Время чтения: 23 минут
1565
22.12.2020
Сварочный процесс и чертеж — понятия неотделимые, особенно в профессиональной среде. Чтобы быть успешным сварщиком и профессионалом, важно уметь разбираться в соответствующих чертежах, требованиях ГОСТа и условных обозначениях.
Разберемся, как правильно читать чертежи сварки и в чем их особенность.
Варианты сварки и техпараметры соединений сварки на чертежах имеют вид специальных условных обозначений (УО), поясняющих эти варианты и характеристики. С наскоку такие УО сварки на чертежах понять практически нереально. Единственное, что помогает с ними бороться — ГОСТы.
Нужно скачать и изучить 3 стандарта:
- ГОСТ 2.312-72.
- ГОСТ 5264-80.
- ГОСТ 14771-76.
Для этого возьмем конкретный пример — как он выглядит в настоящем чертеже.
Неподготовленный глаз видит здесь непонятный набор букв, цифр и прочих загадочных знаков. Подготовленный — четкий и понятный алгоритм, который упрощает работу с чертежом.
Остановимся на каждом элементе отдельно:
- о — кружок в нашем случае обозначает, что шаг по замкнутой линии является круговым. А вообще здесь указывают, замкнутая это линия или монтажное соед-е. В последнем варианте — это флажок.
Односторонней стрелкой обозначают линию шва. Она же является и полкой, с размещенными на ней УО — как и в нашем варианте. Если шов находится с изнаночной стороны, то все обозначения пишут под полкой.
- ГОСТ 14771-76 — здесь указывают, каким стандартом руководствовались при использовании условных обозначений;
- Т3 — у нас тавровое соединение (обозначается буквой Т). На этом месте пишут тип соед-я и элементы его конструкции (буквенно-цифровая комбинация). В примере выше — тавровый двусторонний угловой шов без скоса кромок.
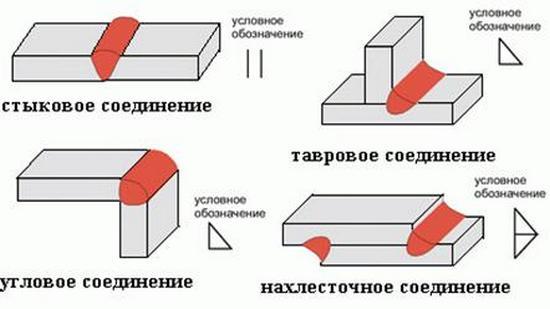
Соединения или швы еще бывают:
- стыковыми С — соединяются смежные торцы
- нахлесточными (Н) — поверхности сварки смещаются и одна перекрывает немного другую
- угловыми (У) — торцы заготовок свариваются под конкретным углом
- особыми (О) — способы, не предусмотренные ГОСТами.
- УП — способ сварки. У нас — дуговая сварка в углекислом газе.
К вариантам сварки также относят:
- автоматическую под флюсом (А) — подушки и подкладки отсутствуют
- предыдущий вариант с подушкой (Аф)
- в инертном газе вольфрамовым электродом без присадки (ИН)
- предыдущий вариант с присадкой (ИНп)
- в инертном газе с электродом, который плавится (ИП)
- предыдущий вариант только в углекислом газе (УП).
- ◺6 — описание типа и размеров элементов конструкции. В нашем примере сказано, что размер катета стыка равен 6 мм. Варианты соединения еще бывают и такими: одно- и двусторонними (SS и BS соответственно), видимыми и невидимыми (сплошная и пунктирная линии соответственно). Иногда используются нестандартные швы — в стандарте вы не найдете информации об их конструктивных размерах.
- 50 — цифра определяет длину непрерывного участка;
- Z — место отводится под характеристику соединения. У нас оно в шахматном виде;
- 100 — цифра описывает соед-е или его компоненты. В нашем случае — шаг со значением 100 мм.
Последний значок в виде подчеркнутого кружочка означает, что поверхности стыка нужно выровнять.
В конце списка условных обозначений могут идти такие знаки:
Обозначить сварные швы на чертеже можно двумя типами линий: сплошная и штриховая (пунктирная). Первая применяется, если стыки наружные и видимые, вторая — если соединения не видны.
Обязательный элемент — выносная стрелка: она указывает, где расположен шов. От того, видимый стык или нет, зависит размещение условного обозначения. Для видимых швов — над стрелкой, для невидимых — под стрелкой.
Шов может быть многопроходным. Это происходит, когда стык осуществляется несколькими проходами, которые накладываются один на другой.
Что касается стыков соединения, то они бывают:
- односторонними (SS) — когда детали сваривают с одной стороны поверхности;
- двусторонними (BS) — когда средство нагрева по очереди перемещается от нижней поверхности к верхней. Корень стыкового шва в таком случае находится внутри сечения.
Важно выполнить разделку кромок. Это даст необходимую глубину при сваривании при помощи метода плавления. Технология сварки и толщина материала определяют все параметры кромок.
Посмотрите, какими могут быть разделы кромок.
Сварочные соединения бывают:
- точечными;
- сплошными;
- прерывистыми.
Конкретный вариант зависит от характера выполнения.
Прерывистый сварной шов может обозначаться:
- сплошной линией, если стыки видимые;
- штриховой линией, если стыки невидимые.
- Точечная сварка обозначается на чертеже знаком +, состоящим из сплошных линий и не важен выбранный вариант сварки.
- Все варианты обозначения вы можете увидеть в таблицах ниже.
- Стыковые соединения
| Характер стыков | Без скосов | Скос на одной кромке | Скос на двух кромках | Два симметричных скоса на обеих кромках |
| Односторонний | ||||
| Двусторонний | ||||
| Односторонние соединения с применением прокладки |
Сварные швы углового типа
| Характер шва | Скос отсутствует |
| Односторонний | |
| Двухсторонний | |
| Выполненный впритык односторонний | |
| Выполненный впритык двусторонний |
Сварные швы таврового типа
| Характер соединения | Без скоса |
| Двусторонний обычный | |
| Двусторонний в шахматном порядке |
Стыки внахлест
| Стыковое соединение | Без скоса |
| Двусторонний стык | |
| Прерывистый сплошной шов |
Какими будут механические и физические характеристики соединительного стыка — зависит от его формы. Если стыки имеют выпуклости, то они обрабатываются фрезой или абразивными кругами.
В таблице я показываю, какими бывают выпуклые стыки и каким образом обозначается сварное соединение на чертеже.
| Типы соединений | Стык | Как изображается | Характеристики |
| Нормальные | _________ | Экономичны в процессе создания, устойчивы при постоянных нагрузках. | |
| Вогнутые | Лучше всего применять при динамичных нагрузках, легко выполняются. | ||
| Выпуклые | Подразумевают использование расходников, неэкономичны. |
Выбор конкретного способа снятия кромки зависит от толщины металла, используемого при сваривании.
Вот 4 способа:
- перпендикулярно, угол — 90 градусов. Толщина металла менее 8 мм (двусторонняя сварка), менее 3 мм (односторонняя сварка), от 4 до 8 мм (листы из стали);
- V-образно. Односторонний скос, толщина листов — 4-26 мм;
- X-образно. Двусторонний скос, толщина листов — 12-40 мм;
- острый угол. Уменьшается с 60 до 45 градусов, когда толщина листа достигает 20 мм и больше.
Важно обеспечить расстояние между кромками в 4 мм. Тогда швы качественными и высокопрочными.
В качестве бонуса — пример выполнения двустороннего углового шва без скоса кромок с помощью автоматической дуговой сварки по замкнутой линии под флюсом.
Не нашли ответы на волнующие вопросы? Вам помогут опытные эксперты Studently.
Обозначение сварки на чертежах по ГОСТ: примеры и расшифровка таблицы
Если вы скажете, что ГОСТ – ваше любимое слово, вам вряд ли кто-нибудь поверит. Но если вы занимаетесь сваркой и претендуете на статус профессионала высокого класса, вам придется это слово если не полюбить, то относиться со всем уважением.
Его нужно не просто уважать, а хорошо разбираться в положенных государственных стандартах, касающихся типологии сварочных способов. Почему? Потому что, если вы работаете с чем-то серьезнее, чем старый тазик на даче, вы обязательно столкнетесь с рабочими чертежами, где будут в огромных количествах значки, буквы и аббревиатуры.
Все верно, без технических спецификаций и стандартных обозначений – никуда. Современные сварочные технологии – это широкий набор самых разных методов со своими требованиями и техническими нюансами. Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.
Обозначения сварки на чертежах по ГОСТу на первый взгляд выглядят устрашающе. Но если разобраться и запастись оригинальными версиями трех главных ГОСТов по видам и обозначениям сварочных технологий, обозначения станут понятными и информативными, а ваша работа точной и профессиональной.
Виды сварочных швов
Виды сварных соединений.
Сначала ЕСКД – это Единая Система Конструкторской Документации, если проще – комплекс всевозможных стандартов, согласно которым должны выполняться все современные технические чертежи, в том числе документация по сварочным работам.
В составе этой системы есть несколько стандартов, которые нас интересуют:
- ГОСТ 2.312-72 под названием «Условные изображения и обозначения швов сварных соединений».
- ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные», в котором исчерпывающе описаны все возможные виды и обозначения сварных швов.
- ГОСТ 14771-76 “Швы сварных соединений, сварка в защитных газах”.
Чтобы разобраться с условными обозначениями сварочных способов в инженерных чертежах, нужно разобраться и с их видами. Предлагаем взглянуть на пример обозначения сварного шва на чертеже:
Выглядит громоздко и устрашающе. Но мы не будем нервничать и не спеша во всем разберемся. В это длинной аббревиатуре есть четкая логика, начнем двигаться по этапам. Разобьем этого монстра на девять составных частей:
Теперь эти же составные элементы по квадратам:
- Квадрат 1 – вспомогательные знаки для обозначения: замкнутая линия или монтажное соединение.
- Квадрат 2 – стандарт, по которому приведены условные обозначения.
- Квадрат 3 – обозначение буквой и цифрой типа соединения с его конструктивными элементами.
- Квадрат 4 – способ сварки согласно стандарту.
- Квадрат 5 – тип и размеры конструктивных элементов по стандарту.
- Квадрат 6 – характеристика в виде длины непрерывного участка.
- Квадрат 7 – характеристика соединения, вспомогательный знак.
- Квадрат 8 – вспомогательный знак для описания соединения или его элементов.
А теперь разберём в деталях каждый элемент нашей длинной аббревиатуры.
В квадрате №1 находится кружок – одна из дополнительных характеристик, символ кругового соединения. Альтернативным символом является флажок, обозначающий монтажный вариант вместо кругового.
Специальная односторонняя стрелка показывает шовную линию. С этой стрелкой связана еще одна специфическая особенность сварочных чертежей. У этой стрелки с односторонним оперением есть симпатичная особенность под названием «полка». Полка играет роль настоящей полки – все условные обозначения могут располагаться на полке, если указано видимое соединение.
Или под полкой, если это шов невидимый и расположен с обратной стороны, т.е. с изнанки.
Что считать лицевой стороной, а что изнанкой? Лицевая сторона одностороннего соединения – всегда та, с которой производится работа, это просто.
А вот в двустороннем варианте с несимметричными кромками лицевой стороной будет та, где идет сварка основного соединения. А если кромки симметричные лицевой и изнанкой могут любые стороны.
А вот самые популярные вспомогательные знаки, используемые в чертежах со сваркой:
Разбираем квадраты №2 и 3, виды швов по ГОСТам
Вариантами соединений вплотную занимаются два стандарта: уже знакомый нам ГОСТ 14771-76 и знаменитый ГОСТ 5264-80 о ручной дуговой сварке.
[box type=”fact”]Чем знаменит второй стандарт: он был написан много лет назад – в 1981 году, и это было сделано так грамотно, что этот документ отлично работает до сих пор.[/box] Пример чертежа сварных швов по ГОСТ.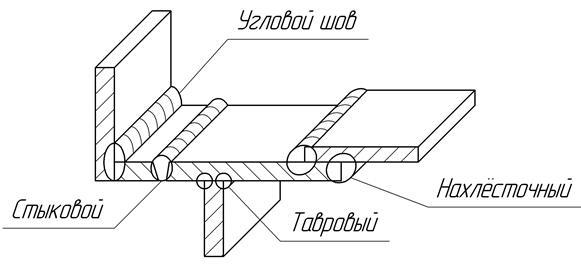 Пример чертежа сварных швов по ГОСТ.
Пример чертежа сварных швов по ГОСТ.
Виды сварочных соединений следующие:
С – стыковой шов. Свариваемые металлические поверхности соединяются смежными торцами, находятся на одной поверхности или в одной плоскости. Это один из самых распространенных вариантов, так как механические параметры стыковых конструкций очень высокие. Вместе с тем этот способ достаточно сложный с технической точки зрения, он по силам опытным мастерам.
Т – тавровый шов. Поверхность одной металлической заготовки соединяется с торцом другой заготовки. Это самая жесткая конструкция из всех возможных, но за счет этого тавровый способ не любит и не предназначен для нагрузок с изгибаниями.
Н – нахлесточный шов. Свариваемые поверхности параллельно смещены и немного перекрывают друг друга. Способ довольно прочный. Но нагрузки переносит меньше, чем стыковые варианты.
У – угловой шов. Плавление идет по торцам заготовок, поверхности деталей держат под углом друг к другу.
О – особые типы. Если способа нет в ГОСТе, в чертеже обозначается особый тип сварки.
Оба стандарта в рамках ЕКСД хорошо перекликаются друг с другом и справедливо делят ответственность по видам:
Варианты изображения сварных швов на чертежах.
Соединения ручного дугового способа по ГОСТу 5264-80:
- С1 – С40 стыковые
- Т1 – Т9 тавровые
- Н1 – Н2 нахлесточные
- У1 – У10 угловые
Соединения сварки в защитных газах по ГОСТу 14771-76:
- С1 – С27 стыковые
- Т1 – Т10 тавровые
- Н1 – Н4 нахлесточные
- У1 – У10 угловые
В нашей аббревиатуре во втором квадрате указан ГОСТ 14771-76, а в третьем Т3 – тавровый способ без скоса кромок двусторонний, который как раз указан в этом стандарте.
Квадрат №4, способы сварки
Как обозначаются различные виды швов.
Также в стандартах присутствуют обозначения способов сварки, вот примеры самых распространенных из них:
- A – автоматическая под флюсом без подушек и подкладок;
- Aф – автоматическая под флюсом на подушке;
- ИH – в инертном газе вольфрамовым электродом без присадки;
- ИHп – способ в инертном газе с вольфрамовым электродом, но уже с присадкой;
- ИП – способ в инертном газе с плавящимся электродом;
- УП – то же самое, но в углекислом газе.
У нас в квадрате №4 указано обозначение сварки УП – это способ в углекислом газе с плавящимся электродом.
Квадрат №5, размеры шва
Это обязательные размеры шва. Удобнее всего обозначить длину катета, так как речь идет о тавровом варианте с перпендикулярным объединением под прямым углом. Катет определяют в зависимости от предела текучести.
Надо заметить, что, если на чертеже указано соединение стандартных размеров, длина катета не указывается. В нашем чертежном обозначении катет равен 6-ти мм.
Классификация сварных швов.
Дополнительно соединения бывают:
- SS односторонними, для которых дуга или электрод передвигаются с одной стороны.
- BS двусторонними, источник плавления передвигается с обеих сторон.
В дело вступает третий участник нашей чертежно-сварочной тусовки – ГОСТ 2.312-72, как раз посвященный изображениям и обозначениям.
Согласно этому стандарту швы подразделяются на:
- Видимые, которые изображаются сплошной линией.
- Невидимые, обозначаемые на чертежах пунктирной линией.
Теперь вернемся к нашему первоначальному шву. Нам по силам перевести это условное обозначение сварки в простой и понятный для человеческого уха текст:
Двусторонний тавровый шов методом ручной дуговой сварки в защитном углекислом газе с кромками без скосов, прерывистый с шахматным расположением, катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм, выпуклости шва снять после сварки.
Вам также может понравиться
Как обозначается на чертежах сварные швы — условное обозначение сварки
Мало кто захочет изучить абсолютно все общепринятые аббревиатуры и сокращения, связанные со сварочными работами, а также запомнить наизусть все обозначения на чертежах сварки.
В том числе и все ГОСТы на свете так же невозможно знать. Все это и не нужно только если вы не сварщик, желающий стать квалифицированным профессионалом, вот в этом случае знать все эти моменты не просто желательно, а необходимо.
Крайне важно знать все тонкости стандартов если вы собираетесь заниматься сваркой не только на своем дачном участке, но и на предприятии где вам 100% придется столкнуться со специфической топологией и рабочими чертежами со всеми специфическими обозначениями на них.
Без знаний специфики, терминов и обозначений сварных работ вам невозможно будет работать. Технологический процесс сварки включает в себя огромное количество методов.
Каждый из них в свою очередь соответствует узкоспециализированным требованиям и техническим запросам.
Все эти моменты обобщены и отображены в ГОСТах и именно о них и всех моментах касающихся сварочных работ вы можете прочитать на страницах нашего интернет портала mrmetall.ru
Для неопытного специалиста технологические чертежи со всеми специфичными обозначениями так же, как и сварочные швы обозначение на чертежах сразу могут быть пугающими.
Но как только начинающий сварщик изучит самые основные ГОСТы по профессии, то все условные обозначения в документах станут понятной и ценной информацией.
Очень важно для сварщика уметь «прочесть чертеж» и понять поставленные задачи.
ЕСКД
Есть целая система, в которую входят самые основные стандарты. Она называется кратко «ЕСДК».
В нее входят:
- ГОСТ 14771-76 Сварка в инертной среде. Полный свод информации о том какие получаются швы и соединения при таком варианте работ;
- ГОСТ 2.312-72 именно здесь собран весь перечень условных обозначений и отображение всех видов сварочных швов в чертежных документах
- ГОСТ 5264-80 собрана вся информация по швам и соединениям, которые выполнены дуговой ручной сваркой (РДС).
Кроме того, используется и ГОСТ 16037 который применяется в том случае если производится сварка стальных трубопроводов с арматурой и другими видами труб.
Благодаря тому, что есть чертежи, есть возможность проверить готовые изделия (конструкции) на целостность и прочность стыков (и это не только при изготовлении металлоконструкций нужны ОСШ обозначение сварных швов).
Те сотрудники, которые осуществляют контроль сверяют замеры каждого из соединений с данными чертежей, что позволяет судить как о надежности конструкции, компетентности сварщика, который произвел работу и о качестве сварки.
Обозначение швов сварных
Условное обозначение на чертеже сварного шва бывает:
- Т-тавровый сварной шов. Из всех возможных вариантов соединений этот считается самым жестким и не применяется если в конструкции предусматривается хоть какая-нибудь эластичность, так как этот вид шва — это стыковка двух элементов под углом девяносто градусов.
- С-означает стыковой шов. Если те элементы конструкции, которые необходимо соединить находятся на одной плоскости то зачастую применяют именно этот метод сварки (стык в стык). Он считается наиболее сложным, поэтому как правило, его могут сделать только сварщики профессионалы.
- У-это значит в чертежах угловой шов. У расположенных под углом девяносто градусов двух заготовок оплавляют торцевые части, благодаря чему получается довольно крепкое соединение.
- Н-обозначает нахлесточный шов. Он определенно уступает тавровому так как является менее жестким. Как правило именно его применяют если заготовки для сварки находятся в разных плоскостях, и они параллельны друг другу.
Как выглядят швы представленных видов наглядно, можно посмотреть на данном рисунке:
Все остальные варианты сварочных швов показаны как «О»-то есть особый тип. Они не входят в основные стандарты, но также применяются в работе.
Квалифицированному сварщику просто необходимо знать все обозначения сварочных швов и их аббревиатуры.
Обозначения берутся из ГОСТа в основном 5264 либо 16037, либо ГОСТ 14771-76
Они все перекликаются между собой.
Например, условное обозначение для РДС по ГОСТу 5264 сварного шва это:
Для проведения работ в инертной среде по ГОСТу 14771 это будет:
По аналогии так же и с ГОСТ 16037
Обозначения способа сварки
Максимально часто используемые это:
Изображение сварочных швов
Необходимо знать, как на чертеже конструкторами и технологами обозначается сварное соединение. Если не учитывать способ сварки, на чертеже используют два варианта линий, обозначающих швы.
Обозначение сварных соединений на чертежах
- сплошными линиями указывает на то, что сварка проводится для наружных, видимых стыков (проще говоря шов будет видимый)
- пунктирными (штриховыми) линиями говорит о том, что сварные работы требуются для невидимых соединений
Обозначение швов по характеру выполнения
По типу они делятся на:
- Угловые
- Тавровые
- Нахлесточные (внахлестку )
- Стыковые швы
Немного более подробнее все эти виды можно изучить, посмотрев таблицу:
По расположению
- Односторонние (SS) если предстоит сваривание деталей только с одной стороны
- Двусторонние (BS) для того, чтобы сделать именно такой тип соединения, необходимо перемещать сварочный аппарат поочередно с верхней части рабочей поверхности к внутренней. При этом внутри сечения будет находиться корень стыкового шва.
По способу выполнения (протяженности сварки)
- точечными;
- сплошными;
- прерывистыми (предусматривается определенный и постоянный интервал между касанием сварки
Обозначение прерывистого (не сплошного) сварного шва на чертеже — это сплошная линия (если это видимые стыки) а если они не видимы, то линия будет штриховая.
Данный вид шва в свою очередь делится на три подвида: точечный, цепной и шахматный
По форме разделки кромок
- Без разделкиДля того чтобы сварка методом плавления производилась на оптимальной глубине и максимально качественно, для этого необходимо разделить кромки. Это возможно сделать несколькими способами:
- Односторонняя разделка
- 2х сторонняя разделка
Условные обозначения на чертеже
Как на чертежах обозначается сварка, так и в обязательном порядке должны быть показаны и дополнительные вспомогательные отметки (знаки).
С их помощью профессионалы, составляющие схемы сварки могут:
- Указать с помощью знаков, что необходимо осуществить плавный переход к основной поверхности. Реализовать это можно исправив неровности с помощью ручной или механической обработки;
- Выделить тот момент, что при сваривании элементов линия обязательно должна остаться не замкнутой
- Показать, что необходимо выполнить шов таким образом, чтобы он был цепным;
- Акцентировать внимание на том что контур стыковочного шва должен быть замкнут
- Показать, что соединительный стык нужно делать в шахматном порядке
Важно знать, что все дополнительные знаки регламентированы в ГОСТе и именно они уточняют что дополнительно необходимо будет сделать на стыке сварки.
Расположение символов на чертежах (структура обозначения)
Основные и дополнительные знаки на полноценном условном изображении являются всего лишь частью обозначений. Существуют и много других элементов. Пример показан на рисунке:
Обозначение одинаковых швов
Швы считаются одинаковыми, если одинаковы их типы и размеры конструктивных элементов в поперечном сечении; к ним предъявляют одни и те же требования.
Если же вы новичок в вопросе сварочных работ, то на нашем сайте mrmetall.ru сможете узнать подробнейшую информацию о том, например, что такое сварка и как правильно ее сделать в обычных, домашних условиях, не прибегая к помощи профессиональных сварщиков (как правило услуги, которых довольно дорогостоящие).
Ведь как известно хочешь сделать хорошо-сделай сам. Вы узнаете что такое Сварка tig и ее особенности.
Частые вопросы
Довольно часто у наших читателей возникал вопрос который они озвучивали нам и поэтому мы подготовили специально ответ в одноименной статье на которую вы можете попасть нажав на данное название Как сваривать полуавтоматом нержавейку.
В статье подробно рассказано, как лучше всего это произвести именно этот вариант сварки, есть подсказки какой материал брать и какой не ржавеет со временем, какие расходные материалы лучше всего употребить в работе, подробно описано какие необходимо выбрать газ и проволоку, и какие подготовительные работы следует провести. Что немаловажно очень подробно описаны настройки полуавтоматического сварочного аппарата плюс весь процесс сварки, есть подсказки по скорости варки и много других моментов.
Мы (лучше большинства наших конкурентов) разбираемся во всем, что связано со сваркой поэтому кроме описания всех работ вы узнаете, как о плюсах, так и о минусах каждого вида работ со сваркой и уже на основании этой информации вы заранее сможете определить, что выберете для работы и как именно ее произведете.
Это сэкономит вам и время, и деньги (так как вы не будете расходовать лишние средства на покупку ненужных или не качественных материалов, которые вам не пригодятся при сварочных работах). Мы ценим ваше время и хотим помочь, поэтому в каждой статье на сайте все подробно рассказываем с приведением в примерах таблиц, описаний и размеров.
Если вы только начали изучать работу со сваркой, то однозначно возникнет множество вопросов, и самый главный это какие электроды выбрать? На нашем сайте есть полная Расшифровка обозначений электродов для сварки металлов. Это поможет вам в начале «пути». И уже когда вы полностью разберетесь со всеми их видами которые нужны в работе, то проще уже будет разобраться — Как правильно варить электродами.
Работа своими руками
Кроме того, если у вас появилось желание сделать своими руками металлоконструкцию, то мы поможем вам в этом.
Тогда вам будет полезна информация в статье Свариваем ворота своими руками где поэтапно все показано, приведены чертежи, предоставлены все виды сварных конструкций для данного вида изделий ( ворот ). И что немаловажно после описаний четкой последовательности работ вы сможете посмотреть сделанную для вас подборку тематических видео, которые помогут вам определиться с выбором.
Какая бы задача у вас не стояла, будь то : Сварка профильной трубы 1.5 мм инвертором для начинающих.
или например решили разобраться что такое Сварной забор из металла. Как сделать своими руками.
у нас есть подробные пошаговые описания на любые задачи и видео инструкции к ним, как например: Видео — Как выполняется сварка забора своими руками.
Невозможно знать все тонкости работы со сваркой, но многие моменты мы постарались вам подсказать. Вы узнаете множество секретов при работе с различными видами: электродов, металлов, оборудования. Кроме того, по всем видам сварки есть полные описания и примеры в видео:
- Ручная дуговая сварка
- Сварка аргоном
- Сварка полуавтоматом
Сайт мистер металл предоставляет море полезной и практичной информации. Особенно если вы новичок и только начинаете изучать сварочные работы. Вы найдете ответы на большинство своих вопросов и что немаловажно в видео изучите как на практике это можно сделать. После этого вам уже будет более понятной последовательность всех шагов от начала работ и до их завершения.
Обозначение сварных швов на чертежах по ГОСТу
25.01.2020
Общепринятые сокращения и аббревиатуры не относятся к числу популярных терминов. Это можно сказать и о ГОСТе – не самое любимое слово. Разве что среди читателей есть сварщик, который претендует получить статус профессионала. В таком случае даже при всей своей нелюбви к официозу он должен, как минимум, относиться к аббревиатуре ГОСТ уважительно.
Честно говоря, этого недостаточно. Нужно не просто уважать, но и хорошо разбираться в тонкостях государственных стандартов, которые имеют отношение к сварочной индустрии.
С чем связано такое утверждение? С тем, что если приходиться сваривать металлы вне пределов своей дачи, а, скажем, на производстве, то почти гарантированно придется иметь дело с рабочими чертежами.
И без знания специфической топологии прочитать их будет невозможно.
Без знания спецификации и условных обозначений понять эти документы будут не проще, чем письмена племен Майя. Ведь современные сварочные технологии включают множество различных методов, которые отличаются техническими нюансами и требованиями. Все они нашли свое отображение в государственном стандарте.
Обозначения на технологических чертежах на первый взгляд могут показаться устрашающими. Однако, если внимательно изучить три главные ГОСТы по сварочным технологиям, то все обозначения превратятся в понятный и важные источник информации. Правильное чтение и понимание чертежа значительно упрощают выполнение поставленной задачи.
Виды сварочных швов
Прежде всего нужно дать определение еще одной важной аббревиатуре – ЕСДК. Это – Единая Система Конструкторской Документации, в которую входит полный комплекс самых разных стандартов. Они регламентируют порядок выполнения технических чертежей, включая и документацию по сварочным работам.
В систему входят и интересующие нас стандарты:
- ГОСТ 2.312-72. Прописаны условные варианты отображения и обозначение сварочных швов на чертежах.
- ГОСТ 5264-80. Изложена исчерпывающая информация обо всех видах сварных соединений и швов, выполненных дуговой ручной сваркой.
- ГОСТ 14771-76. Детальная информация о сварке в инертной среде; типах швов и соединений, получаемых в таких условиях.
Прежде чем детально изучить примеры обозначения на чертежах, нужно проработать информацию об их видах. Лучше всего это сделать на практике. Пусть на чертеж будет выведено следующее изображение:
Нагромождение цифр и непонятных символов никак не добавляет оптимизма. Но на самом деле не все так печально. На самом деле в столь длинной строке зашита логическая цепочка, в которой совсем несложно разобраться. Сначала нужно выражение разбить на составляющие блоки:
Настало время рассмотреть все составные элементы, разбитые по квадратам:
- вспомогательный символ, который информирует специалиста о виде стыка: замкнутая линия или монтажное соединение;
- номер стандарта, соответственно которому здесь приводятся условные обозначения;
- буквенное или номерное обозначение типа соединения со всеми конструктивными элементами;
- метод выполнения сварочных работ соответственно стандарту;
- тип конструктивного элемента и его размеры;
- длина непрерывного участка;
- символ, характеризующий тип соединения;
- описание соединения при помощи вспомогательных знаков.
Далее рассмотрим каждый из элементов условного обозначения отдельно. в первом квадрате изображен овал, который символизирует круговое соединение.
Его альтернативой является флажок, который информирует о монтажном типе соединения стыка. Односторонняя стрелка информирует о шовной линии.
С ней связана специфическая особенность, которая выражается в наличии полки. Нередко на графических чертежах встречается такой знак:
Визуально он похож на символ корня квадратного из области математики. Видимая на рисунке полка является полем для размещения разных условных обозначений о характеристиках шовной линии.
Если информация расположена под так называемой «полкой», то это говорит о том, что сварной шов расположен с обратной стороны и является невидимым с лицевой части.
Как определить, какая из сторон считается лицевой, а какая – изнаночной? При одностороннем соединении сделать это несложно. Лицевой будет считаться та сторона, с которой нужно работать.
А вот при двухстороннем соединении с неодинаковыми кромками лицевой считается та сторона, на которой размещено основное сварочное соединение. При одинаковых кромках лицевой или изнаночной может быть любая из сторон.
Ниже представлена таблица с наиболее часто используемыми в чертежах символами и их значениями:
Виды сварных соединений
Виды швов по ГОСТам (квадраты 2 и 3 примера)
Возможные способы соединения двух элементов вплотную рассматриваются в ГОСТах 14771-76 и 5264-80. Есть такие виды сварочных соединений:
- С – стыковой шов. Два соединяемые элемента находятся в одной плоскости и на одном и том же уровне. Они состыкуются между собой смежными торцами. Это один из наиболее востребованных вариантов соединения. Его особенность заключается в том, что механические характеристики сварного шва очень высоки, а внешний вид готовой конструкции эстетичен. Наряду с положительными сторонами есть и отрицательные. Такой вид соединения остается сложным в техническом плане. Качественно он может быть исполнен только опытными специалистами.
- Т – тавровый шов. Подразумевается соединение двух элементов, расположенных один относительно другого под углом 90 градусов, а место соединения имеет Т-образную конфигурацию. Это наиболее жесткий вариант соединения из всех рассматриваемых. Поэтому его не применяют в случаях, когда для готовой конструкции важна некоторая эластичность.
- Н – нахлесточный шов. Две заготовки располагаются параллельно, но не в одной плоскости. Они соприкасаются с некоторым перекрыванием плоскости. Достаточно прочный и надежный способ соединения, но по жесткости уступает тавровому варианту.
- У – угловой шов. Две заготовки торцами располагаются под углом 90 градусов. Плавятся торцы, в результате чего образуется достаточно прочное и жесткое соединение.
- О – особые типы. Так обозначаются все другие варианты сваривания заготовок, которые не описаны в стандарте.
Оба упомянутые в начале раздела ГОСТа имеют общие черты и перекликаются между собой. Для ручного дугового соединения по ГОСТу 5264-80:
- С1 – С40 стыковые;
- У1 – У10 угловые;
- Н1 – Н2 нахлесточные;
- Т1 – Т9 тавровые.
Выполнение сварочных работ в инертной среде по ГОСТу 14771-76:
- У1 – У10 угловые;
- С1 – С27 стыковые;
- Н1 – Н4 нахлесточные;
- Т1 – Т10 тавровые.
В приведенном примере есть рассмотренные только что цифры. Во втором квадрате размещена информация по использованному стандарту – 14771-76. В третьем квадрате изложен способ соединения – тавровый двусторонний без скоса кромок.
Способы сварки (квадрат 4)
В требованиях по стандартизации описаны и способы сварки. Самыми распространенными из них являются:
- А – автоматическая. Проводится с использования флюса, но без прокладок и подушек;
- Аф – тоже автоматическая. Но в этом случае на подушке;
- ИН – выполняется в инертной среде с применением вольфрамового электрода без присадок;
- ИНп – такой же самый способ, как и предыдущий с той лишь разницей, что присадки применяются;
- ИП – соединение металлом проводится в инертной среде с использованием плавящегося электрода;
- УП – все то же самое, что и ИП, только вместо инертной среды применяется углекислая.
В данном случае в четвертом квадрате стоят символы УП. Это значит, что сваривание выполнялось в углекислой среде плавящимися электродами.
Размеры шва (пятый квадрат)
В приведенном примере было удобнее всего обозначить длину катета, поскольку рассматривается тавровое соединение с размещением заготовок под углом в 90 градусов.
Определяется катет в зависимости от значения текучести. Необходимо обратить внимание на то, что если чертежом указывается соединение стандартных размеров, то указывать катет не нужно.
В приведенном примере катет будет равен 6 мм.
Виды дополнительных соединений:
- SS – односторонне. Дуга или электрод в таком случае передвигается с одной стороны;
- BS – двухстороннее. В таком случае источник плавления передвигается с обеих сторон.
Согласно ГОСТу 2.312-72 швы делятся на видимые (на чертеже отображаются сплошной линией) и невидимые (пунктир).
Самое время вернутся к рассматриваемому примеру и подать информация простым понятным языком. Речь идет о тавровом двустороннем шве, который выполнен методом ручной дуговой сварки в углекислой среде (газ).
Кромки стыков не имеют скосов. Шов прерывистый, нанесен шахматным способом. Размер катета шва составляет 6мм, длина проваренного участка – 50 мм. Шаг составляет 100 мм.
Поверхность стыка необходимо выровнять по завершению сварочных работ.