Профильная труба является одним из видов строительного металлопроката, применяется при возведении легких металлических конструкций:
- каркасы теплиц;
- опоры для заборов бытового назначения;
- канализационные и водопроводные системы и т.д.
Широкое распространение профильных труб обусловлено рядом факторов:
- доступная стоимость;
- обширный выбор размеров;
- идеально равномерная толщина и гладкая поверхность стен проката:снаружи и внутри;
- малая подверженность различного рода деформациям;
- небольшая масса готовых изделий;
- надежность и долговечность.
Наиболее популярным видом термической обработки данной разновидностью металлопроката является сварка. О том, как правильно варить профильные трубы мы рассмотрим далее.
Как варить профильные трубы
- сваривание осуществляется током от 10 до 60 А;
- диаметр электродов составляет от 0,5 до 2 мм.
- соединение выполняется в один проход;
- качество шва зависит от скорости сваривания; исполнителю нужно успеть произвести сварку прежде, чем рабочие кромки начнут остывать (хотя некоторыми марками, например, рутиловыми можно варить с отрывом).
Также существуют общие сведения (для изделий со стенками любой толщины), которые помогут исполнителю понять, как сваривать профильные трубы:
- при воздействии высоких температур трубы профильного сечения в большей мере подвержены деформации, чем круглые;
- расплавление металла может привести к заполнению и перекрыванию внутреннего пространства. Поэтому в тех случаях, когда пустотелость важна, следует следить за отсутствием капель металла внутри изделия;
- торцевое соединение способствует появлению высокого напряжения на углах, которые возникает из-за неравномерного нагрева и неправильного формирования валиков.
Способы и методы сварки профильной трубы
Существует несколько способов, применяемых для работы с данной разновидностью металлопроката. Поговорим о том, как сварить профильную трубу, в зависимости от используемого метода сваривания.
Ручная дуговая сварка является одним из самых распространенных способов. Популярность обусловлена следующими причинами: простота, качественный шов, возможность проводить работы в труднодоступных местах, доступность оборудования и материалов.
Исполнителю понадобится:
- сварочный аппарат (трансформатор или инвертор);
- электроды;
- средства индивидуальной защиты: маска и перчатки;
- приспособления для сварки профильных труб:
- Центратор – устройство, обеспечивающее расположение осей свариваемых труб на одной линии и служащее для совмещения торцевых кромок изделий. Выделяют внутренние и наружные центраторы. Для работы с трубами большого диаметра предназначен звенный центратор (на картинке). Для домашних мастеров подойдут центраторы-струбцины. Обеспечение соосности изделий небольшого диаметра можно добиться с помощью самодельного устройства, состоящего из уголков и приваренных к ним струбцин.
- Магнитные угольники предназначены для соединения труб под нужным углом.
- щетка с металлическими ворсинками или наждачная бумага для зачистки изделий.
Данный метод подойдет для сварки труб различной толщиной и сечением. Исключением является изделия с толщиной стенок свыше 4 мм. Такие детали требуют предварительной подготовки.
Торцы труб пред свариванием следует зачистить и обезжирить.
Также перед работами необходимо правильно выбрать электрод. Трубы с толщиной стенок менее 4 мм. следует варить стержнями с диаметром 2-3 мм. Сила тока – 50-60 А.
- О том, какие электроды для сварки профильной трубы следует использовать, мы расскажем далее.
- Тонкостенные детали свариваются без формирования кромок и с минимальным зазором.
- Сварка может выполняться в нижнем, горизонтальном или вертикальном положениях.
Исполнитель должен учесть все нюансы и применить качественное оснащение и материалы. Тогда можно легко справиться и правильно варить профильные трубы электросваркой.
Электродуговая сварка в среде защитного газа осуществляется неплавящимся электродом, используется довольно часто. Данная технология предназначена для соединения тонкостенных изделий. Предварительная подготовка деталей включает очистку и обезжиривание рабочей поверхности.
Затем нужно верно подобрать диаметр вольфрамового электрода. При толщине стенок трубы не более 2 мм. рекомендуется применять стержни диаметром 1 мм., для стенок толщиной более 2 мм. – 1,6 мм.
Диаметр сварочной проволоки также зависит от толщины основного изделия, соотношение следующее: толщина 1 мм. – диаметр 1,0-1,5 мм., толщина 2 мм. – диаметр 2,0-2,5 мм.
Кроме расходных материалов, исполнителю понадобится сварочное оборудование: источник питания (трансформатор/инвертор), блок питания, горелка и газовая аппаратура: баллон с газом, редуктор и шланги.
Электрод нужно держать близко к сварочной ванне. Чем короче дуга, тем лучше будет проваривание и качественнее соединение.
Передвижение проволоки и прутка должно выполняться исключительно вдоль шва, недопустимы поперечные движения.
Важный нюанс! Присадка подается плавно, резкая подача приводит к разбрызгиванию.
Расход газа не должен превышать 12 л/мин.
Сила тока варьируется в диапазоне от 50 до 120 А (в зависимости от толщины стенок свариваемых труб).
Газовая сварка профильного проката проводится с помощью следующего оборудования:
- баллоны с кислородом и ацетиленом;
- редуктор;
- горелка;
- присадочные прутки;
- шланги для подачи газа в горелку.
Суть процесса данного вида сварки заключается в нагреве рабочей зоны и подачи в нее присадочного материала, который расплавляется и заполняет зазор.
Если толщина стенок профильного проката не превышает 4 мм., то кромки можно не формировать.
Выделяют две технологии:
- слева направо (правый способ) подразумевает движение присадки за горелкой. Плюсы: зона сваривания хорошо прогревается; исполнитель видит рабочую зону, что повышает производительность и уменьшает расход газа. Такая техника подойдет для изделий с толщиной стенок свыше 5 мм.
- справа налево (левый способ) применяется для тонкостенного проката – проволока движется впереди горелки.
Контактная сварка в большинстве случаев применяется в производственных условиях. Высокая стоимость специального оборудования и сложность процесса практически исключает возможность использования данного способа в домашних условиях.
Сваривание выполняется за счет давления электродов на изделия при одновременном пропускании тока. Рабочий процесс проводится без использования присадочных материалов. Главные преимущества: надежность и неразъемность соединения.
[ads-pc-3][ads-mob-3]
Сварка профильной трубы инвертором
Сварка профильных труб инвертором для начинающих мастеров станет идеальным вариантом. Так как оснащение подобного типа предоставляет возможность применять импульсный режим.
Инверторный сварочный аппарат подойдет для работы с изделиями, толщина стенок которых значительно варьируется. Сварка тонкостенных профильных труб инвертором осуществляется при напряжении силой в 50-60 А. Увеличение напряжения происходит при работе с более толстостенными изделиями.
Возбуждение электрической дуги выполняется посредством контакта плавящегося электрода и основного металла. Покрытие расходника начинает гореть. Часть обмазки расплавляется, переходит в жидкое состояние и покрывает расплавленный металл, другая часть превращается в газы и предотвращает контакт рабочей зоны и атмосферного воздуха.
Преимущества инверторной сварки:
- исключение залипания электрода;
- постоянство тока инвертора гарантирует стабильность дуги и хорошее качество шва.
Следуя вышеперечисленным сведениям, можно легко понять, как правильно варить профильную трубу.
Какими электродами варить профильную трубу
Сварочные электроды ОЗС-6
- Профильные трубы производятся из углеродистых и низколегированных сталей, поэтому следует применять следующие марки электродных стержней:
- АНО-4 – самая распространенная марка; электроды отличаются универсальностью, подходят для работы с оборудованием различного типа, не нуждаются в прокалке.
- МР-3С используются, когда исполнителю нужно получение качественного шва с повышенными требованиями к его свойствам.
- УОНИ-13/55 чаще используются профессиональными сварщиками.
ОЗС-12 обеспечивают хорошее качество соединения. Основной недостаток – слабая устойчивость к влаге.
Вышеуказанная информация поможет определить, каким электродом варить профильную трубу 20х40 и другие форматы данного проката.
Сварка профильной трубы встык
Тавровое соединение труб не вызывают у исполнителей каких-либо проблем. Однако сварить профиль встык для начинающих сварщиков достаточно проблематично.
Так как здесь есть определенные требования:
- нужно сделать прихватки по углам сечения, поправить стыковку и сделать обварку по всему периметру;
- тонкостенные изделия проваривают за один проход, толстостенные – в несколько;
- дугу следует вести так, чтобы металл не проседал, а кромки успевали оплавляться;
- заканчивать сваривание необходимо так, чтобы край шва совпадал с первоначальным внахлестом.
Видео
Сварка тонкой профильной трубы
Как мы уже писали ранее, работа с металлом малой толщины – трудоемкий и сложный процесс. Поэтому у исполнителей часто возникает вопрос: какими электродами варить профильную трубу 2 мм.? Такой прокат считается тонкостенным, поэтому для его сваривания следует использовать расходники малого диаметра, составляющего 1,5-2 мм.
Технологию электросварки рекомендуется применять высококвалифицированным сварщикам. Дуговое сваривание требует правильного определения режима сварки, сила тока не должна превышать 60 А. При этом следует использовать электроды АНО-21 или МР-3С.
Также для сваривания тонкостенного профильного проката применяются следующие методы: неопытные мастера предпочитают режим “точками”, то есть, с отрывом. Следовательно, сварка профильной трубы 2 мм инвертором является оптимальным вариантом для начинающих профессионалов.
Видео
Посмотрите, как мастер варит “с опиранием” и “в отрыв”.
Некоторые профессионалы не рекомендуют применять газовую сварку. При использовании данной технологии велика вероятность прожечь изделие.
Как сварить профильные трубы под 90 градусов
Чтобы получить при сваривании идеально прямой угол исполнителю нужно иметь подобный опыт и точно следовать технологии. Существует несколько важных моментов, которые помогут определить, как сварить профильную трубу под 90 градусов:
- прежде всего, трубы необходимо обрезать;
- работа должна проводиться на ровной поверхности;
- для фиксации угла можно использовать специальные приспособления (магнитные угольники) или подручные средства (уголки или косынки);
- сваривание осуществляется поэтапно: вначале выполняется черновое соединение; затем исполнитель удостоверяется, что угол в 90 градусов соблюден; после проводится сварка начисто.
Видео
- Вот вам видео простейшено приспособления для сварки под углом 90 градусов.
- И вот еще одно, трехмерное.
При сварке прожигает профильную трубу: что делать?
Прожигание изделия чаще всего возникает при работе с тонкостенными профильными трубами. Чтобы этой проблемы не возникало необходимо правильно выбирать диаметр электрода, который не должен превышать 1,5 мм. Также нужно использовать малые величины тока, при этом полярность должна быть обратной.
Также исполнитель может прожечь изделие, применив неподходящий способ сваривания.
Дефекты сварки часто возникают у неопытных сварщиков, обладающих недостаточным опытом. Поэтому новичкам необходимо четко следовать рекомендациям и советам.
Совет. Можно также “смухлевать” и использовать метод “вкладыша”, который показан в ролике выше, там, где сварка встык.
Как правильно сваривать профильные трубы своими руками: рекомендации профессионалов
Чтобы сварочный процесс прошел без форс-мажорных обстоятельств, нужно следовать некоторым советам:
- правильный выбор температурного режима сваривания, зависящего от толщины стенок, позволит избежать деформации и прожига профиля;
- если важно сохранение внутреннего просвета трубы, следует тщательно избегать попадания расплавленного металла внутрь трубы;
- при торцевом соединении на углах профиля возникает высокое напряжение;
- для получения практики можно потренироваться свариванию труб на ненужных деталях или отрезках.
Данная статья поможет новичкам в сварочном деле узнать, как правильно сваривать профильную трубу, и выполнить работы на высоком уровне.
Какими электродами лучше варить забор и тонкий металл
Какими электродами лучше варить забор и профильную трубу
Когда нужно приварить что-либо, возникает вопрос, какими электродами лучше всего это сделать. При этом одному сварщику нравится варить электродами «Монолит», а другой предпочитает использовать электроды АНО или МР-3.
Как и в любом другом деле, в сварке важна точность и расчет. Нужно понимать, для каких целей предназначены те или иные марки электродов, какие лучше всего подходят для сварки тонкого металла и трубы.
В этом обзоре mmasvarka.ru будут рассмотрены самые популярные электроды, которые используются сварщиками при установке заборов. Статья носит рекомендательный характер, и предназначена лишь для ознакомительных целей.
Какими электродами приварить забор?
При установке забора нередко возникает необходимость в сварке каких-то отдельных элементов. На данный момент присутствует огромное разнообразие сварочных электродов. Все они могут использоваться для полного сваривания забора, либо для его подварки. Чаще всего сварщики покупают для этих целей следующие марки электродов: АНО-6, АНО-21, МР-3, ОЗС-6, ОЗС-12, УОНИ-13/55.
Если человек впервые пытается работать со сваркой, ему лучше отдать предпочтение электродам, у которых рутиловое покрытие. Варить рутиловыми электродами проще, чем обычными.
Ну а вообще, выбирать марку электродов необходимо исходя из того, какая марка стали у труб. Кроме этого, немаловажное значение имеют особенности сварки забора.
В большинстве случаев при установке ограждений используется профильная труба с прямоугольным сечением. Однако при работе с этим материалом следует принимать во внимание определённые моменты, чтобы не прожечь тонкий металл.
Как варить трубы с профильным сечением?
Профильная труба характеризуется небольшой толщиной стенок, поэтому у новичков возникают определенного рода сложности со сваркой. Вот несколько простых советов, которые помогут сварить профильную трубу и не прожечь её стенки.
Чаще всего для этих целей используется электродуговая сварка. Таким образом, получится с лёгкостью приварить детали в наиболее труднодоступных участках. Производить дуговую сварку нужно в отдельном помещении. Перед началом работ концы труб обезжириваются и зачищаются. В процессе сварки, будет появляться шлак, его понадобится время от времени убирать.
Можно осуществить сварку профильных труб и при помощи газовой сварки. Но для этого нужно быть профи в этом деле. К тому же, такие работы считаются небезопасными. Что касается контактной сварки, то её применяют преимущественно на промышленных объектах и различных предприятиях.
Сварка тонкого металла
Осуществлять сварку тонкого металла достаточно сложно, поэтому здесь важен опыт и знания.
В данном случае даже мастерам порой трудно подобрать подходящие электроды и режимы.
В чем заключаются сложности?
В первую очередь хотелось бы отметить, что при нагревании тонкий металл прогорает и его ведет. В результате появляются дыры.
Приваривать тонкий металл нужно на малых точках. Важно делать короткую дугу. Уже после небольшого отрыва она гаснет. Чтобы не было сложностей с розжигом дуги, лучше отдавать предпочтение аппаратам, обладающим хорошими вольтамперными характеристиками и плавной регулировкой сварного тока.
Во время сварки листы тонкого металла могут изменить свою геометрию, и стать непригодными для дальнейшего использования.
Если нужно осуществить сварку встык, необходимо кромки металла предварительно зачистить и ликвидировать ржавчину. Следует размещать листы без зазоров. Для фиксации деталей подойдут прижимы либо струбцины. В процессе сварки листы прихватываются короткими швами через каждые 7-10 см.
Помимо этого, когда детали привариваются встык, следует делать отбортовки. В результате после расплавления отбортованной кромки, отогнутые части входят внутрь. Таким образом, заполняется пространство между элементами и образуется шов.
Чтобы определиться, какими электродами варить металл, нужно учитывать специфику работы. Для сварки тонкого металла используют преимущественно электроды ОМА-2, МТ-2.
Как сваривать профильные трубы своими руками: какими электродами, чем варить тонкостенные
Профильная труба — это материал для мелких работ или небольших конструкций внутри двора. Из нее чаще всего собирают теплицы, варят рамы, заборы и многое другое своими руками.
Не сразу понятно как сваривать профильные трубы профессионально. Для понимания процесса рассмотрим вариации работы с профилем.
Как правильно варить профильные трубы?
Для различных типов конструкций применяют следующие виды профиля:
Есть и иные, но указаны одни из популярных. Ведь есть различия еще и в сечении.
Важнее другое — профильная труба выпускается из углеродистой и низколегированной стали. Соединять этот материал нетрудно, есть следующие технологии, как варить профильную трубу:
- Электродуговая.
- Газовая сварка профильного материала.
- Контактная.
- Инверторная.
В каждой из них есть свои особенности. Вот об этом и читаем ниже.
Способы и методы сварки
Все известные способы и приспособления для сварки профиля на сегодняшний день. Перечислим по популярности.
Электродуговая
Это самый удобный и востребованный способ, выполняется за счет давления электродов. Особенность в том, что электродуговой сваркой можно достать до самых труднодоступных мест.
К сведению! Именно этот метод позволяет работать с любой стенкой профиля. Хотя самые тонкие виды труб требуют предварительной настройки аппарата.
Соединяя профильную трубу, необходимо обзавестись сварочным аппаратом и электродами. Хотя взять на время у соседа выгоднее. Также любой частный сварщик обязательно должен иметь защитный костюм и специальные фиксаторы для профиля.
Инвертором
Улучшенный вид электродуговой сварки. Такой же надежный, простой и самостоятельный для частного строительства. Инверторный аппарат удобен в быту и на производстве. Выгода очевидна: компактный, небольшой массы, доступная цена.
Важно понимать, что для начинающих это самый правильный способ. Потому что есть импульсный режим.
Инверторным аппаратом можно варить профиль любой толщины. Сварка тонкостенных профильных инвертором осуществляется при 50 А. Увеличив напряжение, можно работать с классической толщиной.
Сварка осуществляется за счет возбуждения электрической дуги, контакта с электродом заготовки. Расходник (электрод) приступает к горению, покрывает зачищенную основу. Что интересно в электроде есть состав, который при нагреве препятствует контакту атмосферного воздуха и рабочей поверхности.
Видимые преимущества инвертора:
- Нет залипаний электрода.
- Постоянный ток аппарата поддерживает стабильность в работе дуги, отсюда и качественный шов. Изделие выглядит качественно без дополнительной обработки.
- Контактная сварка обеспечивает надежное соединение, устойчивое к нагрузке.
Газовая
Не самый распространенный способ. И дело не за оборудованием, а за качеством шва. Его механические свойства оставляют желать лучшего. Почему так?
Технически создается высокая температура за счет газокислородного пламени. И заполняются зазоры между деталями. Важно понимать, что грязная, не зачищенная труба шов не образует.
Газовую сварку выполняют кислородом или ацетиленом. Для подачи используется горелка.
Именно газом проще всего сваривать тонкие детали профильных труб.
Но для любого ее диаметра необходимо:
- Обзавестись проволокой, одинаковой по составу с материалом.
- Флюс. Необходим для меньшего окисления стали.
Швы для газовой сварки двух типов:
- Справа налево. Для тонкостенного профиля.
- Слева направо. Оптимален для стенок трубы толще 5 мм.
Контактная
Оптимальный вариант для плохих погодных условий за счет стабильного и качественного шва. Выполняется строго специалистами.
В двух словах мастера варят за счет электротока. Он нагревает профиль без присадочных материалов, флюса или проволоки.
Вопросы профессионалам
Стоит отметить, что сваривать профиль не запрещено под любым нужным (удобным) углом. Также для профилированной трубы есть соединение внахлест, стык в стык, тавровым соединением.
Важнее формирование шва, и опытные сварщики рекомендуют создавать швы с нижнего положения. Когда же есть неудобные участки, то используют горизонтальные, вертикальные и потолочные положения.
Какими электродами лучше варить?
Учитывая марку стали, чтобы электродами варить профильную трубу удачно, отдаем предпочтение:
- AHO-4. Одни из самых распространенных за счет своей универсальности. Не нужно прокаливать, подходят для разного типа оборудования.
- MP-3С. Для идеально по качеству и внешнему виду шва.
- УОНИ-13/55. Для профессиональных сварщиков.
- ОЗС-12. Оптимальный соединительный шов. Недостаток в устойчивости к влажной погоде.
Какой режим использовать?
Изучаем сварочный процесс. Выставляя режим, для ручной сварной техники, ориентируемся на силу тока. Это важнейший показатель. Он строго соответствует диаметрам электродов. А электрод (толщина электрода), в свою очередь, подбирается под толщину стенки профиля.
Таблица с показателями, чтобы выбрать диаметр электрода:
Сварка встык
Иначе именуется тавровым. Простой на вид, но для исполнения необходимо набивать руку. Сварка встык требует:
- Выполнения прихватов по каждому углу сечения. Затем нужно обязательно поправить стыковку сечения, обварка по всей плоскости каркаса.
- Тонкий профиль варят в один заход, толстый потребует несколько этапов.
- Дуга подается так, чтобы не было просадки металла. Чтобы кромки успевали оплавляться.
- Завершать следует с ориентиром на край. Он обязательно совпадает с первоначальным, который внахслет.
Сварка тонкой профильной трубы
Тонкую трубу варить трудно. Для тонкой профильной трубы (ее стенки в 2-3 мм) правильнее подобрать аналогичный по толщине электрод диаметром 2 3 мм. Если нет опыта, то портить материал не желательно.
Правильнее доверить квалифицированному сварщику. Он выставит нужную силу тока, возьмет подходящие электроды (АНО21 или МР3С).
К сведению! Профиль в 2 мм оптимально соединять инвертором, чтобы избежать прожога.
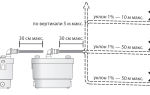
Как сварить профильные трубы под 90 градусов?
Перед работой читаем правила:
- Обрезаем заготовки.
- Работаем на ровной плоскости (бетонной).
- Временно фиксируем угол. Сгодятся магниты, косынки.
- Варим сталь по этапам. С самого начала черновая приварка, затем проверка геометрии. Потом уже финишный качественный шов.
При сварке поджигает трубу, что делать?
Чтобы выполнить работу без этого казуса, следуем правилам:
- Точечная сварка по коротким участкам.
- Чтобы избежать перегрева, можно вставить массивный металлический брусок с сечением. Он должен подгоняться под внутренние размеры заготовки трубок.
- Уменьшить расстояние между каждой кромкой.
- Выставить режим самого низкого выходного тока.
- Перемещать сам электрод быстрее.
Видеоурок по сварке
Как правильно и быстро сварить профиль различными способами:
Сварка стыка. Смотрим видео инструкцию для мастера без опыта:
Сколько стоит работа наемного сварщика?
Ориентируемся по стоимости на центральный регион РФ. Важно понимать, что работа наемного сварщика измеряется в различных величинах. Ориентир на:
- Сантиметры (от 20 р за единицу).
- Стыки ( от 150 р за один стык).
- Высокая стоимость на сложные (неудобные) конструкции. Ворота, заборы уже в погонных метрах (от 600 за п.м.).
- Метод горячей сварки.
На любом из сайтов цена всегда ориентировочная. Обсуждают конкретные действия на объекте. После чего выставляют счет. Сварщик не только делает шов, но и подготовку. А это трудоемкий процесс.
Итоги
Теоретически вникли в суть простой на первый взгляд работы по сварке профтрубы у себя дома. Пришли к выводу, что под соединение своими руками лучше выбрать бюджетную технику, универсальные электроды. Важно перед началом работ попрактиковаться на небольших бесполезных отрезках. И только потом приступать к созданию конструкции.
(1
Какими электродами варить профильную трубу?
Профильные трубы имеют ряд преимуществ. Их удобно использовать при монтаже ввиду сравнительно небольшого веса. Их удобно сваривать и стыковать по причине стандартизации их выпуска по размеру и форме, если знать, какими электродами варить профильную трубу.
Для стен всех профильных трубных материалов характерна равномерная толщина и гладкость поверхности, что существенно упрощает процесс их сваривания и монтажа. Отдельное внимание должно быть уделено тому, какие электроды для сварки профильной трубы лучше использовать.
Аппараты для сварки профильных труб
Для сваривания профильных труб могут быть использованы любые разновидности сварочных аппаратов. Особенно это касается трубных материалов с тонкими стенками. Для их сваривания не требуется большая сила тока, поэтому достаточно агрегата, работающего при силе тока в 55 Ампер.
Отдельным моментом служит тип используемого аппарата. Рекомендуется использовать аргонодуговые и электродуговые агрегаты для сварки. Значение имеет используемый в составе аппарата трансформатор. Предпочтительным вариантом является трансформатор инверторного типа. Он дает возможность использовать при сварке импульсный режим.
Сварка профильной трубы инвертором
Не слишком жесткие требования предъявляются и к держаку сварочного механизма. Учитывая незначительность диаметра вставляемого электрода, можно применять для сваривания практически любой сварочный аппарат с любым типом горелки и держака.
Сварка электродами и ее особенности
При ответе на вопрос о том, какими электродами лучше варить профильную трубу, необходимо определиться с типом используемой сварки. Существует три основных типа сваривания:
- электродуговая;
- газовая;
- контактная.
Электродуговая сварка применяется в большинстве случаев. Особенностью данного типа является то, что электроды вместе со сварочным агрегатом могут работать в труднодоступных участках.
Данный вид сваривания универсален, так как может применяться в отношении любых трубных материалов с различной толщиной и сечением. Исключение составляют трубы, имеющие толщину стенок свыше 4 мм. Перед сваркой потребуется их предварительная подготовка. Речь идет о сварной кромке, расположенной с торцовой части трубы.
«Обратите внимание!
Сваривание такого типа проводится как внахлест, так и путем таврового и стыкового соединения.»
Многое зависит от использования электрода при сваривании указанным методом. Если микроэлектроды для сварки имеют небольшое сечение, то требуется обратнополярный ток со средней силой в 50 Ампер.
Технические характеристики электродов МР-3
Газовая сварка редко применяется в домашних мастерских. Чаще всего с ней имеют дело на крупных производствах. Причина в дороговизне оборудования и сложности сварных работ с использование специального газа ацетилена.
Сваривание газовым методом не применяется для труб, имеющих тонкие стенки. При действии высокой температуры поверхность может сильно расплавиться и нарушить ее целостность.
Такой метод требует серьезных навыков со стороны сварщика.
Контактное сваривание тоже в большей мере распространено в рамках промышленного производства. При данном способе происходит давление электродов на свариваемые металлы путем пропускания тока через них. Итогом становится сверхпрочный шов при некоторой деформации обрабатываемого участка.
Виды используемых микроэлектродов
К выбору электродов предъявляются серьезные требования, существует особая классификация электродов. Если микроэлектрод имеет большой диаметр, то металл может быть поврежден. При использовании микроэлектродов небольшого диаметра шов получается слабым и ненадежным.
Частым вопросом становится такой: какими электродами варить профильную трубу 2 мм? Такая труба считается тонкостенной, и для ее сваривания требуется электрод диаметром порядка 1,5 мм. Для труб средней толщины (2,1-3 мм) электродный диаметр составляет 2 мм, а для толстых металлических стенок в 5 мм и больше – микроэлектроды диаметром 4 мм.
Микроэлектрод для сварки профильной трубы диаметром 1,5 мм
Рекомендуется использовать при сваривании неплавящиеся электроды с применением аргона в качестве защитного газа.
При ответе на вопрос, каким электродом варить профильную трубу 20х40, необходимо знать материал, из которого она изготовлена, и ее диаметр. Существуют следующие критерии:
- при соединении нержавеющей стали диаметром 1,5 мм используется проводник 2,5 мм при силе тока 90 Ампер;
- при соединении мягкой стали толщиной 1,5, 2-3, 2-5 мм используется микроэлектрод 1,6, 2 и 2,5 мм соответственно при силе тока 50, 60, 90 Ампер соответственно;
- для сваривания чугунных изделий применяется проводник 2,5 мм при силе тока в 90 Ампер.
Технические характеристики электродов МР-3С
Любой сварщик должен знать, как правильно варить сваркой электродами. При любой сварке образуется шлак, снижающий прочность сварочного шва. При проведении работ шлак обязательно должен сбиваться.
Необходимо учитывать, что сварочный шов должен зачищаться после остывания. Также его необходимо обрабатывать средствами, борющимися с проявлением коррозии.
Это связано с тем, что нагретый до высокой температуры шов быстрее ржавеет и теряет свою прочность.
Шов после сварки профильной трубы электродом
Распространенные марки электродов
Наиболее популярные модели знакомы каждому опытному сварщику:
- АНО – самая распространенная марка электродов для сварки профильной трубы. Микроэлектроды данной марки подходят для сварщиков-новичков и опытных мастеров. Проводники не нуждаются в прокаливании и быстро воспламеняются.
- Микроэлектроды марки МР-3С используются в тех случаях, когда необходимо сделать очень качественный шов с высокими требованиями к его характеристикам.
- МР-3 применяются универсально. Такими микроэлектродами можно сваривать металлы без предварительной очистки.
- УОНИ 13/55 используются профессиональными сварщиками. Такие микроэлектроды применяются для больших конструкций, на которых делается прочный шов.
- ОЗС отличаются хорошим качеством шва, образующегося после соединения. Плюс в низкой цене. Минус заключается в слабой устойчивости к влаге. Микроэлектроды данной марки быстро отсыревают.
Заключение
В тех случаях, когда используются электроды для сварки профильной трубы инвертором, необходимо учитывать вид применяемого металла для сваривания, его характеристики. Отдельное внимание должно уделяться диаметру микроэлектрода и его соответствие толщине трубного материала. Значение имеет тип применяемой сварки и марка микроэлектродов.