
Проводим стационарный ремонт запорной арматуры на производственных площадях предприятия с использованием современного диагностического и ремонтного оборудования с выдачей документации.
Сразу оговоримся, что мы не выполняем первичный мелкий ремонт, который можно выполнить на месте без демонтажа трубопроводной арматуры.
Услуги оказываются в заводских условиях по отношению к разборной – ремонтопригодной арматуре запорного типа классической конструкции и защитной арматуре обратного типа с условным проходом до 600 мм.
Услуга ремонта запорной арматуры является комплексным предложением, состоящим из нескольких поэтапных услуг:
- Услуга ревизии запорной арматуры – пред ремонтная проверка на функциональность включающий внешний осмотр, оценку неисправностей и проверку герметичности испытаниями.
- Услуга диагностики запорной арматуры – разборка и подетальный осмотр всех частей трубопроводного устройства, как итог выявление причин неисправности и повреждений деталей конструкции.
- Ремонт запорной арматуры – разборка и устранение неисправностей, восстановление эксплуатационных свойств повреждённых деталей с применением специального оборудования.
Категории ремонта запорной арматуры (РЗА)
Виды и категории ремонта запорной арматуры
Категория ремонта запорной арматурыОписание ремонтаЧто входит в ремонтные работы *Возможность проведения ремонтаРЗА-1Мобильный текущий ремонт с выездом к заказчику.В восстановление герметичности без снятия арматуры с линии и оборудования.Не проводимРЗА–2Стационарный ремонт подетально в заводских условиях.Ревизия, диагностика и восстановление функционала запорной арматуры — замена уплотнений, набивки, восстановление фланцевых поверхностей, подгонка деталей затвора и шпинделя, шлифовка и притирка затвора и седла, антикоррозионная покраска.Проводим, принимаем на плановое обслуживание.РЗА–3Капитальный ремонт, поузловое и полное восстановление в заводских условиях.Ревизия и диагностика неисправностей запорной арматуры, ремонтные работы по категории РЗА-2, плюс восстановление с полной заменой деталей и узлов. Работы согласуются с заказчиком (наплавку металла уплотнений седла и затвора не делаем).Проводим по согласованию работ с заказчиком*Представлены основные виды работ
Для выполнения ремонтных работ категории РЗА-2 и РЗА-3 трубопроводная арматура демонтируется заказчиком и доставляется в ремонтный механический цех (РМЦ) нашего предприятия в г. Казань.
Типы трубопроводной арматуры на выполнение ревизии, диагностики и ремонта.
Трубопроводная арматураУсловный проход, Ду (мм)Исполнения У1, ХЛ1 по ГОСТ 15150-69Тип уплотнительных поверхностей затвора и седлаОбщепромышленное обозначение типа трубопроводной арматуры по классификаторуЗадвижки клиновыеРемонт (Ду15 – Ду600) (Диагностика -испытания до Ду1000)С – Углеродистая сталь ЛС – легированная сталь
НЖ – нержавеющая сталь, (требуется согласование по марке стали)
БК — без колец (металл-металл); НЖ – нержавеющая сталь30, 31Вентили запорные клапаны13, 14, 15Обратные клапаны поворотные и подъемные16, 19НЕ РЕМОНТИРУЕМ — Трубопроводную арматуру из чугуна, цветных металлов, полимеров
Вторичный и капитальный ремонт запорной арматуры (РЗА-2 и РЗА-3) производятся после ревизии и диагностики неполадок изделия, которые включают в себя поэтапную проверку работоспособности трубопроводного устройства.
Все о транспорте газа
ВВЕДЕНИЕ
Общие сведения о запорной арматуре
Трубопроводная арматура представляет собой приспособления, которые монтируются на трубопроводах, котлах, резервуарах и других устройствах, находящихся под давлением, для включения и отключения отдельных участков трубопровода, регулирования расхода и давления среды, указания и регулирования уровней жидкостей, изменения направления движения транспортируемой по трубопроводам среды и т. д. Наиболее распространенный вид арматуры — запорная.
Читать еще: Монтаж водоснабжения своими руками
К запорной трубопроводной арматуре относятся устройства, предназначенные для отключения одной части трубопровода от другой, включения и отключения технологических установок и сосудов.
Требования, предъявляемые к запорной арматуре
К особенностям запорной арматуры устанавливаемой на магистральных газопроводах относятся высокое давление транспортируемого газа (до 100 кгс/см 2 ), высокая температура газа на выходе из компрессорной станции (до 120 0 С), наличие в составе газа компонентов, вызывающих коррозию металла (углекислый газ, сероводород), наличие газового конденсата (до 1000 г/м 3 ), сконденсированной минерализованной воды, метанола, диэтиленгликоля и механических примесей (до 50 г/1000 м 3 ) с максимальной величиной частицы до 1 мм. В связи с этим к запорной арматуре магистральных газопроводов предъявляются следующие требования:
- запорная арматура должна обеспечивать герметичное отклю¬чение дефектного участка газопровода, сосуда или аппарата от технологических трубопроводов во избежание поступления к месту ремонтных работ газа, который может загореться, взорваться или вызвать отравление персонала;
- запорная арматура должна иметь хорошую герметичность относительно окружающей среды (в соединениях с трубопроводом, разъемах корпуса и через уплотнения полуосей затвора арматуры не должно быть утечек);
- конструкция запорной арматуры должна обеспечивать удобство ее обслуживания и ремонта, быстрое открытие и закрытие;
- при ручном управлении запорной арматурой усилия не должны превышать допустимых нормами величин;
- для обеспечения прохода очистных ершей и продувочных шаров в период эксплуатации газопровода диаметр запорного устройства должен соответствовать диаметру трубопровода, к которому оно подсоединено;
- запорная арматура должна обеспечивать минимальное гидравлическое сопротивление;
- запорная арматура длительное время должна сохранять герметичность и работоспособность.
- Название: Эксплуатация и ремонт запорной арматуры
- Издательство: Волгоградский колледж газа и нефти
- Год: 2005
- Страниц:
- Формат: .pdf
- Размер: 360кБ
- Качество: Отличное
- Серия или Выпуск:——
Ремонт шаровых кранов
Порядок восстановления зависит от типа детали, поэтому определяется мастером при осмотре. Поломки часто связаны с заводским браком, засорением конструктивных деталей или повреждением уплотнителей.
В ходе работ мы оцениваем общее состояние узлов, выявляем причины выхода из строя. После разборки проводим тестирование частей на соответствие предъявляемым требованиям и восстанавливаем поврежденные узлы. Для профилактики будущих неисправностей проводим консультации по оснащению трубопровода дополнительными фильтрами.
Ремонт арматуры своими руками
Чтобы устройства служили более длительный период времени, необходимо периодически производить обслуживание и ремонт запорной арматуры.
Наиболее частыми причинами протечки являются:
- износ уплотнительных прокладок;
- недостаточная набивка сальника.
Для замены прокладок производятся следующие действия:
- частичная разборка устройства. Разводным ключом снимается кран-букса, которая фиксирует шпиндель;
- удалить изношенную прокладку. В некоторых устройствах прокладка крепится при помощи болта, а в других – просто накладывается на стержень;
- установить новую прокладку и собрать кран;
- проверить герметичность устройства.
Устранение протечки запорной арматуры
Ремонт запорной арматуры при необходимости уплотнения набивки сальника производится следующим способом:
- перекрывается поток в трубопроводе;
- откручивается накидная гайка. Чтобы правильно проделать операции и ослабить именно нужную гайку, надо зафиксировать шток в одном положении;
- для снятия маховика и втулки сальника необходимо ослабить фиксирующий винт;
- удаляется сальниковая набивка (если требуется полная замена материала) или дополняется нужное количество набивки (при небольшом износе);
- арматура собирается в обратном порядке и проверяется устранение протечки.
Читать еще: Как выполнить кладку из керамического кирпича?
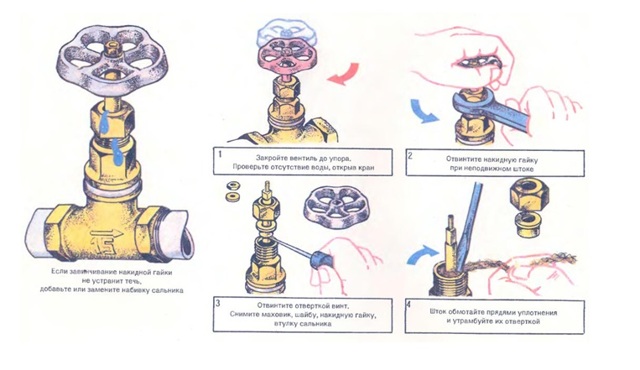
Устранение протечки, вызванной недостаточной набивкой сальника
Все виды запорной арматуры взаимозаменяемы. Например, на место приварного крана можно установить резьбовой вентиль и так далее. Процесс установки нового запорного устройства производится по схемам, представленным в статье.
Западает или залипает кнопка: что делать?
К перечисленным неисправностям смывного бачка можно добавить еще залипание или западание кнопки. Это когда нажимаешь на кнопку, отпускаешь, а она остается в гнезде, благодаря чему слив не прекращается. Приходится несколько раз нажать на кнопочный механизм, чтобы вернуть кнопку в исходное положение.
Проблема решается путем очистки самих кнопок от ржавчины и загрязнений. Ежемесячное использование чистящих средств при уходе за санитарным состоянием кнопок позволяет избавиться от этой проблемы раз и навсегда. Некоторые просто заливают небольшое количество моющего средства прямо в кнопочный механизм.
Под воздействием спецсредств вся грязь растворяется, и залипание кнопок не происходит.
Как видите, проведение самостоятельного ремонта бачка унитаза с кнопкой вполне возможно. Потратив немного времени на изучение устройства и принципа работы механизмов арматуры, вы сможете починить сливной бачок без посторонней помощи.
Конечно, если сантехнические работы не приносят вам никакого удовольствия, то следует обратиться к профессиональным мастерам, которые справятся с любой неисправностью бачка и унитаза в считанные минуты. Настоящим мастерам достаточно окинуть унитаз одним взглядом, чтобы понять характер неполадки.
Для устранения неисправности у сантехников обычно все необходимое всегда с собой.
Ремонт кранов
- Основными поломками водопроводного крана является:
- — износ уплотнительной прокладки;
- — сработанность резьбы шпинделя.
Но есть одна деталь водопроводного крана, которая наиболее часто выходит из строя – прокладка. Она должна быть упругой, чтобы надежно запирать седло клапана, и в то же время эластичной и прочной.
В проточной воде очень часто присутствуют различные инородные тела, которые проникают между прокладкой и гнездом клапана. Это приводит к тому, что при слишком сильном закручивании крана очень легко испортить прокладку.
Так как прокладки изнашиваются довольно быстро, то конструкции клапанов, как правило, позволяют легко заменить их и надежно зафиксировать.
Прокладки, заводского изготовления, имеют стандартные размеры в зависимости от диаметра кранов определенного типа.
Для замены прокладки необходимо вывинтить головку крана в сборе, после чего снять с выступа шпинделя клапан вместе с изношенной прокладкой и установить новую прокладку.
Следует помнить и то, что перед ремонтом крана необходимо перекрыть подачу воды контрольным вентилем и открутить маховик.
Несколько сложнее заменить прокладку, закрепленную шайбой и гайкой, так как в результате коррозии металла гайка может срастись с железной шайбой и стальной резьбовой шпилькой.
Если это уже и произошло, то необходимо заменить шток и железную или латунную гайку стальной никелированной. Благодаря этому вы предотвратите образование ржавчины в дальнейшем.
Просачивающаяся по штоку вода свидетельствует о том, что плохое уплотнение сальника или недостаточная набивка. В данном случае обычно достаточно слегка затянуть накидную гайку, чтобы уплотнить набивку сальника. Также советуем прочитать — Установка сантехнических приборов.
Советуем просмотреть полезное видео под названием:
Из чего состоит сливной бачок
С первого взгляда – простейшее устройство: емкость, оборудованная системой слива и подачи воды. При нажатии на кнопку механизм спускает воду, клапан подачи открывается, опустошенная емкость вновь заполняется.
Читать еще: Запорная арматура и ее применение в промышленности

Основные функциональные части бачка: 1(1) – впускная (наполнительная) арматура; 1(2) – спускной (сливной) механизм; 1(3) – кнопка слива воды. Все детали связаны между собой
Видео: как снять крышку унитаза
Ремонт и замена запорной арматуры
Запорная арматура — обязательный элемент трубопроводов водоснабжения, отопления и канализации, который позволяет быстро перекрыть водоснабжение на отдельном участке. Это особенно актуально, если в квартире идет ремонт и для замены сантехники требуется перекрытие воды. Именно поэтому запорная арматура должна быть всегда в исправном состоянии.
Основные признаки износа запорной арматуры:
- Ослабление прокладок и набивки
- Потеря герметичности, неустранимая подтяжкой
- Заклинивание подвижных частей
- Капельные течи в местах врезки
- Глубокое поражение ржавчиной
Попытки самостоятельного ремонта нередко приводят к печальным последствиям с повреждением дорогостоящего оборудования и затоплением помещений, поэтому лучше доверить их проверенным специалистам. Компания «Маритоль» давно и успешно занимается ремонтом и заменой запорной арматуры в Екатеринбурге, поэтому нам можно смело доверить любую, даже самую сложную, работу.
Наши услуги по ремонту запорной арматуры:
- Плановый осмотр и проверка работоспособности
- Зачистка уплотнений, притирка и доводка элементов
- Полный демонтаж и монтаж запорной арматуры
- Замена запорных механизмов
- Устранение неисправностей шпинделя
- Врезка в полиэтиленовую трубу
- Опрессовка запорной арматуры
Цены и гарантии
Наши цены на ремонт и замену запорной арматуры соответствуют средним расценкам в Екатеринбурге, однако качество значительно выше среднего! Мы предоставляем гарантию на все работы, выполненные нашими сотрудниками, а производители — на оборудование, установленное в ходе ремонта.
Мы заинтересованы в продолжительном сотрудничестве, поэтому готовы пойти навстречу при согласовании оплаты, а если нужно — предоставим рассрочку последнего платежа до 6 месяцев.
Обращайтесь, мы всегда готовы предложить лучшие условия:
Когда нужно менять оконную фурнитуру?
Заменить сломанные или устаревшие детали мастер может прямо на месте, но нужно будет разобрать окно. После замены старых элементов на новые или более усовершенствованные, специалист должен отрегулировать створку, проверить правильно ли работают все функции. У заказчика есть возможность установить функции, которых изначально не было в окне, но в них возникла необходимость.
Замена элементов происходит в разных ситуациях. Например:
- Физический износ. Любая фурнитура для пластиковых окон или дверей имеет свой срок использования. При активной эксплуатации детали быстрее изнашиваются, утрачивают свойства, становятся более хрупкими.
- Не устраивает работа механизмов или функции. В этом случае подбирают такие элементы, которые полностью удовлетворяют запросы заказчика.
- Нужна замена деталей одной торговой марки на другую. Это объясняется тем, что одна и та же по назначению продукция разных заводов-изготовителей отличается друг от друга по качеству, функциональным возможностям, внешнему виду.
Какого производителя выбрать? Где купить в Самаре фурнитуру? На эти вопросы можно найти ответы позвонив нам. Наиболее известные производители оконных деталей — это австрийская компания Maco, немецкие бренды Roto и Siegenia, турецкая фирма Kale.
Остановить выбор на конкретном производителе помогут наши специалисты, который расскажут о преимуществах той или иной компании и предложат оптимальный вариант.
Установить фурнитуру в Самаре можно быстро и качественно обратившись в компанию «Ремонт Окон 63«.
Особенности ремонта запорной арматуры
Запорная арматура является важнейшим элементом любого трубопровода. Не имеет значения, бытовой ли это водопровод или промышленная магистраль для перекачки технических жидкостей, неисправность подобного устройства может привести к возникновению аварийных ситуаций с печальными последствиями. Именно поэтому необходимо выполнять профилактическое обслуживание и ремонт запорной арматуры, не дожидаясь появления аварийных протечек.
Виды запорной арматуры
Если быть точным, то запорная арматура предназначена непосредственно для прерывания потока рабочей среды в трубопроводах. Но в бытовом обиходе в эту группу включают не только перекрывающие устройства, но и механизмы регулировки и стабилизации потока жидкости или газа.
Обычно под запорной арматурой подразумевают:
- Шаровые краны
- Водопроводные краны другой конструкции
- Вентиля
- Смесители
Данные устройства в основном устанавливаются на бытовых сантехнических приборах. А на магистралях водоснабжения или отопления, имеющий больший диаметр, применяют задвижки различных конструкций. Именно про ремонт и обслуживание запорной арматуры такого типа и поговорим.
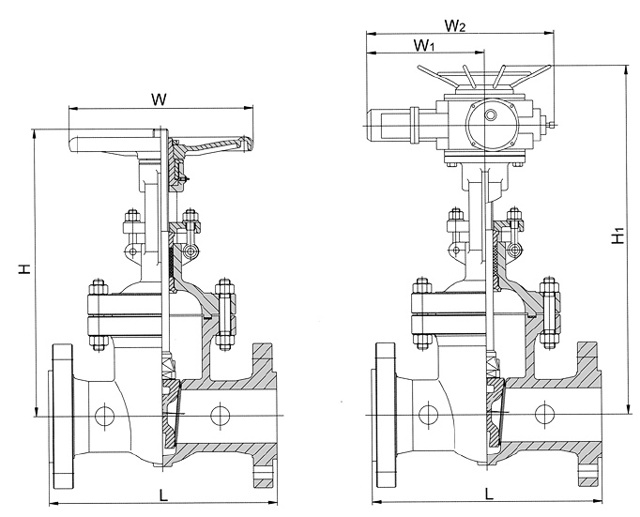
Устройство клиновых задвижек
Данная запорная арматура наиболее распространена на сегодняшний день. Она может быть смонтирована на трубопроводах с внутренним диаметром от 15 до 2000 мм.
- Чугунные задвижки отличаются невысокой стоимостью, обеспечивают надежное перекрытие потока. Еще одно немаловажное преимущество запорной арматуры данного типа — отличная ремонтопригодность. Чугунные задвижки могут применяться на магистралях, работающих под давлением до 160 атмосфер. К недостаткам стоит отнести хрупкость чугуна, из которого сделан корпус устройства, кроме того, не рекомендуется эксплуатация таких задвижек в условиях отрицательных температур.
- Стальные задвижки, в число которых входит и нержавеющая запорная арматура, применяются чаще других модификаций. Изделия из нержавеющей стали имеют большую устойчивость к коррозии, могут работать при огромном давлении (до 1000 Мпа). В последнее время на рынке стали появляться модификации с полимерным покрытием, которые обладают улучшенными эксплуатационными характеристиками.
- Задвижки из цветных металлов и сплавов могут применяться на трубопроводах, предназначенных для транспортировки газов и практически любых жидкостей, в том числе и углеводородов с большой вязкостью. Также как и нержавеющая арматура запорного типа, такие задвижки не поддаются коррозии, имеют значительный эксплуатационный ресурс.
Принцип действия задвижек основан на повороте шпинделя, который передает усилие и смещает клин, прижимающий запорные элементы к внутренним стенкам корпуса устройства. Благодаря этому происходит прерывание потока рабочей среды. Все основные поломки запорной арматуры связаны с выходом из строя уплотнений, шпинделя или нарушением герметичности корпуса (особенно у чугунных задвижек).
Ремонт запорной арматуры — возможные неисправности
Долговечность и работоспособность запорной арматуры во многом зависит от правильной организации комплекса профилактического обслуживания и планово-предупредительных ремонтов.
В комплекс работ можно включить следующие мероприятия:
- Плановый осмотр и проверка работоспособности устройства. Корпус устройства постоянно должен очищаться от пыли грязи, все подвижные элементы должны быть тщательно смазаны. Не стоит пренебрегать и таким этапом профилактики, как промывка задвижки. Дело в том, что многие технические жидкости включают в себя песок и другие механические примеси. Осаждаясь на поверхности уплотнительных и перекрывающих элементов, они не позволяют полностью прервать поток рабочей среды. Кроме того, движение таких примесей может привести к повреждению рабочих элементов задвижки (появлению задиров, вмятин).
- Текущий ремонт запорной арматуры может осуществляться непосредственно на месте установки устройства, без демонтажа с трубопровода. Для этого необходимо отключить участок трубопровода, на котором установлена задвижка.
Чаще всего ремонт заключается в зачистке уплотнений. Для этого необходимо извлечь запорный механизм из корпуса арматуры.
При очистке уплотнения при помощи ножа, необходимо следить за тем, чтобы его лезвие находилось в контакте со всей поверхностью уплотнителя, в противном случае это может привести к образованию новых царапин.
При наличии на поверхности диска небольших царапин, можно выполнить притир элементов по месту. Грубую притирку можно выполнять с помощью закрепленной на основе наждачной бумаги, окончательная доводка выполняется при помощи специальных паст, из которых выделяют пасту ГОИ, позволяющую качественно отшлифовать поверхность диска.
Если повреждения на уплотнительных элементах значительны (царапины более 0,5 мм глубиной), то должна быть выполнена замена запорного механизма, ручной притиркой такие дефекты обычно устранить не получается. Для того чтобы не останавливать работу магистрали надолго, необходимо иметь запас запасных частей, можно использовать комплектующие от старых задвижек, вышедших из строя по другим причинам.
В самых тяжелых случаях приходится прибегать к демонтажу запорной арматуры, для выполнения ремонта в заводских условиях.
Для выполнения работ по притирки рабочих поверхностей применяются специальные внутришлифовальные и плоскошлифовальные станки.
В оборудование для ремонта запорной арматуры входят также и такие устройства как притиры.
Их форма должна подбираться к каждой задвижке индивидуально, для получения максимального качества обработки, конфигурации поверхностей должны быть практически идентичными.
Материал, из которого изготавливают притиры, должен быть более мягок, чем поверхности устройств. Это облегчит поиск неровностей на поверхности рабочих частей устройства.
Работа выполняется с применением специальной притирочной пасты, включающей в себя абразивные материалы. Окончательная обработка должна осуществляться с использованием составов на алмазной основе. После завершения работ по притирке, все остатки материалов должны быть смыты с поверхностей задвижки машинным маслом.
Неисправности шпинделя
Данный узел запорной арматуры также может выйти из строя. Чаще всего возникают следующие виды неисправностей:
- Нарушена герметичность сальниковой набивки и через шпиндель протекает рабочая жидкость. Для устранения данной неисправности необходимо разобрать устройство, удалить сальниковую набивку. После этого необходимо тщательно очистить сам шпиндель, проверить его состояние, не допускается наличие на нем следов коррозии, нарушения геометрии. При существенных повреждениях шпинделя ремонт запорной и регулирующей арматуры заключается в замене неисправного элемента. Затем необходимо собрать задвижку в обратной последовательности с нанесением новой сальниковой набивки.
- Еще одна, достаточно распространенная неисправность — при повороте маховика шпиндель задвижки не вращается. Для устранения неполадки необходимо открутить фиксирующую гайку, снять маховик устройства. После этого необходимо запилить на шпинделе новые прямоугольные грани, на которые можно будет одеть маховик (после ремонта он будет сидеть несколько ниже по шпинделю).
- Также часто встречается и ситуация, когда и маховик и шпиндель вращаются, а задвижка не открывается. В этом случае виной является нарушение сцепления диска и нижней части шпинделя, или нарушение (закругление) его граней. Для ремонта задвижка разбирается, шпиндель соединяется с дисками. При закруглении граней вернуть им форму можно методом ковки, если такой возможности нет, придется прибегнуть к замене шпинделя полностью.
В общем, запорная арматура отличается достаточно надежной и обладает хорошей ремонтопригодностью. Главное не забывать уделять должное внимание профилактическому обслуживанию.
Обслуживание и ремонт запорной арматуры
Виды изнашивания и особенности ремонта Как продлить ресурс запорной арматуры?
Запорная арматура, позволяющая перекрывать прохождение потока среды в случае необходимости, устанавливается на любой трубопровод независимо от его вида и назначения.
По способу установки запорная арматура подразделяется на резьбовую, фланцевую и приварную
В бытовых трубопроводах чаще всего устанавливают резьбовую арматуру, в промышленных – фланцевую. Приварные устройства в последнее время практически не используются.
Детали арматуры любого типа в процессе эксплуатации изнашиваются, в результате чего изменяются их размеры и форма. Предельный износ влечет за собой отказ устройства. Для восстановления работоспособности требуется ремонт запорной арматуры.
Необходимость в последнем может возникнуть и вследствие внезапного отказа, вызванного заеданием подвижных сопряжений, заклиниванием затвора, поломкой деталей привода и т. п.
Детали арматуры могут подвергаться различным видам изнашивания:
- Механическому
- Эрозионному
- Тепловому
- Химическому и др.
Механический износ арматуры – результат взаимного трения деталей, например, уплотнительных колец задвижек, шпинделя и ходовой гайки в их резьбовом соединении, валов в подшипниках скольжения и т. п.
Степень изменения деталей зависит от числа циклов срабатывания арматуры, прочности и твердости металла, износостойкости трущихся поверхностей.
Решающую роль в интенсивности механического износа могут играть окислительные процессы, происходящие в поверхностном слое металла (окислительное изнашивание), микрорезание абразивными частицами (абразивное изнашивание), схватывания металла и др.
Снизить механический износ деталей можно путем повышения твердости материала, из которого они изготовлены. Для этой цели применяются различные методы: поверхностная закалка токами высокой частоты, химико-термическая обработка (цементация), азотирование, диффузионное хромирование и др.
Для защиты от повреждений и коррозии резьбовые элементы запорной арматуры подвергают гальванизации или покрывают специальными антифрикционными материалами на основе твердых смазок.
Антифрикционные покрытия сегодня приобретают все большую популярность, так как, по сравнению с гальваническими, они более устойчивы к износу и продолжают действовать после многократных циклов монтажа-демонтажа арматуры.
В России антифрикционные твердосмазочные покрытия (АТСП) выпускаются под брендом MODENGY.
Для резьбового крепежа запорной арматуры применяется линейка АТСП с добавлением политетрафторэтилена – MODENGY 1010, MODENGY 1011 и MODENGY 1014 (последнее покрытие содержит также дисульфид молибдена).
Эти материалы позволяют защитить металл от коррозии и износа, стабилизировать коэффициент закручивания, избежать «закусывания» резьбы.
Покрытия успешно прошли испытания на химическую стойкость, поэтому могут эксплуатироваться в условиях агрессивных перекачиваемых сред.
Эрозионному изнашиванию подвергаются детали арматуры, осуществляющие дросселирование жидкости: плунжеры и седла регулирующих клапанов.
Различают щелевую и ударную эрозии, а также процесс кавитационого разрушения металла. При щелевой эрозии поверхности деталей размываются под действием струи влажного пара, проходящего с большой скоростью через щель между седлом и плунжером.
При ударной эрозии материал разрушается из-за ударов капель воды о поверхность детали. При кавитационном режиме движения в потоке среды образуются пузырьки (пустоты).
Схлопываясь, они создают местные гидравлические удары, которые разрушают металлические поверхности.
Снизить интенсивность эрозионного изнашивания можно, изменяя режимы работы арматуры и применяя эрозионно-стойкие материалы.
Тепловое изнашивание (старение) материала – результат изменения его структуры при нагревании. Старение наиболее характерно для резины – она теряет эластичность, становится хрупкой и ломкой. Сальниковая набивка под действием высокой температуры выгорает и твердеет.
Химическое изнашивание – не что иное как коррозия, которой подвергаются детали запорной арматуры под воздействием рабочих сред.

Коррозия может быть общей (по всей поверхности металла), щелевой, межкристаллитной, питтинговой (точечной). Наибольшую опасность представляет коррозионное растрескивание стали, возникающее при одновременном воздействии среды и механических напряжений.
Коррозионному растрескиванию сильнее всех подвержены стали и ее сплавы.
Снизить интенсивность химического износа можно, используя легированные стали, коррозионно-стойкие металлические и неметаллические покрытия. Некоторые из них – например, уже названные выше MODENGY – обладают очень высокими антикоррозионными свойствами и при этом просты в применении.
- В отличие от пассивирования, электрохимической защиты и других процессов, требующих специализированного оборудования, работа с АСТП предполагает использование стандартных инструментов для окраски.
- В процессе эксплуатации запорной арматуры процессы изнашивания деталей происходят непрерывно, поэтому для своевременного обнаружения возможных неисправностей необходимо наблюдать за ее техническим состоянием.
- Наиболее тщательного контроля требуют детали сальникового и ходового узлов, фланцевые или резьбовые соединения крышки с корпусом и корпуса с трубопроводом.
В отсутствие каких-либо проблем будет достаточно визуального осмотра деталей. В обязательном порядке проверяется легкость открывания и закрывания задвижек, кранов, вентилей.
Если в процессе работы арматуры наблюдались протечки или другие признаки ее неисправности, запорное устройство демонтируется для ремонта.
Нормативно-технической документацией предусмотрены текущий, средний и капитальный ремонт. Критериями разделения видов являются характер работ (возможность их выполнения без демонтажа арматуры) и их стоимость относительно цены нового изделия.
Текущий ремонт не требует снятия арматуры с трубопровода. Стоимость его выполнения не превышает 7 % от первоначальной цены устройства. В ходе текущего ремонта выполняется очистка арматуры, набивка сальника, подтяжка гаек, восстановление подвижности шпинделя и устранение других незначительных неисправностей.
Средний ремонт предназначен для восстановления работоспособности арматуры, стоимость работ при нем составляет от 7 до 23 % от цены изделия. При среднем ремонте проверяется техническое состояние всех узлов арматуры. Изделия разбираются без снятия с трубопровода или после демонтажа.
Все детали, особенно резьбовые элементы, очищаются от следов коррозии, накипи и иных загрязнений. Для этого целесообразно использовать специальный очиститель металла. Мелкие детали, поврежденные коррозией, прокладки, набивка сальника заменяются. Затем изделие собирается и испытывается на прочность, плотность металла и герметичность.
Капитальный ремонт включает в себя объем работ стоимостью до 75 % от цены нового изделия. Арматура демонтируется с трубопровода, промывается и направляется на ремонтный участок, где ее разбирают и диагностируют.

Разборка запорных устройств предполагает снятие крышки, извлечение маховика вместе со штоком (шпинделем) и запорным органом (клином, плашками, клапаном или пробкой).
При осмотре штока и запирающих поверхностей определяют характер ремонта. Клин, плашку у задвижек и клапан у вентиля осматривают через лупу, а седла, которые часто не видны – с помощью системы зеркал.
Ремонт позволяет выявить и устранить следующие неисправности запорной арматуры:
- Потеря герметичности из-за утечки среды между уплотнительными кольцами затвора и седла, седла и корпуса, шпинделем и набивкой сальника
- Задиры на шпинделе в зоне сальниковой набивки
- Защемление шпинделя в сальниковом узле
- Повреждение ходовой резьбы шпинделя и гайки
- Нерегулируемый расход среды в регулирующей арматуре
- Выход из строя крепежных деталей
- Поломка управляющих маховиков
- Сбои в работе привода
- Выход из строя сильфона в соответствующей арматуре
При обнаружении на уплотнительных поверхностях участков и раковин глубиной до 0,5 мм их шлифуют; износ глубиной до 0,1 мм ликвидируется в процессе взаимного перемещения детали и притира – плиты или оправки из мелкозернистого чугуна, поверхность которых покрыта абразивным материалом (наждачным, корундовым или кварцевым порошком, карбидом кремния или бора и пр.).
Многие притирочные работы производятся с помощью паст. Самая распространенная паста носит название места, в котором она была разработана – ГОИ (Государственный оптический институт).
Основная составляющая данной пасты – окись хрома. Она тонким слоем наносится на очищенную сухую поверхность притираемой детали.
После их взаимного перемещения с другой деталью или притиром слой пасты удаляется керосином и меняется на новый.
В зависимости от состава и характера содержащихся абразивных веществ различают грубую, среднюю и тонкую пасты. Последняя обычно завершает процесс притирки уплотнительных поверхностей арматуры.
При сильном износе поверхностей клина, плашек, клапана, пробки и корпуса их восстанавливают путем наплавления, а затем обрабатывают на станке. Сменные уплотнительные кольца в корпусе заменяют новыми.
В процессе ремонта предохранительных клапанов тщательно проверяют пружины. После разборки их промывают в керосине и осматривают. Детали с забоинами, рисками и вмятинами подлежат замене. На предмет выявления остаточной деформации, которой быть не должно, пружины трехкратно сжимают статической нагрузкой.
Предохранительные клапаны регулируют и испытывают воздухом на специальном стенде. Отрегулированный клапан при заданном давлении открывается, а при его снижении закрывается с хлопком.
После ремонта арматура испытывается на прочность и плотность опрессовкой.
Запорная арматура как ее ремонтировать
XI Международный технический симпозиум «ТРУБОПРОВОДНЫЙ ТРАНСПОРТ – 2015» (24 апреля 2015 г., Москва).Доклад Татьяны Александровны Фоменко, заместителя генерального директора по общим вопросам ООО «Орггазнефть».
Мы убеждены, что развиваемая Департаментом транспортирования газа ОАО «Газпром» система технического обслуживания и ремонта трубопроводной арматуры (ТПА) на магистральных газопроводах (МГ) объективна и направлена на обеспечение длительной работоспособности арматуры, то есть ее герметичности как основного параметра технического состояния, надежности и безотказного выполнения команды на открытие-закрытие в зависимости от технологического режима работы МГ. На основе обобщения опыта эксплуатации арматуры в течение многих лет рассмотрим технические, технологические и организационные аспекты решения указанных выше проблем эксплуатации парка арматуры на МГ. Арматура является составной частью газотранспортной системы и поэтому ее безотказная работа в значительной мере определяет эксплуатационную надежность и безопасность любого МГ.
Результаты многолетней эксплуатации трубопроводной арматуры отечественного и импортного производства приведены в статьях [1-3].
На сегодняшний день общее количество ТПА с номинальным диаметром от 50 до 1400 мм, установленной на объектах добычи, транспортировки, хранения и переработки, по данным электронной информационной системы «ИНФОТЕХ», составляет более 500 тыс. единиц.
Номенклатура парка ТПА весьма разнообразна по функциональному назначению, конструктивным особенностям, техническим характеристикам и срокам эксплуатации. На линейной части МГ доля отечественных производителей составляет около 84%, а зарубежных – 16%.
Парк арматуры, эксплуатируемой в ОАО «Газпром», формировался более 50 лет.
Результаты оценки технического состояния запорной арматуры методами, принятыми в ОАО «Газпром», показывают, что не менее 2% эксплуатируемого парка арматуры требуют замены или капитального ремонта (с вырезкой ее из газопровода). Такая замена, как правило, производится вместе с плановым капитальным ремонтом или реконструкцией участков МГ, а также в аварийных случаях.
Опыт эксплуатации шаровых кранов показывает, что герметичность – основной параметр при оценке технического состояния ТПА. В процессе открытия-закрытия крана при отсутствии смазки возникают повреждения на его затворе в виде царапин и износа мягких уплотнений.
Возникающая потеря герметичности однозначно связана с отсутствием технического обслуживания, важной частью которого является подача смазки в сопрягаемые детали уплотнения крана. При регулярной подаче смазки в набивочную систему крана арматуры уменьшается риск загрязнения и износа деталей затвора, что способствует увеличению срока службы арматуры.
Необходимо указать на своевременную замену демпферных технических жидкостей в цилиндрах гидравлических приводов, срок эксплуатации этих жидкостей составляет не более 5 лет. Основной причиной замены трубопроводной арматуры (не менее 98%) на МГ является невосстанавливаемая потеря герметичности в затворе, т.е.
наличие утечки, превышающей установленные нормы по условиям эксплуатации. Случаи потери плотности корпусных деталей или сварных соединений редки и процент этих дефектов при принятии решения о вырезке арматуры ничтожно мал.
По данным ОАО «Оргэнергогаз», основной причиной негерметичности для арматуры диаметром до 300 мм является повреждение полиуретановых уплотнительных колец, возникшее в результате воздействия механических частиц (превышающих размер и объем, предусмотренный СТО Газпром 2-4.
1-212-2008) в потоке газа при высоких скоростях, а для арматуры диаметром 1000 мм – разрушение элементов полиуретановых уплотнительных колец в результате недостаточной конструктивной надежности уплотнений седла в момент открытия затвора при наличии давления газа в трубопроводе с двух сторон.
Особо следует отметить, что отказы запорной арматуры при вырезке ее из МГ, помимо нарушения режимов их работы и снижения уровня промышленной безопасности, становятся также причиной безвозвратных потерь больших объемов транспортируемого газа, что значительно влияет на энергетическую безопасность целых регионов страны.
Важнейшим технологическим параметром запорной арматуры, как указано выше, является герметичность затвора, которая и определяет реальный эксплуатационный ресурс арматуры на МГ.
Это по существу является основным технологическим и экономическим требованием к надежности функционирования трубопроводной запорной арматуры на МГ. Длительное обеспечение герметичности арматуры является важнейшим элементом стратегии повышения надежности шаровой запорной арматуры.
Это нашло отражение в конструктивных решениях по узлу уплотнения запорной арматуры практически у всех фирм-разработчиков, эти решения достаточно близки и представлены на рис. 1.
Рисунок 1
Герметичность затвора крана в начальный период эксплуатации обеспечивается прижатием мягкого уплотнения седла к шаровой пробке. Следует отметить, что при установленном общем сроке службы арматуры не менее 30 лет уплотнения седел затворов из мягких материалов (фторопласт, резина, специальные пластмассы и т. п.
) служат эффективно не более 5-10 лет, происходит частичное нарушение работоспособности уплотнений затвора крана. По мере износа мягкого уплотнения или его деформации под воздействием эксплуатационных факторов обеспечение герметичности затвора крана возможно только при использовании уплотнительных паст или смазок.
В транспорте газа эксплуатируется запорная арматура по классу герметичности «А» и «В».
В конструкции арматуры принципиально допускают определенную величину протечки (эта норма сохраняется для отечественной запорной арматуры в условиях требований последовательно трех разработанных ГОСТов: ГОСТ 9544-93, ГОСТ 9544-2005, ГОСТ Р 54808-2011).
Поэтому конструктора запорной арматуры для обеспечения максимально длительной работоспособности арматуры по герметичности заложили возможность подачи уплотнительных смазок к уплотнительным узлам крана через специальные каналы, технологически выполненные в основных узлах арматуры. При использовании смазок обеспечивается кратковременная герметичность затвора, и эта технологическая операция требовала большого расхода смазки и была очень трудоемкой.
- Потеря герметичности затвора ТПА может быть вызвана следующими причинами:
- — эрозионный износ поверхности затвора и уплотнений седел механическими примесями, попадающими между седлом и затвором;— эрозионный износ поверхности затвора и уплотнений седел в режиме дросселирования крана (в основном, свечные краны);
- — зависание подвижных седел из-за загрязнения засохшей смазкой.
- Подавая регулярно смазку в набивочную систему арматуры, мы уменьшаем риск загрязнения и износа деталей седла и затвора, а также продлеваем срок службы арматуры.
Для поддержания герметичности арматуры рекомендуется подавать в зону контакта «шар-седло» смазывающие материалы. Периодичность подачи смазки устанавливается СТО Газпром 2-2.3-385-2009 «Порядок проведения технического обслуживания и ремонта трубопроводной арматуры.
В целях минимизации числа вырезаемых кранов «Газпром» в свое время поставил перед своими организациями задачу разработать специальные уплотнительные материалы, обеспечивающие длительную герметичность эксплуатируемых кранов при малом расходе этих материалов. Таким решением явилась разработка специальных высоковязких уплотнительных паст.
В условиях эксплуатации арматуры на МГ для обеспечения надежности, герметичности и долговечности запорной арматуры используются различные уплотнительные смазки и составы: САГ-1, САГ-2, Sealweld, КРОСМА, ЦИАТИМ-201, Политерм [4].
Однако невысокая «уплотнительная» эффективность этих смазок (большой расход смазок, высокая трудоемкость набивки кранов, необходимость частых повторных набивок) обусловили необходимость разработки отечественных высоковязких уплотнительных паст, например, 131-435 КГУ, которая представляет собой состав на основе кремнийорганических и минеральных жидкостей, загустителей и присадок [5, 8].
Высоковязкие уплотнительные пасты для возможности их использования в кранах в качестве «дополнения» к уплотнительным элементам арматуры принципиально должны обладать вполне определенными показателями: пенетрации (характеризует консистентность пасты), высокой адгезией, гидрофобностью, химической нейтральностью к конструктивным материалам и длительностью хранения (практически срок «жизни» не ограничивается). Этими качествами в полной мере обладает уплотнительная паста 131-435 КГУ, выпускаемая ООО «Орггазнефть» по ТУ 2257-001-60565518-2009, которая включена в Реестр материалов, соответствующих требованиям ОАО «Газпром» [8].
Периодическая набивка крана уплотнительными пастами обеспечивает долговременную герметичность этого крана. И эту набивку уплотнительной пастой можно производить неограниченное число раз за время эксплуатации крана (не менее 30 лет).
Длительная технологическая герметичность крана (после его набивки пастой) обеспечивается поднабивкой не более 5% количества пасты от первоначальной. Поднабивку рекомендуется осуществлять после каждой перестановки крана, но не чаще 1-2 раз в год.
Число перестановок крана в зависимости от его технологического назначения осуществляется, как правило, 2-6 раз в год.
Рекомендуемое количество пасты 131-435 КГУ, набиваемой в уплотнительную систему шарового крана при его первоначальной набивке, зависит от его диаметра и представлено в таблице 1.
Таблица 1 — Одноразовое количество уплотнительной пасты, набиваемой в кран
Необходимо отметить, что уплотнительная паста 131-435 КГУ (и подобные ей пасты), набитая в шаровой кран, является тем самым дополнительным элементом, который обеспечивает длительную эксплуатационную герметичность крана. И регулярная поднабивка уплотнительной пасты в небольшом количестве (не более 5% от первоначального веса) обеспечивает необходимый срок службы шарового крана с точки зрения его герметичности.
Нам представляется, что для обеспечения длительной эксплуатационной герметичности крана необходимо в 2016-2017 гг. совместно с ОАО «Оргэнергогаз» (учитывая его значительный опыт разработки нормативно-технических документов) доработать СТО Газпром 2-2.3-385-2009 «Порядок проведения технического обслуживания и ремонта трубопроводной арматуры».
В настоящее время уплотнительные пасты 131-435 КГУ применяются во многих газотранспортных и газодобывающих компаниях, в частности, «Газпром трансгаз Югорск», «Газпром трансгаз Ставрополь», «Газпром добыча Астрахань» и др. Факт востребованности пасты 131-435 КГУ говорит о ее высоких эксплуатационных свойствах.
Рисунок 2
Паста набивается в краны с помощью специальных устройств автоматического или ручного типов, поставляемых отдельно.
Среди марок, вошедших в Реестр [6], наши пасты не уступают другим по эксплуатационным свойствам, а по параметру «цена-качество» вне конкуренции, к примеру, цена пасты американской фирмы Sealweld составляет в среднем 18 тыс. руб. за килограмм, что в 30 раз дороже, чем наша паста. Ее продукцию закупают в незначительном количестве (не более 1-2 % от наших объемов).
Поддержание работоспособного состояния арматуры на должном техническом уровне осуществляется путем проведения технического обслуживания и ремонта (в трассовых условиях) в соответствии с действующей в «Газпроме» нормативной документацией – СТО Газпром 2-2.
3-385-2009 «Порядок проведения технического обслуживания и ремонта трубопроводной арматуры», которой предусматривается обслуживание всех основных узлов и деталей арматуры с приводом.
Однако здесь необходимо отметить, что в соответствии с нормативами трудоемкости на проведение обслуживания арматуры численность эксплуатационного персонала, занимающегося ремонтно-техническим обслуживанием ТПА на линейной части МГ и КС, недостаточна.
По этой причине часть арматуры не обслуживается годами практически до возникновения отказа. Такое положение недопустимо для обеспечения работоспособного состояния арматуры.
На сегодняшний день более 10% всего парка арматуры имеет срок службы более 30 лет, и 3 % – более 40 лет, поэтому в отрасли проводятся работы по диагностированию технического состояния, экспертизе промышленной безопасности с продлением срока службы (ресурса) ТПА на действующих объектах в соответствии с СТО Газпром 2-4.1-408-2009 «Методика оценки ресурса запорно-регулирующей арматуры».
Основной упор при диагностике арматуры делается на оценке ее технического состояния по таким параметрам, как герметичность в затворе, работоспособность привода и системы управления арматурой (дистанционного и ручного). Следует заметить, что лидером в вопросах оценки герметичности является ОАО «Оргэнергогаз».
Благодаря сложившейся на должном уровне системе технического обслуживания и ремонта в дочерних обществах ОАО «Газпром» на протяжении ряда лет количество ТПА, требующей ремонта и замены, не превышает 1%.
В настоящее время в рамках совершенствования нормативной базы системы технического обслуживания и ремонта назрела необходимость разработки нормативного документа по расходу паст для постоянного поддержания работоспособности арматуры, а также частоты этих набивок.
Многолетний опыт, накопленный в ОАО «Оргэнергогаз», по диагностике и обслуживанию ТПА на МГ, показывает, что немаловажную, а зачастую и определяющую роль в продлении срока службы арматуры играет монтаж, пуск и наладка арматуры и приводов к ней перед вводом в эксплуатацию на строящихся объектах [2]. На сегодняшний день это стало актуальным в связи с раздельной поставкой арматуры и приводов на строящиеся объекты, а также качеством проведения строительно-монтажных работ.
ВЫВОДЫ И РЕКОМЕНДАЦИИ
1. Многолетний опыт эксплуатации запорной арматуры на МГ показывает, что надежное и безопасное ее функционирование в течение всего срока эксплуатации МГ возможно только на основе неукоснительного соблюдения норм системы технического обслуживания и ремонта при нормативных трудозатратах эксплуатационного и сервисного (привлеченного) персонала.2.
Недопущение неустранимой негерметичности по затвору (в противном случае – вырезке крана из газопровода) возможно при его регулярном диагностировании и набивке высоковязкой уплотнительной пасты в уплотнительную систему крана (при допустимых суммарных трудозатратах).3.
Использование высоковязких уплотнительных паст для поддержания герметичности арматуры позволяет существенно увеличить срок безопасного и надежного функционирования этой арматуры. Он может составить 40-50 лет без вырезки ее из газопровода.4.
В процессе набивки крана высоковязкими уплотнительными пастами набивочными устройствами можно осуществлять диагностирование герметичности уплотнения крана и оценить возможность его дальнейшей эксплуатации (по расходу уплотнительной пасты).
5.
Опыт применения уплотнительных паст в дочерних обществах ОАО «Газпром» показал, что они в части герметичности практически решили проблему обеспечения работоспособности шаровой запорной арматуры на весь жизненный цикл эксплуатации МГ. Здесь необходимо совместно с ОАО «Оргэнергогаз» доработать СТО Газпром 2-2.3-385-2009 «Порядок проведения технического обслуживания и ремонта трубопроводной арматуры».
Литература:
1. Колотовский А.Н. Эксплуатация запорной арматуры на объектах магистральных газопроводов ОАО «Газпром». Арматуростроение № 2, 2006.2. Захаров А.В., Сухолитко А.А. Герметичность – основной параметр при оценке технического состояния трубопроводной арматуры. Территория нефтегаз, № 12, 2013.3. Колотовский А.Н., Топилин А.В. и др.
Основные критерии вывода ГРС в капитальный ремонт и техническое обслуживание ТПА на объектах транспорта газа. Газовая промышленность. Спецвыпуск. Надежность и ремонт объектов ГТС, (720/2015), с. 23-26.4. Лыков О.П. и др. Защитные свойства смазочно-уплотнительных материалов для запорно-регулирующей арматуры газопроводов. Территория нефтегаз № 10, 2006.5.
Трофимов Е.В. и др. Применение уплотнительных паст – необходимый элемент обеспечения длительной технической герметичности ТПА на МГ. Газовая промышленность № 9, 2014.6. Рекомендации по использованию уплотнительной пасты 131-435 КГУ типы 0-8 ООО «Орггазнефть», Москва.7. СТО Газпром 2-2.
3-385-2009 «Порядок проведения технического обслуживания и ремонта трубопроводной арматуры».






