У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию точно выполнит.
Данный станок еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
ПрофилегибГибка полосы на ребро.
 Гибка полосы на ребро.
Гибка полосы на ребро.Важные технические моменты при изготовлении профилегиба.
- Во время гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из её сторон образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки. Чем меньше радиус гибки, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
Гибка профильной трубы с заломами.Ролик с ребром по центру.
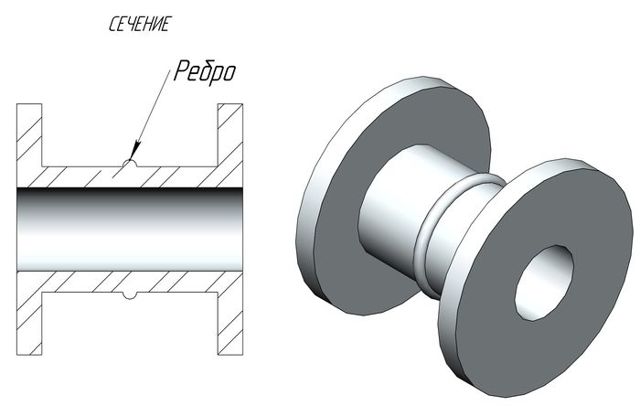 Ролик с ребром по центру.
Ролик с ребром по центру.- Если прокатывать профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время прокатывания труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
Рекомендуем прочитать:
Собираем зачистной станок для труб.Профилегиб.
 Профилегиб.
Профилегиб.- Усилие, которое необходимо приложить, чтобы свести ролики и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на станке, у которого большое расстояние между роликами. По этим причинам ролики делают съемными, чтобы их можно было переставить.
- Чем меньше диаметр роликов, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных станках ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть трубу больших сечений, то желательно сделать два приводных ролика.
- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
Виды резьбы.
- Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и с неё получиться овал.
Ролик для гибки круглой трубы.
Ролики можно изготовить разными способами, даже на первый
взгляд самыми необычными. Например, в качестве роликов можно использовать
велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть
трубу сечением 20х40 мм им будет вполне по силам.
Профилегиб с валами из велосипедных ступиц.
В качестве роликов можно использовать обычный лом. Его
просто отрезаем в нужную длину и одеваем на такой ролик подшипник подходящего
диаметра. Например, лом диаметром 30мм, под него хорошо подойдут подшипники
№306 ГОСТ8338-78. Чтобы подшипники не смещались вдоль оси ролика, достаточно
капнуть сваркой около обоймы подшипника.
Вал трубогиба сделанный из лома.
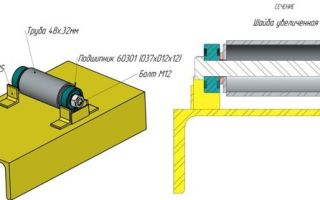
Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика.
Ролик трубогиба.
Если у вас нет подходящих шайб, то их можно сделать самостоятельно. Как их сделать смотрите ниже в статье. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
Ролик профилегиба из трубы, шайб и металлического круга.
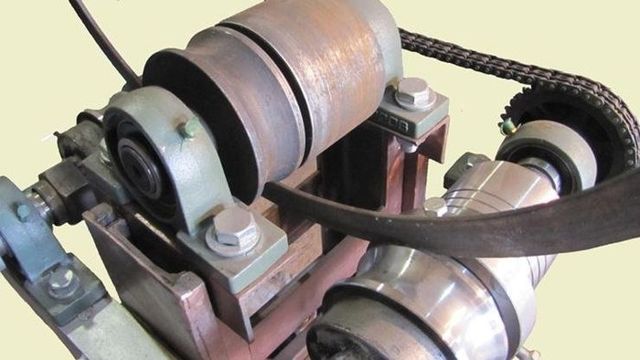
Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.
Профилегиб с переставными роликами.Станок для гибки профильной трубы.Профилегиб сделанный с подшипниками в корпусе.
Такой станок можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов.
При изготовлении нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать станок с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать станок с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Конструкция в принципе неважна, труба в любом случае будет гнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами.
Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике.
Если же ролики проскальзывают, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
- Ручку приводного ролика можно сделать из обычной велосипедной
педали или сделать круглый штурвал. - Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из станка.
Профилегиб со штурвалом.
- Ниже представлено несколько фотографий с различными конструктивными особенностями.
.
- Данный вид станка позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
Гибка круглой трубы методом обкатки.Гибка профильной трубы методом обкатки.
Работа такого станка основана на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание её стенок и заломы исключены. Данный станок позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.
Такие ролики довольно легко сделать. Понадобиться листовой
металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
Готовый ролик сделанный из пяти кругов.
- В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
Трубогиб с отверстиями в кронштейне.
Отверстия должны быть на определенном расстоянии от центра неподвижного ролика.
Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие.
На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем
этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в
начальном положении снижает деформации стенки трубы с наружной стороны сгиба.
Другими словами, трубу во время гибки меньше будет вытягивать из зажима и
повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
Труба с заломами.Минимальный радиус гибки трубы.
Как сделать профилегиб своими руками
При обустройстве участка или при подготовке к дачно-огородному сезону возникает необходимость в дугах из профильной трубы. Они нужны при устройстве теплицы, сборке беседки или навеса. Покупать уже гнутые дуги накладно — цена выше раза в два чем на такой же ровный прокат.
Выход — сделать своими руками, а чтобы облегчить процесс (руками это очень тяжело) надо сделать трубогиб для профильной трубы. Нужны будут швеллера или уголки, прокатные ролики и еще некоторое детали. Из инструментов — болгарка с диском по металлу, сварочный аппарата, линейка.
Конструкция профилегиба
Станок для гибки профильной трубы конструктивно отличается от обычного. Это связано во-первых, с большей устойчивостью профиля к изгибающим нагрузкам, а во-вторых, с тем, что радиус изгиба требуется обычно большой.
Потому в конструкции присутствуют три ролика. Два из них установлены стационарно, один остается подвижным. При помощи подвижного ролика и изменяется радиус кривизны.
Вообще трубогиб для профильной трубы есть двух видов: со средним подвижным роликом и с крайним (правый или левый — по желанию).
Трубогиб для профильной трубы своими руками можно сделать разных размеров
Устройство трубогиба со средним подвижным роликом
Два крайних ролика крепятся на корпусе неподвижно. Они приподняты над плоскостью основания. Для среднего ролика варится специальная П-образная станина.
В середине ее перемычки устанавливается длинный прижимной винт большого диаметра. К нижнему концу этого винта крепится третий валик (можно приварить).
Вращая этот винт валик опускается и поднимается, изменяя радиус изгиба профильной трубы.
Конструкция трубогиба для профильной трубы с подвижным средним роликом
К одному из неподвижных роликов приваривается тучка, при помощи которой труба прокатывается через станок.
Чтобы для прокатки можно было прилагать меньшие усилия, два неподвижных валика соединяются при помощи цепи.
Для эффективной передачи крутящего момента к валикам приваривают звездочки (можно от велосипеда), к ним подбирают цепь. Такой простейший механизм делает гибку профильной трубы намного проще.
С крайним подвижным валиком
В данной конструкции подвижным делают правый или левый ролик. Он двигается вместе с частью основания. Эта часть соединяется с остальной станиной при помощи мощных металлических петель.
Чертеж гибочного станка для профильной трубы с подъемной платформой
Изменять высоту можно при помощи домкрата, как показано на чертеже. Высота платформы в этом случае выбирается в зависимости от высоты домкрата. Радиус изгиба изменяется подъемом подвижной части стола.
Трубогиб для профильной трубы с подъемной площадкой
В отличие от предыдущей конструкции этот трубогиб для профильной трубы приводится в движение от центрального валика — к нему приваривают ручку. Для уменьшения требуемого усилия можно также приварить звездочку к двум неподвижным валикам и передавать крутящий момент при помощи цепи.
Какие нужны материалы и нюансы конструкций
Основание трубогиба делают из швеллера или двух сваренных уголков. Толщина полочек — не менее 3 мм, ширину полок и спинку швеллера подбирайте под имеющиеся детали. Одно правило — основание должно быть массивным и надежным.
По краям платформы можно сделать несколько отверстий. Через них можно фиксировать станок к какому-то тяжелому основанию при помощи саморезов большого диаметра. Фиксация нужна, так как при изгибе труб с толстой стенкой усилия приходится прилагать значительные и удобнее работать, если станок закреплен прочно.
Так выглядит станина в приваренными стойками для крепления подвижного ролика
Несколько слов о роликах. Они должны быть сделаны из хорошей, качественной, желательно, закаленной стали. Именно на ролики и на оси, которые их удерживают, приходится большая часть нагрузки.
Надо сказать и о форме роликов. Они не должны быть гладкими — по краям должны быть валики, которые не дадут «гулять» трубе во время проката. Только при таких условиях дуга из профильной трубы будет ровной, а не покрученной.
В идеале под каждый размер трубы нужны свои ролики. Но тогда конструкция усложняется — их надо делать съемными, продумывать надежный способ крепления. Второй вариант — сделать ролики сложной формы, такие как на фото.
Выточить несколько ступенек под разные размеры труб.
Ролики для гибки профильной трубы разной ширины
На том же фото видно, что верхняя часть станины неровная, а зубчатая. С помощью таких зубьев можно ролики переставлять на разное расстояние и таким образом тоже регулировать радиус изгиба.
В общем и целом, собирают самодельные гибочные станки для профильных труб из того, что имеется под рукой или того, что найдут/купят недорогого. Кто имеет возможность — вытачивает ролики, вставляет подшипники. У кого такой возможности нет, используют то, что есть — вплоть до втулок от велосипедных колес. В целом надо понять конструкцию и
Хитрости для облегчения гибки труб
Чтобы ролики лучше двигались, используют подшипники. Но, в принципе, для самодельного трубогиба, который будет использоваться только от случая к случаю, можно сделать просто держатели из уголка или швеллера. Сделать в них дырку, которая чуть больше по размерам чем ось, на которую будет насаживаться валик.
Это ось с надетым валиком пропустить через отверстия держателей и каким-то образом их зафиксировать (хоть наварить пару точек, которые будут стопорами). Во время работы для лучшего хода, смазывать трущиеся места густой смазкой типа Литола.
Для промышленного и полупромышленного производства это не годится, но вот для изготовления дуг для теплицы или беседки своими руками — в самый раз.
Пример выточенных валиков
Есть еще одна хитрость, которая помогает снизить требуемое усилие при изгибе профильной трубы. Использовать можно принцип увеличения передачи как в велосипеде. Использовать, кстати, можно звездочки от велосипеда.
В этом случает ручку, которой приводят в движение валики, приваривают к маленькой звездочке. Ее устанавливают где-то на корпусе. На оси валов наваривают звездочки большего размера (но зубцы с тем же шагом).
Все это соединяется подходящей цепью.
При таком устройстве передачи крутящего момента не нужен электрический привод — работать будет легко
И еще одно усовершенствование — при постоянном использовании трубогиба для профильной трубы, его имеет смысл механизировать. В этом случае ставят мотор, который работает на малых оборотах.
Порядок гибки профильной трубы на самодельных станках
За один раз получить требуемый радиус изгиба у вас вряд ли получится — слишком большое усилие требуется для этого. Вручную его создать нереально. Получают требуемый изгиб за несколько проходов:
- Сначала выставляют ролики так, чтобы получить небольшой изгиб, прокатывают трубу в одну сторону, затем вынимают из валков, разворачивают и вставляют другой стороной. Разворачивать необходимо, чтобы получить ровно изогнутую трубу.
- С тем же положении роликов протягивают ее несколько раз, до тех пор, пока кривизна уже не добавляется.
- Если требуемый радиус изгиба не достигнут, изменяют положение ролика и снова повторяют действия.
Прокатный трубогиб с электроприводом
Изменение радиуса изгиба получается постепенно, иначе на самодельном трубогибе дугу из профильной трубы не сделаешь. Что делать, если надо повторить один и тот же изгиб? Сделать градуировку — отметить на какую высоту перемещался ролик, сколько раз прокатывали в каждом положении. При повторении отличия если и будут, то незначительные.
Сложность гибки заключается в том, что нет никакой шкалы и трудно без опыта получить задуманный радиус изгиба. Рано или поздно вы его получите, но испортить при этом можно много материала.
Видео-материалы
Объяснения и фото это хорошо, но увидеть процесс сборки или работу готового агрегата намного полезнее. В первом видео запечатлен процесс сборки (сварки) ручного трубогиба для профильной трубы. Выбран вариант с подвижным средним роликом.
Второе видео о работе простого трубогиба с подвижной платформой. Этот вариант для больших сечений не пригоден, но трубу небольшого сечения вплоть до 40*40 мм он согнуть в состоянии.
Станок для гибки профильной трубы: схемы самодельных трубогибов
- В домашнем хозяйстве станок для гибки профильной трубы используется не настолько часто, чтобы покупать дорогое оборудование заводского изготовления.
- При возникновении такой необходимости, несложный трубогиб вполне можно сделать в частном порядке, предварительно определившись с тем, какой вид этой конструкции подойдет для выполнения поставленной задачи.
- В этой статье подробно разобраны разновидности станков для гибки труб, описаны принципы их работы и способы сооружения.
Виды станков для гибки профильной трубы
Существует много модификаций оборудования для изменения конфигурации профильных труб. Связано это с минимальным радиусом изгиба. Если пренебречь этим важным параметром, в месте изгиба произойдет изменение прочностных характеристик материала в худшую сторону. Также нужно знать некоторые технологические тонкости гибки металлических труб и учитывать их во время работы.
При выборе конструкции к учету берут материал заготовки, диаметр, толщину стенок.
Классификация гибочных станков по типу привода
В зависимости от типа привода станки, предназначенные для гибки любых труб, бывают ручными, электромеханическими и гидравлическими.
Ручные. Это предельно простые механизмы, доступны для самостоятельного изготовления даже человеку, не посвященному в тонкости работы с металлом.
Ручной, изготовленный своими руками, станок для гибки профильной трубы — незаменимый помощник при изготовлении каркасов, декоративных элементов, самостоятельном монтаже системы вентиляции
Электромеханические.
Такой станок имеет привод в виде электродвигателя — шагового или обычного, подключенного через нижний редуктор. Последнее решение обеспечивает высококачественный изгиб за счет правильного распределения напряжений.
Устройство механизма непростое, чтобы его изготовить, нужны специальные знания и хоть немного профессионализма.
Профилегибочный станок с электроприводом в большинстве случаев имеет вид 3-валовой конструкции. Профильную трубу пропускают между роликами. Элемент, находящийся по центру, может менять свои координаты по вертикали.
При вращении центрального вала профилированная труба меняет свою геометрию
Гидравлические. Привод в этой модели ручной.
В отличие от простой ручной конструкции, здесь в схему включен гидроцилиндр, что значительно снижает, прикладываемые при гибке, мускульные усилия.
Вальцы дают возможность гнуть профильную трубу в любом нужном направлении. Ручной профилегиб с гидравликой при своем небольшом весе может согнуть трубный сортамент шириной до 10 см.
Гидравлический цилиндр профилегибочного станка оказывает давление на поверхность трубы путем механического воздействия. Это заставляет двигаться шток цилиндра. В результате возникающей нагрузки, изделие деформируется. Давление в поршне может повышаться двумя способами — вручную и при помощи электронасоса
Виды трубогибов по способу установки
Существует деление профилегибов и в зависимости от способа установки. Различают оборудование стационарное, переносимое и носимое. Стационарные станки могут иметь вид как простой бетонной плиты со стержнями, так и солидного оборудования.
У компактных переносимых трубогибов имеется опорная стойка, а у носимой модели опоры нет, ее подбирают каждый раз во время использования оборудования.
Классификация станков по методу изгиба
От способа изгиба будет зависеть конструкция профилегиба и его производительность. Существует 3 основных метода гибки. Первый — выдавливание, когда геометрию профильной трубы меняют при помощи деформирующего ролика, выполняющего роль пуансона. Матрица в этом случае отсутствует.
Для выполнения операции требуются 2 прочные опоры с противоположных сторон изгиба, которые и выполняют роль матрицы. В качестве таких опор используют поворотные башмаки или ролики.
Поскольку усилие нарастает постепенно и постоянно имеет перпендикулярное направление по отношению к трубе, способ дает возможность получить хороший конечный результат. Применим метод только для работ в небольшом объеме.
Второй — прессование. Для получения гиба используют принцип слесарных тисков — отрезок трубы размещают между матрицей и пуансоном.
Профили последних для получения качественного изгиба должны в точности повторять геометрию детали. А также в расчете необходимо учесть остаточную деформацию металла. В домашних условиях этот способ применим, когда большой точности не требуется.
Станок для изменения формы профильной трубы способом прокатки состоит из трех цилиндрических валиков, цепи, привода и основы.
Диаметр валиков должен соответствовать параметрам деформируемой профильной трубы
Третий — прокатка — универсальный способ, применяемый для гибки как тонкостенных, так и толстостенных труб.
Гиб получают путем протягивания заготовки между роликами — одним вращающимся и двумя опорными.
Кроме упомянутых выше, гибка труб может также осуществляться следующими методами:
Независимо от выбранной конструкции, при самостоятельном изготовлении станка для гибки труб, необходимо учитывать рекомендации специалистов. Выбирая материал для станины, нужно исходить из того, что толщина металла должна составлять не меньше 1/6 ширины профилированной трубы.
Так, если предстоит гнуть трубу, имеющую в сечении прямоугольник с параметрами 50 х 25 мм, то чтобы избежать деформации станины в процессе гибки, нужно взять швеллер или уголок толщиной не менее 10 мм. Опорная плита и пуансон с матрицей по толщине должны быть в 2 раза больше.
Оптимальный диаметр роликов — минимум утроенные размеры сечения. Полка швеллера и уголка, взятых для изготовления станины, должна быть в 2 и 3 раза больше ширины трубы соответственно. Если предстоит работа по гибке профильных труб прямоугольного сечения 50 х 25 мм, нужен швеллер 100 х 10 или уголок 150 х 10.
Изготавливаем гидравлический трубогиб
Рассмотрим схему станка с гидравлическим приводом, где изгиб происходит за счет продавливания профильной трубы по центру пуансоном, зафиксированным на поднимающемся штоке. В результате тесного контакта заготовки, опирающейся на два стационарных ролика, с подвижным пуансоном, последняя принимает его очертания.
Такой станок называют арбалетным из-за схожести очертаний пуансона с формой арбалета. Основные его детали – основание (1), гидравлический домкрат (2), пуансон (3) и крепеж в виде болтов.
Компоновку узлов станка выполняют согласно эскизу
Для разметки рабочей поверхности прокладывают вертикальную ось и на указанном на чертеже расстоянии от края и оси, отмечают место нахождения нижних отверстий.
Затем отмечают точки расположения верхних отверстий, отступив нужное расстояние от края. Соединяют прямой линией центра этих отверстий и откладывают на ней равные отрезки.
Оси промежуточных отверстий будут находиться на пересечении сделанных отметок с наклонной осью. Отверстия на рабочей поверхности нужны для возможности регулирования радиуса изгиба профильной заготовки. Так как рабочая поверхность состоит из двух зеркально расположенных деталей, вторую размечают так же.
Высоту станка определяют параметры домкрата и расстояние, обозначенное на чертеже символом «а». Чтобы согнуть профильную трубу шириной 15 мм этот промежуток в нерабочем состоянии домкрата примерно должен равняться 20 мм.
В этой конструкции усилие, передаваемое пуансоном, сконцентрировано в верхней его части. В результате такого воздействия наружный радиус трубы подвергается растяжению, что может вызвать истончение стенки, а в отдельных случаях и разрыв. Поэтому для деформации тонкостенных заготовок этот станок использовать не рекомендуют.
Прокатный трубогиб своими руками
На таком оборудовании заготовка приобретает заданную форму путем прокатки. В условиях домашней мастерской проще изготовить 3-роликовую конструкцию с ручным приводом. Рассмотрим два варианта подобных станков.
Вариант станка с поворотной платформой
Принцип устройства такого станка для гибки труб с сечением, отличным от круглого, следующий:
- Основная станина связана через шарнирное соединение с поворотной платформой, которая и задает угол загиба.
- Платформу приводит в движение домкрат, упирающийся в нее рабочим штоком.
- Протяжка профиля осуществляют путем вращения рукоятки, находящейся на промежуточном валу.
Для изготовления основания станка и стоек потребуется швеллер с высотой стенки от 150 до 200 мм в количестве около 3 м. В качестве обойм для подшипников, основы вальцев, подойдет стальная труба с внутренним диаметром равным внешнему диаметру подшипников, которую делят на 6 коротких отрезков.
Поворотная платформа не единственный вариант регулирования параметров изгиба профильной трубы, это можно осуществить при помощи крайних вальцов. Для этого в опорных пластинах и швеллере проделывают отверстия, чтобы элементы были подвижными.
Подымать крайнюю платформу можно любым домкратом, который найдется в хозяйстве
Из швеллера выполняют основу и две платформы. Отступив от одной из сторон около 0,5 м, приваривают вертикальную стойку из того же швеллера.
Для этого два отрезка спаривают, чтобы стойка получилась прочной.
Строго соблюдая горизонтальность, монтируют стационарную платформу, а к ней приваривают заднюю стойку. Далее, берут отрезок профильной трубы и наращивают ограничители высотой не меньше, чем толщина профильной трубы, деформацию которой предполагают выполнять на изготавливаемом станке.
Направляющую платформу соединяют с основной станиной посредством дверных петель. На наращенные ограничители и края обеих платформ посредством сварки монтируют подшипники и усиливают конструкцию уголками. Валы вставляют в подшипники, а к среднему крепят ручку.
Под краем направляющей платформы устанавливают домкрат и закрепляют его на основе при помощи болтового соединения.
Сборку трубогиба с поворотной платформой осуществляют в следующей последовательности:
Прокатный станок с тремя роликами
На этом станке трубу укладывают на ролики, расположенные по бокам. Верхний подвижный ролик опускают на изделие сверху и таким путем фиксируют его. Далее, вращают ручку и через цепь передают движение валам. Труба протягивается и меняет свою геометрию.
Постепенно усиливая нажим путем закручивания прижимного болта, и протягивая заготовку, добиваются изгиба трубы под необходимым углом.
Профилегибочный трехроликовый станок оснащен тремя роликами.
Подсоединив к такому станку электродвигатель мощностью 1,5 кВт, можно гнуть трубы сечением до 8 см за один раз
Чтобы изготовить станок, работающий по такой схеме, необходимо заготовить полку и профильный металлический прокат для каркаса, валы, 4 прочные пружины, цепь, подшипники, крепеж, другие детали. Для крепления подшипников потребуется 3 вала с параметрами, соответствующими звездочкам и подшипникам.
Два вала предназначены для бокового размещения, а третий (прижимной) — для подвешивания на пружинах. Эти элементы, скорее всего, придется заказать в мастерской, а остальное можно выполнить собственноручно.
В состав прижимного вала входят подшипники, шестерни и кольца. В кольцах нарезают резьбу под зажимные болты и делают пазы. В полках из швеллера выполняют посадочные места под прижимной вал. На заключительном этапе собирают конструкцию начиная с установки каркаса.
После, прижимной вал на пружинах, присоединенный к полке посредством шпоночного соединения, подвешивают. Опорные валы устанавливают по бокам и натягивают между ними цепь, применяя в качестве держателя магнитный уголок.
На один из них крепя ручку с поворачивающейся трубкой, затем выполняют работы по монтажу домкрата. Присоединяют его к платформе болтами и сваркой.
При монтаже подвесного вала соблюдают определенную последовательность: сначала устанавливают его на полку, к ней приваривают гайки под пружины, переворачивают площадку и подсоединяют к пружинам. Следует учесть, что с увеличением расстояния между роликами, усилия, прилагаемые для изгиба, уменьшаются.
Для сборки трубогиба прокатного типа потребуется:
На нашем сайте есть еще несколько статей, где подробно описаны варианты самодельных устройств для гибки профильных труб, рекомендуем ознакомиться:
Как изогнуть профильную трубу простым способом?
Самое примитивное приспособление для изменения очертаний профильной трубы — использование деревянного шаблона. Применить его можно в случае гибки тонкостенных труб из стали или алюминия. Для изготовления такого импровизированного станка берут доски, скрепляют их между собой любым способом и выпиливают шаблон.
Шаблон лучше делать съемным, тогда можно изготовить их несколько с разными радиусами.
Его не обязательно делать из дерева, заменить его можно и металлическими крючками, расположив их по прорисованному контуру
В месте соприкосновения с трубой толщина шаблона должна быть больше, чем высота сечения профильной трубы на несколько сантиметров. Край шаблона выполняют с наклоном, иначе труба может соскользнуть.
Конструкцию снабжают упором и крепят к какому-нибудь устойчивому основанию. Трубу помещают между плоскостью шаблона и упором и начинают гнуть материал, начиная с края трубки. Если начать процесс изгиба с центра, то тонкостенная труба может сплющиться.
В трубу можно вставить металлический стержень диаметром равным проходному сечению трубы, а можно просто взять отрезок трубы и надеть его на коне заготовки. В любом случае так будет удобней.
Более подробно о том, как согнуть профильную трубу без специального оборудования, читайте в этом материале.
По такому же принципу изготавливают более мощные станки. В этом случае усилие создают при помощи лебедки, а трубу закрепляют покрепче, чтобы не сорвалась.
Выводы и полезное видео по теме
Основные правила изготовления станка для обработки профильных труб:
Трубогибочный станок, по конструкции приближенный к заводскому:
Из всех вариантов профилегибочных станков следует выбирать конструкцию, наиболее соответствующую цели ее использования. Иногда достаточно самого простого механизма, чтобы обеспечить себя необходимым количеством гнутого профиля без особых финансовых затрат.
У вас есть личный опыт сооружения станка для гибки труб? Возможно вы можете сообщить полезную информацию по теме статьи и разместить фото сделанного устройства? Пожалуйста, оставляйте комментарии, делитесь опытом, задавайте вопросы в расположенном ниже блоке.