Катет шва характеризует прочность и качество углового сварного соединения. Величину нормирует ГОСТ, отклонение в меньшую или большую сторону одинаково нежелательно. Чтобы избежать этого, необходимо правильно выбирать диаметр электрода и соблюдать технологию.
Расшифровка обозначений.
Катет в сварочном соединении
Швом называют зону сплавления 2 деталей. Здесь имеется усиление, образованное материалом электрода. Его называют наплавкой.
Для понимания того, что такое катет сварного шва, необходимо представить поперечный разрез углового соединения. На нем наплавка имеет форму равнобедренного треугольника с выпуклым или вогнутым основанием.
Боковые стороны являются прямыми и прилегают к поверхностям свариваемых деталей. Длина каждой из них – это катет углового шва.
Данный параметр характеризует:
- Прочность конструкции. С увеличением размеров усиления, а значит, и его катетов, возрастают объем наплавки и площадь ее прилегания к деталям. Соответственно, повышается стойкость соединения к нагрузкам.
- Качество шва. При соблюдении технологии оба катета равны. Невыполнение этого условия свидетельствует об отклонении дуги в сторону, в результате чего одна из заготовок удерживается слабо. По этой причине снижается прочность конструкции.
В серийном производстве требуется обеспечить необходимый минимальный катет, с тем чтобы не ослабить изделие и одновременно избежать перерасхода материалов и энергии. Это позволит снизить себестоимость продукции без ущерба для ее прочностных характеристик.
Разновидности швов и геометрия стыков
Соединяемые детали ориентируют одну относительно другой по-разному.
В зависимости от этого различают 3 вида швов:
- Стыковой. Детали расположены в одной плоскости, торцы их стенок упираются один в другой.
- Нахлесточный. Шов используют при том же расположении деталей, если их малая толщина (менее 8 мм) не позволяет применить стыковой вариант. Элементы накладывают один на другой с нахлестом в 2 мм и приваривают с обеих сторон вдоль кромки.
- Угловой. Его применяют в крестовидных, Г- и Т-образных стыках. Детали могут располагаться с отклонением от прямого угла, например крестообразное соединение вида «Х» вместо «+».
Рекомендуем к прочтению Как варить угловые швы
Различают лобовой и фланговый нахлесточные швы. Первый выполняют привариванием накладываемой детали вдоль торцевой кромки, второй – вдоль боковых по обеим сторонам.
Параметры сварных швов.
Кроме катета, геометрия сварного шва характеризуется еще рядом параметров.
Основными являются:
- Ширина. Максимальный размер по горизонтали.
- Высота. То же по вертикали.
- Выпуклость или вогнутость. Расстояние от поверхности деталей до наивысшей точки наплавки.
- Глубина провара. Расстояние по вертикали от поверхности деталей до нижней точки расплавленного металла.
Глубинную часть шва называют корнем. Он прилегает к нерасплавленному металлу. Проваривание корня – наиболее ответственный этап при соединении массивных заготовок. Швы в таких конструкциях делают в несколько подходов.
Сначала формируют корень, стараясь ровно и без дефектов приварить кромки электродом диаметром 3 мм. Затем более толстым набирают усиление необходимого объема.
Длина сварного шва.
Правильная настройка аппарата для сварки
Режим работы определяется 3 параметрами:
- напряжением;
- силой тока;
- скоростью движения электрода.
Настройка аппарата состоит в подборе их оптимальных значений.
На это влияют следующие факторы:
- Толщина заготовок.
- Материал.
- Вид шва.
Параметры подбирают опытным путем, действуя в такой последовательности:
- Берут ненужный фрагмент из того же материала, что и заготовки, которые нужно приварить.
- Зачищают его шлифмашинкой до металлического блеска.
- Выставляют на аппарате напряжение в 15-20 В и сварочный ток в 100 А.
- Зажигают дугу и путем постепенного регулирования параметров добиваются стабильного горения с хорошей глубиной провара.
- Фиксируют оптимальные настройки письменно или посредством фотосъемки.
- Плавно уменьшают силу тока, пока дуга не погаснет. Записывают ампераж, при котором это произошло.
- Возвращают регулятор на 100 А, снова зажигают дугу и увеличивают силу тока до наибольшего значения. Его тоже фиксируют.
- Снижают напряжение на 0,5 В и тем же способом определяют минимальную и максимальную силу тока. Несколько раз повторяют это действие, с каждым разом уменьшая вольтаж.
- Возвращаются к оптимальным настройкам.
- В том же порядке определяют верхний и нижний пределы силы тока, несколько раз повышая напряжение с шагом в 0,5 В.
Рекомендуем к прочтению Как рассчитать прочность сварного шва
Пункты 6-10 инструкции позволяют определить крайние точки диапазона, в пределах которого можно регулировать аппарат перед работой с другими заготовками.
При настройке полуавтомата скорость подачи присадочного прутка подбирают в зависимости от силы тока: чем больше ампераж, тем быстрее должен поступать материал.
Самостоятельный расчет катета и ГОСТы
Различают 2 случая:
- Простой. Конструкция малоответственная, высоким нагрузкам не подвергается.
- Сложный. Степень ответственности высокая, на конструкцию воздействуют большие усилия.
В первом случае катет принимают равным толщине заготовки, если она не превышает 4 мм. В противном случае ее умножают на 0,4 и добавляют 2 мм. Используют электроды с диаметром, равным катету.
- Для ответственных конструкций осуществляют расчет катета.
- Исходная формула: N = 0,7 K * L * Rc, где:
- N – рабочая нагрузка на соединение, кгс;
- K – катет, см;
- L – длина шва, см;
Rc – расчетное сопротивление срезу, кгс/кв. см.
Отсюда K = N / (0.7 * L * Rc).
Если шов двойной, например нахлесточный фланговый, полученный результат делят на 2.
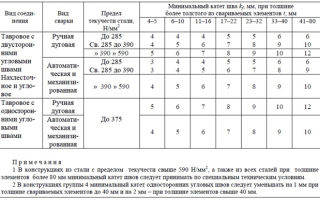
В приложении 1.12 ГОСТ 5264-80 приведена таблица минимальных значений катетов. Определить их параметры для заготовок с большей толщиной можно по данным СНиП II-23-81*.
Последствия неправильного вычисления катета
Ошибки приводят к следующим результатам:
- В меньшую сторону. Прочность шва не соответствует расчетной. При воздействии рабочей нагрузки соединение разрушается.
- В большую сторону. Нерационально используются материалы и энергия. Себестоимость изделия или конструкции неоправданно возрастает. Это особенно сказывается при серийном производстве. Годовые потери могут исчисляться сотнями тысяч рублей.
При разовом изготовлении малогабаритной конструкции, не подверженной большим нагрузкам, отклонения в ту или другую сторону некритичны. В этом случае катет шва можно подбирать приближенно.
Габаритное сооружение, находящееся под нагрузкой от большого собственного веса и тяжелых механизмов, требует иного подхода.
Катет и другие параметры сварных швов рассчитываются с большой точностью и в соответствии с требованиями ГОСТ. В противном случае конструкция может обрушиться.
Влияние скорости и режима сварки
Существует зависимость конфигурации поперечного сечения шва от параметров процесса:
- С увеличением силы тока при неизменном напряжении возрастает температура, поэтому глубина провара становится большей. Но при избыточном ампераже возможно прожигание металла.
- Рост напряжения при постоянной силе тока приводит к увеличению катета. При избытке возможен непровар.
- При увеличении скорости движения электрода снижается температура нагрева металла. Уменьшаются ширина шва и глубина провара. При скорости свыше 50 м/ч недостаток температуры приводит к образованию дефектов, делающих шов непрочным.
- Вязкость материала электрода влияет на форму усиления. Чем она выше, тем более выпуклой становится наплавка.
Рекомендуем к прочтению Как на чертежах изображают сварные швы
Режим сварки подбирают по заготовке с наименьшей толщиной, чтобы не прожечь ее.
Как контролировать процесс
Чтобы удостовериться в надежности сварного соединения, необходимо знать, как измерить параметры выполненного шва.
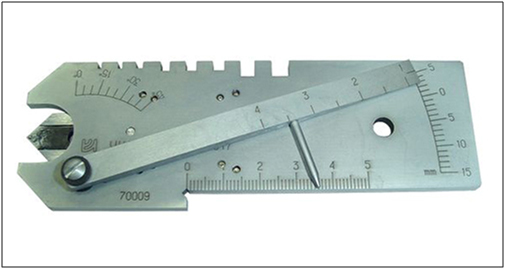
Наиболее прост и доступен способ с применением т.н. «катетометра». Понять, что это такое, поможет пример с более распространенным приспособлением. Для регулировки зазоров применяют набор щупов – прямоугольных пластин разной толщины, скрепленных в 1 точке.
Катетометр устроен схожим образом, только в пластинах со стороны угла сделаны вырезы, соответствующие профилю швов с разными катетами. Прикладывая их одну за другой к наплавке, сварщик подбирает подходящую.
При этом стороны плотно прилегают к поверхностям приваренных заготовок (располагаются перпендикулярно), кромка выреза – к усилению шва. На пластине выбита цифра, соответствующая катету.
Другой способ основан на применении более распространенных измерительных инструментов – угольника и штангенциркуля. Последний можно заменить линейкой.
Действуют в таком порядке:
- Угольник приставляют к одной из заготовок катетом так, чтобы второй был направлен параллельно другой детали. При этом инструмент должен касаться наплавки.
- Щупом штангенциркуля или линейкой замеряют ширину просвета между вторым катетом и другой заготовкой.
Приведенным методам присущи 2 недостатка:
- низкая точность;
- большие затраты времени при проверке длинных швов.
Более эффективны следующие способы:
- Дефектоскопия.
- Ультразвуковой контроль.
- Просвечивание шва рентгеновским и гамма-излучением.
- Радиография.
- Капиллярный метод.
- Магнитное зонирование.
При серийном производстве можно выбрать разрушающий метод: пробное соединение разламывают и осматривают шов изнутри.
Катет сварки и сварочного шва: что это такое простыми словами, таблица и измерение
Сварочные соединения характеризуются несколькими параметрами. К ним относятся: наличие полостей, толщина, выпуклость ширина и др. В зависимости от вида стыка – прямого или углового, существуют различные критерии и параметры.
Для прямоугольного соединения одним из главных показателей является катет сварного шва. Этот критерий определяет прочностные характеристики соединения, площадь нагрева деталей при варке и т.д.
Виды швов в процессе сварки
Место стыковки частей металлических деталей называется сварочным швом. Он образуется за счет расплавления контактирующих частей изделия и их последующего охлаждения.
В зависимости от пространственного расположения деталей выделяют стыковые и угловые швы. В первом случае стыковка осуществляется в одной плоскости. Металлические части располагаются торцами друг к другу, а саму сварку осуществляют в горизонтальном положении.
[box type=”fact”]Угловое соединение формируется между деталями, расположенными под углом. Самым распространенным вариантом является прямой угол в 90 °.[/box] Влияние режима сварки на форму шва. Влияние режима сварки на форму шва.
Влияние режима сварки на форму шва.
Кроме отмеченных выше видов, соединение может быть тавровым или внахлест. Первый вид предусматривает расположение деталей нормально друг к другу буквой «Т». Он может располагаться либо с одной, либо с двух сторон.
В тавровом виде стыка детали часто располагают наклонно друг к другу. Такое расположение уменьшает растекание металла ванны. В результате шов формируется между бортов изделия.
Нахлест используют для соединения листов небольшой толщины. Сваривание в таких случаях может также осуществляться и с одной, и с двух сторон.
Итак, что это такое – катет сварочного шва? Данный критерий определяет наименьшее расстояние от первой детали до углового соединения на второй. Чтобы лучше понять, что такое катет, проще сказать, что это сторона самого большого равнобедренного треугольника, вписанного в поперечное сечение соединенных деталей.
Данный параметр является очень важным и определяет качество и надежность сварки.
Этот критерий влияет на:
- прочность изделия;
- расчет при сваривании изделий разной толщины;
- косвенно характеризует деформацию изделий из-за их нагрева при работе.
При выборе указанного параметра, необходимо понимать, чему должен соответствовать сварочный шов. В зависимости от вида изделия, их толщины, а также сферы применения, производят расчет оптимального значения катета.
Геометрия шва
Катет шва должен соответствовать геометрическим параметрам, указанным в нормативных документах. По ним же осуществляются математические расчеты основных геометрических характеристик по формулам и таблицам.
Параметры сварного шва.
Геометрия сварочного стыка определяется типом соединения. От типа и размеров свариваемых деталей будет зависеть сечение стыка.
На производстве все параметры и прочность соединений рассчитывают с помощью формул. В домашних условиях можно ограничиться готовыми шаблонами.
Наиболее удобным и распространенным является универсальный шаблон, представляющий собой набор скрепленных между собой пластинок. Поочередно прикладывая их к поверхности изделий, выбирают ту, которая наиболее плотно к ним прилегает.
При сварке металлических конструкций, не требующих высокой прочности и надежности, минимальный размер шва определяют исходя из толщины металла.
Оценить контакт на глаз очень просто. Обычно он соответствует толщине металла. Так, для сварки изделий толщиной 7 мм, катет также должен равняться 7 мм. Можно провести и более точные расчеты, воспользовавшись соответствующей формулой.
После выполнения расчетов выбирают необходимый ток и напряжение, после приступают к сварке.
Выбор катета
Данный параметр напрямую определяет надежность изготовленных деталей. Это объясняется площадью их соединения и наливочного материала. Если все сделано правильно, тогда нагрузка на конструкцию распределится равномерно по всей площади контакта. Такое изделие может выдерживать сильные удары и т.д.
В то же время большой шов не всегда является показателем высокой надежности. В данном вопросе необходимы тонкие расчеты нагрузок. Нельзя допускать перенапряжения металла, иначе деталь может попросту согнуться, и ее нельзя будет использовать.
В связи с вышесказанным, сварочный стык необходимо выбирать в соответствии с поставленными задачами и свариваемыми материалами. От этого будет зависеть результат работы.
Катет сварного шва.
Чтобы правильно выбрать катет в той или иной ситуации, необходимо понимать, какими свойствами он должен обладать. В первую очередь необходимо обратить внимание на его форму. Он должен быть однородным и равномерным. В данном случае достаточно даже визуального контроля.
Высота шва должна быть одинаковой вдоль всей площади контакта. Его ширина также должна быть одинаковой. Это позволит нагрузкам на конструкцию из металла распространяться равномерно вдоль всего соединения.
Важным параметром является его однородность. Обычно материалы с разным составом свариваются плохо. Чтобы получить высококачественную сварку необходимо правильно выбирать электроды.
Контакт должен иметь правильное геометрическое расположение и максимально охватывать скрепляемые изделия.
Не менее значимым параметром является глубина провара. Заготовки должны контактировать по всей возможной площади, иначе они не смогут выдерживать значительные нагрузки.
[box type=”info”]В профессиональной сфере рассчитывается каждый параметр стыка, чтобы придать конструкции максимальную прочность. Здесь нужно знать, как рассчитать катет, чтобы он приобрел требуемые параметры и как провести сварку.[/box]Шов рассчитывается в зависимости от типа свариваемых деталей. Для правильного выбора необходимо учесть все параметры материалов: размеры, ширину и т.д. Стойкостные характеристики соединения зависят от его толщины и длины.
Именно длина является главным критерием расчета и выбора шва, так как от нее зависит прочность. При достаточно большом значении длины может наблюдаться расход материалов изделия и их деформация.
Правильное использование шаблонов позволит избежать появления дефектов, характерных сварке. В большинстве случаев достаточно использования универсального шаблона, чтобы получить качественную и надежную конструкцию из металла.
Как измерить катет шва?
Для контроля выполненных работ необходимо точно произвести измерения. Это позволит определить, не были ли допущены ошибки при расчете, и оценить качество изделия.
Сварной шов с усилением.
Искомый размер стыков измеряется в соответствии с геометрическими формулами. Для этого достаточно рассчитать катет максимального равностороннего треугольника, вписанного в сечение контакта между деталями.
В зависимости от ситуации расчет выполняется по-разному. Например, если сварка была сделана нахлестом листов, толщиной до 4 мм, то катет стараются делать той же толщины. В других случаях его размер должен составлять 40% от толщины.
Итог
Катет сварного шва является важной характеристикой, определяющей важнейшие параметры полученного изделия. Долговечность, качество и надежность сварки напрямую зависит от данного критерия.
Изготовить соединение в соответствии со всеми нормами можно с помощью готовых шаблонов. Они значительно упростят сварку, исключив необходимость в дополнительных расчетах.
Во многих случаях достаточно ориентироваться на правило, согласно которому катет соединения должен равняться толщине свариваемых материалов. Однако это относится к конструкциям, не требующим высокой надежности.
Рассчет катета сварного шва
У сварочных швов есть различные характеристики. Например, ширина, толщина или высота усиления. И эти характеристики напрямую зависят от разновидности соединения: прямого или углового сварного шва. С помощью таких характеристик можно без труда рассчитать катет сварочного шва. Это очень полезный расчет, он позволит вам улучшить качество своей работы и не только.
Но что такое катет сварного шва? Как измерить катет шва по его ширине? И зачем вообще необходимо измерение катета? В этой статье мы постараемся кратко ответить на эти вопросы и рассказать, как произвести расчет катета сварного шва от толщины металла. Новичкам будет достаточно прочтения одного этого материала, чтобы вникнуть в суть.
Общая информация
Катет сварочного шва — это катет треугольника, который мы можем вписать в продольное сечение. Вписать, конечно, условно.
Но зачем вообще производить расчет катета углового сварного шва (или любого другого типа соединения, будь то прямой, стыковой или внахлест)? Конечно, вы можете приобрести для этого специальную механическую линейку, но мы рекомендуем научиться производить расчеты самостоятельно. Это улучшит ваши профессиональные навыки.
С помощью расчетов вы сможете буквально измерить прочностные характеристика вашего шва.
Вы не можете просто сделать катет шва при сварке большего размера, чтобы решить проблему слабого соединения (хотя на первый взгляд вам даже может показаться, что шов и так достаточно прочный).
Многие новички считают, что можно просто увеличить наплавку и проблем не будет, но это большая ошибка. Чем больше вы наплавляете металл, тем больше нагревается деталь, а перегрев может стать причиной деформации металла.
Также расчет необходим с финансовой точки зрения. Вы сможете до копейки рассчитать себестоимость работ и вам не придется увеличивать количество комплектующих, электричества и сил, чтобы сделать слишком толстый или широкий шов.
Еще расчеты полезны в случаях, когда есть серьезные различия по толщине свариваемых деталей. Например, вы свариваете деталь из тонкого металла с деталью из толстого металла.
В таких случаях нужно проводить расчет детали из тонкого металла.
Произведя расчеты вы просто не сможете сделать шов слишком узким. А это особенно важно, если вам нужно сварить важную металлоконструкцию, к которой предъявляются повышенные требования.
Особенно, если нужно сделать много угловых швов, которые больше остальных подвержены деформации. С виду ваши соединения могут казаться вполне прочными, а по факту ответственная конструкция может просто не выдержать механическую нагрузку при эксплуатации.
Словом, расчет катета — это действительно важно. Ну а как произвести расчет мы расскажем далее.
Как рассчитать катет сварного шва
Существует огромное количество формул, с помощью которых можно рассчитать катет шва. Вместе с ними есть и различные типы швов: стыковые, тавровые, нахлесточные, угловые, и каждый из типов имеет свои подтипы.
Получается, что каждому типу шва по формуле, а их около десятка (с учетом всех особенностей, конечно).
Их все мы не сможем раскрыть в рамках этой статьи, поэтому расскажем, как рассчитать катет по ширине шва, поскольку это самая популярная и часто применимая формула.
- Т — это наш катет
- S — ширина нашего шва
- cos45° — это косинус, равный 45 градусам (значение неизменно, cos45°= примерно 0.7)
Вот и вся формула. По ней несложно узнать размер катета углового шва, например. Потому что по сути своей катет углового соединения равен катету треугольника, который мы можем вписать.
Мы не будем производить расчет катета сварного шва от толщины металла, поскольку здесь даже формулы не нужны. Нужно просто взять значение по наименьшей толщине и это будет наш ответ. Простой пример: у нас есть металл толщиной 3 миллиметра. Нам нужно его соединить.
Мы будет выяснять катет по толщине. Просто смотрим, что толщина металла действительно 3 миллиметра по всему периметру и используем это значение. Расчет катета сварного шва от толщины металла очень удобен, если используются нахлесточные швы и детали достаточно тонкие.
Если детали толстые, то просто рассчитайте 40% от толщины.
Ниже таблица минимальных катетов сварных швов для тавторвых соединений. Она будет полезна, если у вас нет возможности произвести быстрый расчет. Сохраните ее себе и попробуйте применить в работе.
Свойства качественного шва
Теперь мы знаем, как рассчитать катет сварного шва. Но этого недостаточно для того, чтобы соединение гарантировано получилось качественным и надежным.
У сварного соединения есть свои свойства и особенности, которые нужно учитывать. Самое главное — шов должен быть равномерным и однородным по всей длине.
Не должно быть никаких отклонений в сторону или слишком большой наплавки в отдельных местах.
Контролируйте себя, визуальный контроль доступен без приборов и особых навыков. Один небольшой недостаток может обернуться обрушением металлической конструкции спустя время. Также ширина шва должна быть одинаковой. Если ширина шва будет меняться, то нагрузки будут распределяться неравномерно, что может привести к образованию трещин и разрушению сварного соединения.
Также следите за толщиной шва (проще говоря, его глубиной). Глубина провара должна быть тоже равномерной, чтобы не возникали внутренние трещины.
Профессиональные сварщики на крупном производстве буквально до миллиметра рассчитывают будущие характеристики шва, его толщину, ширину и длину. И выполняют работу согласно этим расчетам.
Конечно, это излишне в любительской и полулюбительской сварке, но вы должны заранее понимать, какой шов необходимо получить в итоге.
Чем больше сходств у свариваемых деталей, тем лучше. Конечно, существуют методы сварки неоднородных металлов, состав которых сильно отличается, но соединение все равно никогда не будет таким прочным, как при сварке однородных металлов.
Установите правильную силу тока, используйте в работе профессиональное сварочное оборудование (если занимаетесь сваркой не на любительском уровне), подберите правильные электроды для сварки. Только соблюдая все это расчеты будут иметь смысл.
Если вы сделаете миллион расчетов, но не установите на сварочнике правильную силу тока, то ваши старания просто пойдут насмарку.
Вместо заключения
Измерение катета шва в зависимости от толщины металла или его ширины крайне необходимо, это всего лишь один из «инструментов» сварщика, такой же как сварочный аппарат или теоретические знания. Зная минимальный катет сварного шва можно в буквально смысле рассчитать прочностные характеристики сварочного соединения.
Также не забывайте соблюдать остальные правила: правильно подберите стержни, настройте аппарат и не спешите во время сварки. С опытом к вам придет понимание всех особенностей этого интересного дела.
Если у вас уже есть опыт расчета катета для разных типов швов, то поделитесь им в х к этой статье. Мы уверены, ваши советы будут не лишними для многих новичков. Желаем удачи в работе!
Расчет длины катета сварного шва от толщины металла для различных видов сварочных швов
В производстве металлоконструкций и автомобилей с большим весом сварные соединения должны выдерживать высокие нагрузки. Спай будет качественным только в том случае, если перед началом работ точно рассчитаны все параметры.
Один из важных показателей – катет шва (К). Это одна из сторон самого большого условного треугольника с равными боками, который возможно вписать в поперечное сечение соединения (ГОСТ Р ИСО 17659-2009, вступивший в силу 01.07.2010 г).
Ее можно измерить или рассчитать, базируясь на размеры свариваемых элементов.
Выбирая длину стороны треугольника, учитывается размеры заготовок, положение и вид спая. Подбор осуществляется для каждого элемента, но учитываются общие принципы. В домашнем хозяйстве можно использовать шаблон для измерения.
Чтобы соединение было достаточно прочным, обе одинаковые стороны треугольника должны иметь одинаковую длину (если элементы расположены под углом 90о).
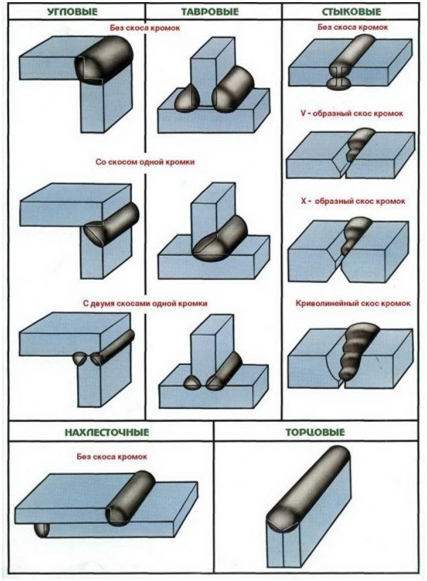
Соединения могут быть:
- стыковые (без скоса кромок, с односторонним, с V-образным, X-образным, криволинейным скосом);
- торцевые;
- внахлест;
- угловые (угол от 30о, односторонние, двусторонние без скоса кромок, с одним или двумя скосами);
- тавровые (угол острый или прямой, односторонние, двусторонние, без скоса кромок, с одним или двумя скосами).
Расчет длины катета сварного шва в зависимости от толщины металла возможен для трех видов швов: угловых, тавровых, внахлест.
Расчет длины катета шва, исходя из толщины металла, требуется на промышленном производстве, так как от этого показателя зависит прочность спая, расход сварочной проволоки, ее диаметра (чем длиннее сторона треугольника, тем толще проволока).
Важно! Если сторона треугольника слишком длинная, увеличивается объем жидкого металла (из-за большой площади нагрева) и расход присадки, готовое изделие может деформироваться.
Катет важен так же, если свариваются элементы различных размеров (расчеты производятся, базируясь на меньший показатель).
Читайте так же: Расчет длины сварных швов
Формула расчета
Объем наплавленного материала равен квадрату катета. Например, если К увеличивается на 1 мм при длине спая 10 мм, расход проволоки увеличивается на 20%.
Для соединения внахлест материалов с толщиной до 4-х мм К=4. Если показатель больше, нужно взять 40% толщины и приплюсовать 2 мм.
Угловые сварные соединения бывают:
- нормальные (без выпуклости и вогнутости) — К равен толщине металла;
- вогнутые — К=0,85;
- выпуклые — К= s×cos45°, где s – ширина спая, cos45°=0,7071;
- специальные (треугольник не равнобедренный).
При расчете длины катета сварного шва в зависимости от толщины металла формулы недостаточно — важен способ сварки и текучесть свариваемого металла.
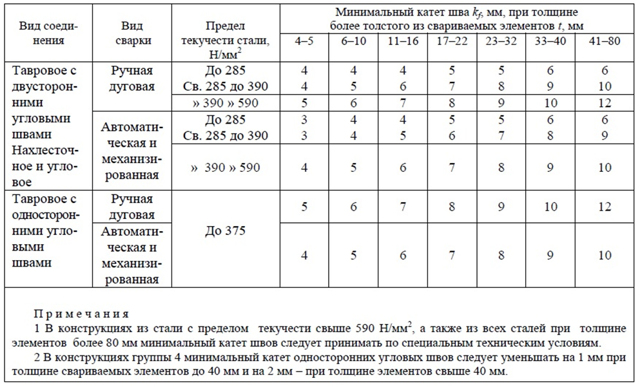
Полученный результат необходимо сверить с требованиями ГОСТ 11534-75 и ГОСТ 5264-80 или справочными материалами.
При проведении сварочных работ в домашнем хозяйстве достаточно установить сторону треугольника, превышающую толщину на 1-1,5 мм, или определить показатель по таблице. Существуют правила, которые необходимо соблюдать всегда. К должен быть меньше, чем толщина самого тонкого элемента, умноженная на 1,2. Протяженность спая должна быть меньше, чем К*4.
Читайте так же: Сварка углеродистых сталей — виды и технологии сварки
Расчет катета для шва 1м
На практике все расчеты достаточно условные, так как базируются на предпосылках:
- нагрузка распределяется равномерно по всей длине наплавленной присадки;
- разрушение возможно только по слою присадки, равному 0,7 К.
- Цель проектировочных расчетов – определить оптимальный размер спая для определенного показателя растяжения и осевого напряжения.
- Оптимальная протяженность наплавленной присадки по нагрузке на растяжение определяется по формуле:
- L= F/ρ*[ρ], где
- L – протяженность спая;
- F – планируемая реальная нагрузка на соединение;
- ρ – допустимая нагрузка на соединение.
- Оптимальная протяженность по осевому напряжению:
- L=F/0,7К*ρ
- Из этой формулы можно вывести формулу для расчета К при протяженности наплавленной присадки 1 м:
- К= 0,7*L*ρ
- К=0,7*ρ
- Это значит, что К полностью зависит от величины допустимой нагрузки.
- Допустимые нагрузки на сжатие, растяжение и срез для различных методов сварки определены в специальных таблицах.
- При разработке проектной документации:
- выбирается метод сварки, вид сварки, марка электрода (проволоки);
- определяют нормативную допустимую нагрузку;
- рассчитывают длину спая на растяжение и осевое напряжение;
- создают чертеж соединения;
- уточняют технические характеристики и размеры свариваемых элементов.
При разработке проектной документации сварки определение точной величины катета шва от толщины металла и оптимальной длины спая проводится с целью повысить качество работ и минимизировать их себестоимость.
Важно получить прочные и надежные соединения при минимальных затратах.
Особенно важен этот показатель на больших промышленных предприятиях, изготавливающих металлоконструкции, которые должны выдерживать во время эксплуатации повышенные нагрузки.
Гост 16037-80 на сварные соединения ручной дуговой сваркой
Ручная дуговая сварка труб остается одним из самых распространенных способов монтажа трубопроводных систем, являющихся как самостоятельными транспортно-распределительными сетями, так и компонентами технологического оборудования. Высокое качество стыков трубопроводных комплексов — это залог их безопасного функционирования.
Способы сварки, типы стыков, геометрические параметры и типовые размеры, а также способы разделки кромок — все это регламентировано в ГОСТ 16037-80 ручная дуговая сварка соединения сварные. Строгое соблюдение требований стандарта при проектировании, формировании технологического процесса и выполнении сварки стальных трубопроводов обеспечивает должный уровень качества.
Условные обозначения соединений
В стандарте описаны три типа сварных соединений трубопроводов:
- стыковые, обозначаются литерой С
- угловые, литерой У
- нахлесточные, обозначаются литерой Н.
Внутри каждого типа актуальный стандарт детализирует множество подтипов в зависимости от:
- вида сварного шва;
- числа сторон проварки;
- конфигурации подкладки;
- ее съемности;
- без скоса, со скосом одной или двух кромок;
- формы сечения кромок
- формы сечения шовного материала
- способа сварки;
- толщины стенок;
- диаметра трубы.
Пример обозначения типа С13.
В условное обозначение, кроме типа, входит признак замкнутости линии, способ сварки, параметры катета и вспомогательные символы. В соответствии с ГОСТ 16037 80 используется сварка аргоном, под флюсом и газом.
Работа в атмосфере защитных газов может выполняться как плавким, так и неплавким электродом. Обычно трубы выполняют из углеродистой стали. Для работы в агрессивных средах применяют нержавеющие сплавы.
Реже используются сплавы цветных металлов.
Конструктивные элементы и размеры кромок заготовок и шва
Сварка труб ГОСТ 16037-80 подразумевает следующие основные элементы:
- s: толщина заготовки;
- b: расстояние между кромками заготовок;
- e: ширина шва;
- g: его выпуклость;
- а –общая толщина шва;
- с -притупление кромки;
- В –глубина нахлеста;
- K — катет углового шва;
- Dn – общий диаметр трубы;
- f – размер фланцевой фаски.
Типы сварных швов
- Стыковые швы используются при сварке кольцевых стыков труб в соответствии с ГОСТ. Такие соединения обозначаются С1-С53
- Они выполняются одно- и двухсторонними, с прямолинейным и закругленным скосом кромок и с расточкой.
- В односторонних швах может быть предусмотрена съемная или остающаяся подкладка, а также расплавляемая вставка.
- Соединения секторов на повороте трубопровода выполняется со скосом кромок и обозначаются С54-С55.
- Соединения фланца и трубопровода обозначается как С56
- Пример обозначения углового соединения типа У2.
- Угловые швы обозначаются У5-У21, нахлесточные Н1-Н4
Таблица размеров катета шва
Значения катетов шва в зависимости от типа шва, расстояния между кромками, сварочного метода и размера фланцевой фаски сведены в таблицы для каждого типа отдельно.
Таблица размеров катетов для У21.
Разделка труб под сварку
ГОСТ регулирует виды и характеристики подготовки к сварным работам для различных типов соединений:
- стыковых;
- угловых;
- нахлесточных.
Перед началом сварочных работ необходимо проводить подготовку. В нее входит:
- механическая зачистка, выполняется с целью удаления пыли, следов коррозии, оксидной пленки;
- химическая обработка, для удаления масложировых пятен и окисной пленки;
- разделка кромок.
Разделка проводится с помощью механической обработки кромки. При монтаже трубопроводов она выполняется специальными машинами. Во время ремонтных работ допускается выполнение разделки с помощью угловых шлифмашин.
- Разделка кромок выполняется при толщине заготовок от 4 мм.
- Для угловых соединений под отводы выполняют скашивание одной или обеих кромок под углом 45о.
- Стыки на трубопроводах подразделяются на поворотные и неповоротные.
Сварка стальных трубопроводов ГОСТ 16037 рекомендует применять по возможности поворотные стыки. Они варятся в наиболее удобном и выгодном нижнем сварочном положении, разделка кромок для него выполняется одинаково по всему периметру стыка.
Неповоротный стык приходится варить во всех сварочных положениях, переходящих одно в другое по мере продвижения по шву вокруг трубы.
Разница между толщиной стенок соединяемых встык труб не должна быть более 10% и не превышать трех миллиметров. При этом ширина зазора должна быть постоянной по всему стыку и находиться в переделах от 2 до 3 мм.
[stextbox id=’alert’]До того, как начать монтаж, необходимо обработать кромки и околошовную зону на 20-30мм, очистив ее от механических загрязнений, следов коррозии и масложировых пятен.[/stextbox]Перед основной электродуговой сваркой торцы труб прихватывают друг к другу:
- трубы до 300 мм в диаметре: 4 прихватки;
- свыше 300 мм- равномерно через каждые 200-300 мм.
Трубы с толщиной стенок 12 мм и более проваривают в три приема. На первом этапе формируют корень шва в виде валика с возвышением 1,5-3 мм, равномерно распределенного по длине стыка. Электрод при этом следует вести возвратно-поступательно.
Фаски под сварку
При соединении толстых трубных заготовок сформированный шов следует делать толще, чем сама деталь. Для формирования соединения с заданными геометрическими параметрами требуется выполнить разделку кромок, сняв фаску. После этого электроду будет обеспечен доступ для качественной проварки шва на всю глубину.
Основными параметрами фаски являются:
- Зазор b. расстояние меду заготовками, до 2-3 мм.
- Притупление C. Не скошенная часть кромки. ее оставляют, чтобы снизить вероятность прожога корня шва..
- Угол скоса β. При двусторонней разделке острый угол принимает значения 15-30 о, при односторонней- до 45о.
- Угол разделки α. Тупой угол равен двойному значению угла скоса, обеспечивает должный доступ к корню шва для сварочного оборудования.
Параметры фаски.
Если значение притупления невелико или его вовсе нет, то прожог предотвращают такими методами, как:
- использование подкладок, препятствующих вытеканию расплавленного металла;
- сварка на флюсовой подушке;
- предварительное подваривание;
- выполнение замка.
Технологам следует обращать особое внимание на корректный расчет и соблюдение оптимальных значений параметров разделки. Это позволяет снизить трудоемкость, экономно расходовать материалы и сохранять контроль над себестоимостью.
При подготовке стыковых соединений вид фаски зависит от толщины деталей:
- 3-25мм: одностороння фаска;
- 26-60мм: двухсторонняя;
Для угловых устанавливаются следующие границы:
- 3-20мм: одностороння;
- 21-50 мм: двухстороння.
Исходя из геометрической формы профиля поперечного сечения, выделяют такие типы разделки:
- обычный скос, профиль представляет собой трапецию,
- Х-образная, два скоса сделаны навстречу друг другу таким образом, что профиль поперечного сечения двусторонней разделки визуально напоминает очертания буквы Х;
- U-образная, профиль поперечного сечения криволинейный и напоминает очертания буквы U.
ГОСТ на сварку труб рекомендует применять U-образную разделку при больших толщинах заготовок, с целью снизить площадь сечения шва и, следовательно, снизить расход материалов и повысить скорость работы.
Форму разделки выбирают, руководствуясь толщиной труб:
- 3-25мм: Х-образная или V–образная;
- 26-60мм- U–образная;
- более 60 мм- специальные формы.
Они представляют собой:
- уступы;
- сложные криволинейные профили, призванные сохранить доступ электрода к корню шва и понизить площадь поперечного сечения.
Для разделки используются следующие способы:
- Газовый резак. Характеризуется низкой точностью и недостаточным качеством поверхности. Требует дополнительной обработки механическими способами.
- Мехобработка. Строгальная или фрезерная обработка дает достаточную чистоту и форму поверхности. Долбежная обработка также требует финишной мехобработки.
При разделке кромок труб большого диаметра используются специальные торцовочные аппараты. Во время ремонтных работ на магистралях отопления разделка часто выполняется вручную шлифмашинами.
Заключение
ГОСТ на сварку трубопроводов – важный регламентирующий документ, устанавливающий условия на подготовку и проведение работ. Он определяет методы сварки, типы соединений, статус разделки и конструктивные параметры для каждого из них.
Трубопровод служит не один год. Он также должен выдерживать давление жидкости или газа. Строгое соблюдение требований гост 16037 на сварку трубопроводов необходимо для обеспечения прочности, долговечности и герметичности сварных соединений.