный размер и буквы LH для указания на левое направление витков. Параметры регламентированы стандартом ГОСТ 6211-81, а также международными нормативами ISO R7 и DIN 2999.
Трубная цилиндрическая
Резьба дюймового типа, базирующаяся на стандарте BSW (British Standard Whitworth). Предусмотрены несколько вариантов шага (от 11 до 28 ниток на дюйм). Профиль имеет очертания треугольника с вершинным углом 55°.
Трубная цилиндрическая резьба.
Нефтяной сортамент
Нарезка предназначена для соединения труб, используемых при бурении скважин. Имеет коническую форму для обеспечения герметичности, профиль треугольный с вершинным углом 60° либо трапециевидный с разными размерами боковых граней (на схемах обозначается как резьба Батресс). Габариты регламентированы ГОСТом, а также нормативами Американского института нефти API.
Определение типа резьбы
Опытный механик может определить тип резьбы визуально, но полноценно выяснить параметры можно только при помощи штангенциркуля и калькулятора или специального металлического шаблона. При использовании измерительного инструмента полученные данные пересчитывают и сравнивают с табличными значениями.
На шаблонах нанесена маркировка, позволяющая назвать тип резьбы. В случае возникновения сомнений необходимо провести контрольный замер штангенциркулем и идентифицировать нарезку по таблицам.
Российская промышленность выпускает шаблоны 2 типов (с маркировками М60° для метрических профилей с углом 60° и Д55°, предназначенные для идентификации дюймовой или трубной нарезки с вершинным углом 55°).
Металлические шаблоны собраны в общую пачку на центральной оси. На каждом элементе нанесена краской или выдавлена прессом цифра, указывающая на шаг резьбы (в мм или дюймах, в зависимости от типа шаблонов).
Это интересно: Как различать латунь и бронзу — проверенные способы
Сфера применения резьбовых соединений
Резьбовые элементы используют для:
- стыковки различных агрегатов (например, коробки передач с двигателем);
- сборки узлов (например, винты соединяют крышки с корпусом генератора);
- соединения металлоконструкций (наряду с заклепками и дуговой сваркой);
- сборки трубопроводов для подачи газа и воды (такое сопряжение имеет дюймовую резьбу);
- крепления технологического оборудования к фундаментам (например, металлорежущие станки устанавливают на залитые в бетон анкеры).
Резьбы принято разделять на категории по назначению:
- крепежные (например, метрические);
- крепежные с одновременной герметизацией (конические);
- грузоподъемные (например, упорные).
Преимущества и недостатки
Преимущества резьбовых соединений:
- высокая прочность и надежность;
- возможность многократной сборки и разборки;
- унификация болтов и гаек в соответствии с международными стандартами;
- удобство сборки и разборки конструкции;
- повышенное усилие при сопряжении поверхностей при небольшой нагрузке, прилагаемой к инструменту.
Наибольшее распространение получило болтовое соединение, при котором в сопрягаемых деталях необходимо просверлить отверстия соответствующего размера. В случае поломки или повреждения достаточно отвернуть гайку и установить новый крепеж.
Корпусные детали остаются нетронутыми, что снижает себестоимость ремонта. Если сквозное отверстие выполнить невозможно, то используют винты с головкой под отвертку или специальную биту.
Шпильки применяют для узлов из легких сплавов или для агрегатов, требующих периодической разборки для обслуживания или ремонта.
Для установки шпилек или винтов в деталях выполняются отверстия, которые формируют зоны повышенного напряжения в металле. При приложении чрезмерной нагрузки возможно частичное или полное разрушение узла или срыв крепления.
Для предотвращения самопроизвольного отворачивания необходимы установка пружинных шайб либо шплинтов или нанесение герметика на резьбу.
В ряде узлов применяют болты с конической кромкой, предотвращающей самопроизвольное отворачивание (например, крепления колесных дисков автомобилей к ступице).
Большим недостатком резьбовых соединений является наличие точек концентрации напряжений по длине профиля. Кроме того, следует учесть неравномерное распределение нагрузки по виткам. Например, при использовании гайки с 10 витками на первый приходится 34% усилий, а на последний — менее 1%. По этой причине в стандартных конструкциях высота гайки составляет 0,5-0,8 от диаметра.
При приложении знакопеременных нагрузок в резьбовых соединениях появляются усталостные трещины, приводящие к разрушению конструкции. Несмотря на подобную особенность, болты широко используются в машиностроении, при сборке мостов и корпусов кораблей, для соединения железнодорожных путей, в самолетостроении или аэрокосмической индустрии.
Трубная резьба – виды, размеры, ГОСТы, резьбонарезное оборудование
При монтаже бытовых трубопроводов газо- и водоснабжения обычно применяется метод резьбового соединения отрезков труб, который обеспечивает герметичность и отличается прочностью и долговечностью.
Одним из способов соединения труб является резьба — спираль с постоянным шагом.
Трубная резьба различается по следующим параметрам:
- Система измерения диаметра: метрическая и дюймовая резьба
- Направление резьбы: правая, левая
- Расположение резьбы: наружная, внутренняя
- Число заходов: однозаходная, многозаходная
- Назначение: крепежная, крепежно-уплотнительная, ходовая, специальная и т.п.
Основными характеристиками резьбы на трубах являются:
- Внешний диаметр
- Внутренний диаметр
- Шаг – расстояние между соседними витками
- Ход — расстояние, на которое переместится крепеж в продольном направлении за один полный оборот. При однозаходной накатке ход равен шагу, при многозаходной — шагу, умноженному на число заходов.
Метрическая резьба
Метрическая резьба характеризуется измерением основных параметров в миллиметрах, по ГОСТу ей соответствует маркировка «М». Широко применяется в диаметрах от 1 до 600 мм и шагом 0,25 до 6 мм. Профиль метрической резьбы представляет собой равносторонний треугольник с углом при вершине в 60° c теоретической высотой Н-0,866025404.
Основные размеры метрической резьбы в настоящее время определяются по действующему ГОСТ 24705-2004, принятому Межгосударственным советом по стандартизации, метрологии и сертификации, а также национальными органами по стандартизации Российской Федерации, Азербайджана, Армении, Беларуси, Грузии, Казахстана, Кыргызстана, Молдовы, Таджикистана, Туркменистана, Узбекистана, Украины.
Метрическая резьба, размеры по ГОСТ в таблице (скачать файл .pdf)
Дюймовая резьба
При дюймовой резьбе все параметры выражаются в дюймах, по ГОСТу обозначается «Тр».
Дюймовая резьба основана на британском стандарте резьбы BSW (British Standart Whitworth), запатентованному английским инженером Уитвортом еще в 1841 году, и соответствует стандарту BSPT (British standart pipe thread).
Один дюйм равен 2,54 см, а графическим символом дюйма является двойной штрих справа и сверху от числа (1″ = 1 дюйм). При дюймовой трубной резьбе размер обозначает внутренний диаметр трубы, а не наружный. Вариантов шагов — четыре: 28, 19, 14 и 11 ниток на дюйм.
Дюймовые профили отличаются более острыми гребнями и впадинами с углами в 55° и теоретической высотой Н=0,960491, при этом вершины зубцов скруглены. Совместить метрическую и дюймовую резьбу в одном соединении невозможно, для этого необходим специальный переходник.
Размер трубной дюймовой резьбы определяется по действующему ГОСТ 6357-81 «Основные нормы взаимозаменяемости» .
Таблица размеров трубной резьбы
| Обозначение | Диаметр в дюймах | Внешний диаметр в мм | Внутренний диаметр в мм | Диаметр резьбы в мм | Шагов на дюйм |
| G 1/8″ | 1/8 | 9,73 | 8,85 | 8,80 | 28 |
| G 1/4″ | 1/4 | 13,16 | 11,89 | 11,80 | 19 |
| G 3/8″ | 16,66 | 15,39 | 15,25 | 19 | |
| G 1/2″ | 1/2 | 20,95 | 19,17 | 19,00 | 14 |
| G 5/8″ | 5/8 | 22,91 | 21,13 | 21,00 | 14 |
| G 3/4″ | 3/4 | 26,44 | 24,66 | 24,50 | 14 |
| G 7/8″ | 7/8 | 30,20 | 28,42 | 28,25 | 14 |
| G 1″ | 1 | 33,25 | 30,93 | 30,75 | 11 |
| G 1 1/8″ | 1 1/8 | 37,90 | 35,58 | 35,30 | 11 |
| G 1 1/4″ | 1 1/4 | 41,91 | 35,59 | 39,25 | 11 |
| G 1 3/8″ | 1 3/8 | 44,32 | 42,00 | 41,70 | 11 |
| G 1 1/2″ | 1 1/2 | 47,80 | 45,48 | 45,25 | 11 |
| G 2″ | 2 | 59,61 | 57,29 | 57,00 | 11 |
| G 2 1/4″ | 2 1/4 | 65,71 | 63,39 | 63,10 | 11 |
| G 2 1/2″ | 2 1/2 | 75,18 | 72,86 | 72,60 | 11 |
| G 2 3/4″ | 2 3/4 | 81,53 | 79,21 | 78,90 | 11 |
| G 3″ | 3 | 87,88 | 85,56 | 85,30 | 11 |
| G 3 1/4″ | 3 1/4 | 93,98 | 91,66 | 91,50 | 11 |
| G 3 1/2″ | 3 1/2 | 100,33 | 98,01 | 97,70 | 11 |
| G 3 3/4″ | 3 3/4 | 106,68 | 104,3 | 104,00 | 11 |
| G 4″ | 4 | 113,03 | 110,71 | 110,40 | 11 |
Условно-дюймовая резьба
В США и Канаде распространена, так называемая, условно-дюймовая резьба, или UTS (Unified Thread Standard). Для нее характерны угол при вершине в 60° и теоретическая высота профиля H=0,866025P.
В зависимости от шага UTS, в свою очередь, делится на следующие стандарты:
• UNC (Unified Coarse);
• UNF (Unified Fine);
• UNEF (Unified Extra Fine);
• 8UN;
- • UNS (Unified Special).
- Профиль Эдисона (круглая резьба)
Для соединения труб иногда применяется круглая резьба, или так называемый профиль Эдисона. Профиль этого типа трубной резьбы характеризуется чередованием выпуклых и вогнутых дуг с одинаковым радиусом. Тип круглой резьбы применяется в соединениях, которые подвергаются частому развинчиванию и свинчиванию, так как обеспечивает высокую износоустойчивость.
Цилиндрическая резьба
Трубная цилиндрическая резьба применяется для соединения труб, арматуры трубопроводов и фитингов диаметром от 1/16 до 6 дюймов при числе ниток от 28 до 11 на один дюйм.
Нормативным документом для цилиндрической трубной резьбы является ГОСТ 6367-81, в соответствии с которым в условные обозначения маркировки трубной цилиндрической резьбы должны входить буква G, обозначение размера резьбы и класс точности среднего диаметра. Для левой резьбы принято условное обозначение LH.
Резьбовое соединение обозначается дробью, в числителе которой указывают класс точности внутренней резьбы, а в знаменателе – наружной.
Внутренняя трубная цилиндрическая резьба по ГОСТу 6357-81 совместима с наружной конической резьбой по ГОСТу 6211-81. Соответствует стандарту BSPP.
- Коническая резьба (BSPT — трапецевидная)
- Коническая трубная резьба используется для обеспечения герметичности и стопорения без применения ключа, поэтому при таком типе соединения деталей необходимый эффект достигается за счет деформации резьбы.
Сегодня наиболее распространенным стандартом зарубежной техники является метрический – с маркировкой ISO. Достаточно широко распространены в мире и другие стандарты, что связано исторически сложившимися различиями в системах мер в разных странах.
Кроме того, использование дюймовой или метрической резьбы зависит от области применения.
Так, в жилищном строительстве, как правило, используются трубы, соответствующие международным стандартам цилиндрической дюймовой резьбы в ¼, ½ и 1 дюйм. Метрическая резьба применяется в промышленности.
Конусная трубная резьба отличается исключительной надежностью соединения труб, поэтому используется в трубопроводах, работающих под большим давлением: при газо- и нефтедобыче, на буровых установках.
Американский стандарт условно-дюймовой трубной резьбы UNC 1/4 (1/4″x1.25 mm) принят во всем мире для использования в креплениях фото- и видеотехники.
Размеры трубной резьбы
- Размеры трубной резьбы определяются по специальной таблице после измерения основных параметров:
- шаг (Р) – расстояние между одноименными боковыми сторонами профиля, измеряется в долях метра, в долях дюйма или числом ниток на дюйм (знаменатель простой дроби, где числитель является дюймом, выраженный натуральным числом)
- наружный диаметр (D, d) – диаметр цилиндра, описанного вокруг вершин наружной (d) или впадин внутренней резьбы (D).
- средний диаметр (D2, d2) – диаметр цилиндра, образующая которого пересекает профиль резьбы таким образом, что её отрезки, образованные при пересечении с канавкой, равны половине номинального шага резьбы.
- внутренний диаметр (D1, d1) – диаметр цилиндра, вписанного во впадины наружной (d1) или вершины внутренней резьбы (D1)
- ход (Рh ) – величина относительного перемещения исходной средней точки по винтовой линии резьбы на угол 360°.
Как нарезают резьбу – резьбонарезное оборудование и инструмент
Выбор резьбонарезного оборудования зависит от типа и масштабов производства, материала и размеров труб, требований к точности резьбы и других факторов.
Резьбу можно получить методом накатки или нарезки.
Резьбу методом накатки получают с помощью специальных резьбонарезных роликов. Для этого заготовку устанавливают между роликами с необходимым контуром резьбы и накатывают витки резьбы на резьбонакатных автоматах и полуавтоматах, а иногда на токарных и револьверных станках.
Благодаря плавному распределению волн напряжения между витками за счет деформации металла, такая резьбы отличается высокими механическими характеристиками и высокой производительностью.
Однако точность используемых роликов должна быть на очень высоком уровне, а материал изготовления обладать повышенными механическими свойствами – чаще всего используется высоколегированные штампованные стали.
Нарезанные резьбы более просты в изготовлении, однако по механическим свойствам и пределу выносливости уступают накатанным. Это связано с наличием более острых кромок профиля и более высокого значения коэффициента напряжения.
По способу нарезки резьбы подразделяется на ручную и с помощью специального станка.
При ручной нарезке используются специальные приспособления: метчик (для внутренней трубной резьбы) и плашки (для наружной трубной резьбы), или специальный резьбонарезной ручной инструмент – клупп, осуществляющий нарезку с помощью подвижных регулируемых гребенчатых резцов. Ручную нарезку рекомендуется производить при диаметрах труб до 1 дюйма, так как большие диаметры требуют значительно больших физических усилий.
Для больших нагрузок и объемов работ сегодня существует огромный выбор надежного резьбонарезного инструмента: от переносных электрорезьбонарезных инструментов до специальных станков, способных справиться с нарезкой резьбы любого типа на трубах всевозможных диаметров из любых материалов.
В нашей компании ITC (АйТиСи) представлен широкий ассортимент резьбонарезного инструмента Ridgid и Rex. Мы являемся официальным дилеров в России этих торговых марок, поэтому можем предложить не только лучшие цены, но и гарантийное и постгарантийное обслуживание.
Ассортимент представленного резьбонарезного инструмента можно посмотреть в нашем каталоге:
Каталог >>> Резьбонарезной инструмент >>> Резьбонарезные станки
Резьбонарезные головки
Ручные и электрические клуппы
Гребенки и ролики
Сомневаетесь в выборе подходящего резьбонарезного инструмента? Не знаете, как выбрать подходящее оборудование для нарезки?
Свяжитесь с нашими менеджерами для профессиональной консультации! Позвоните по телефону +7 495 232-90-35, напишите письмо по электронной почте [email protected] или оставьте заявку на сайте.