Исходя из условий работы и прямого назначения, к трубам предъявляют целый список условий, установленных ГОСТом (специальный технические условия). Так, например, сварочные трубы, которые применяются во время прокладывания производственных и магистральных трубопроводов, составляют от 6 до 1400 мм в наружном диаметре, и от 0.4 до 25 мм толщины стенки.
Гост сварки трубопроводов
Ни одна операция по работе с металлом не обходится без государственных стандартов, то есть перед началом работы стоит помнить, что сварка трубопроводов ГОСТ стандартами также поддерживается.
Сварные трубы изготовляются по ГОСТам 10707-73 10704-63, 10706-76, 10705-63 и 8696-74 и имеют прямой, продольный или спиральный сварной шов.
Металл, из которого будет создана труба, зависит от давления, которое будет производиться на готовый продукт. Так, для магистралей, что работают под давлением до 2.
5 МПа, трубы изготавливаются из мартеновских сталей, а для магистральных нефтяных и газовых трубопроводов, применяются трубы из низколегированных сталей, предел прочности которых — 500 МПа.
Сварка труб разного диаметра проводится при использовании одного из двух видов: сварка при помощи плавления и сварка под давлением.
Давление — металл деформируется по краям свариваемых частей при помощи их сжатия.
Плавление — от источника нагревания металл плавится по кромкам свариваемых деталей. Сюда можно отнести газовую сварку.
Заметим, что сварка труб разного диаметра данными способами используется, только если конструкция состоит из цветных металлов.
Для записи важных расчётов используется технологическая карта сварки трубопроводов, которая покупается, исходя из типа выполняемой работы.
Каков расход электродов?
Расход электродов при сварке труб зависит от некоторых вводных параметров:
- Масса наплавленного металла. Вес металла или другого материала, что заполняет стыковочный шов, необходимо точно рассчитать, или же вам поможет в этом технологическая карта сварки трубопроводов. Согласно средним расчетам такая масса составляет 1-1.4 % от общей массы конструкции.
- Длина сварочного шва. Данный параметр измеряется по длине сварочного стыка при помощи обычной рулетки, после результат измерения умножается на количество швов в данном разделе. Двумя-тремя швами завариваются глубокие стыки, при этом, швы наложены параллельно или последовательно;
- Расходы на метр сварочного шва. Данный параметр определяют, исходя из множества критериев, которые вы прочтёте ниже. На конкретную норму расхода влияют множество параметров, некоторые из них очень важны. Сейчас вы узнаете подробнее об основных критериях:
- Операционные. Данные нормы вычисляются по типу сварочной операции.
- Детальные. Очень важный критерий, здесь высчитывается размер наплавки при сварке единичной детали.
- Узловые. Здесь важна масса наплавки конкретного узла или части конструкции.
- Теоретический расчёт на расход электродов при сварке труб выражается простой формулой:
- H=Mk
- Здесь, H — средний расход на метр сварочного шва, M — сколько металла (масса) наплавлено в одном шве, и k — коэффициент поправки на огарки.
- Вот, как рассчитать этот расход практическим способом.
- Берутся детали определённого материала и электрод подходящего типа.
- Данные детали раскладываются на сварочном столе в нужном положении, характерном для реальной операции. Так, вы обеспечиваете условия создания швов.
- После этого при помощи электрода заваривается стык между деталями.
- Теперь измеряется длина сварочного шва, полученная от одного электрода.
- В конце длину шва от использованного электрода сопоставляют со всей длиной сварочных швов.
Техники сварки трубопроводов
Сварка трубопроводов (ГОСТ стандарт) имеет список различных техник.
- Электрическая дуговая. Здесь, источник нагрева — это электрическая дуга и постоянный или переменный ток. Первый имеет преимущество над вторым. При постоянном токе уменьшается разбрызгивание металла, и шов получается более качественным. Но вот при использовании переменного тока эффект магнитного дутия становится совсем незаметным.
- Простая электрическая, где источником нагрева становится шлак, через который проходит ток.
- Электронно-лучевая, где металлы плавятся при помощи потока электронов. Данную технику используют для сварки высокоактивных и тугоплавких металлов в среде космической и авиационной промышленностей.
- Лазерная. Здесь используется мощный пучок фотонов, который и расплавляет металл.
- Газовая. Самый распространённый способ, где металл плавится при помощи газовой горелки, шов получается аккуратным и плотным, поэтому данный способ лучше всего использовать для сварки газовых труб.
Самым распространённым из данных видов являются электрическая дуговая и газовая сварки, где швы получаются более аккуратными, и разбрызгивание металла сводится к минимуму.
Но такая сварка как электронно-лучевая никаким другим способом не может быть заменена, поэтому она является самой распространённой в своей среде.
Видео мастер-классов
Видео сварка трубопроводов поможет вам лучше понять суть многих техник и способов сварки. Вы можете увидеть и изучить, как осуществляется сварка труб с большим зазором. Полезным будет также видео сварка трубопроводов из полимерных труб.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Сварочные ГОСТы

ГОСТ (сокращенное название от Государственный стандарт, Государственный стандарт, ГОСТ) – это одна из важных категорий системы сварочных стандартов в СССР, которая и сейчас является стандартом в современных странах СНГ. Принимается таки органом, как МГС (межгос. советом по стандартизации, метрологии и сертификации.
В период социализма все гос. Стандарты по сварке сохранялись для производства продукции, и имели обязательный характер для использования в тех областях техники, которые определялись сферой возможного использования ГОСТа.
Сварочные ГОСТы:
Вы можете подробно ознакомиться со сварочными гостами ниже, они разделены по групам:
ГОСТы: процессы сварки
ГОСТ 19521-74 Сварка металлов. Классификация
ГОСТ 3.1705-81 Единая система технологической документации. Правила записи операций и переходов. Сварка
- ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
- ГОСТ 11969-79 Сварка плавлением. Основные положения и их обозначения
- ГОСТ 29273-92 Свариваемость. Определение
- ГОСТ 23870-79 Свариваемость сталей. Метод оценки влияния сварки плавлением на основной металл
- ГОСТ 30430-96 Сварка дуговая конструкционных чугунов. Требования к технологическому процессу
- ГОСТ 30482-97 Сварка сталей электрошлаковая. Требования к технологическому процессу
- ГОСТ 29297-92 Сварка, высокотемпературная и низкотемператупная пайка, пайкосварка металлов. Перечень и условные обозначения процессов
ГОСТ 2.312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений.
ГОСТ 20549-75 Диффузионная сварка в вакууме рабочих элементов разделительных и формообразующих штампов. Типовой технологический процесс
ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений.
ГОСТ Р ИСО 857-1-2009 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения.
Сварочные ГОСТы: соединения, элементы и размеры.
ГОСТ: ручная дуговая сварка
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ: сварка под флюсом
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
гост сварка +в среде защитных газов
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
Гост: сварка алюминия
ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные.
Основные типы, конструктивные элементы и размеры
ГОСТ 27580-88 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
гост точечная сварка
ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ 28915-91 Сварка лазерная импульсная. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ: cварка трубопроводов
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ 16038-80 Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры
ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры
ГОСТ 15164-78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры
ГОСТ 16098-80 Соединения сварные из двухслойной коррозионностойкой стали. Основные типы, конструктивные элементы и размеры
ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры.
ГОСТ 16130-90 Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия
ГОСТы: сварочные материалы
ГОСТ Р ЕН 13479-2010 Материалы сварочные. Общие требования к присадочным материалам и флюсам для сварки металлов плавлением
ГОСТ Р 53689-2009 Материалы сварочные. Технические условия поставки присадочных материалов. Вид продукции, размеры, допуски и маркировка
ГОСТ 7871-75 Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ Р ИСО 2560-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки нелегированных и мелкозернистых сталей. Классификация
ГОСТ Р ИСО 3580-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки жаропрочных сталей. Классификация
ГОСТ Р ИСО 3581-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки коррозионно-стойких и жаростойких сталей. Классификация
- ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
- ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
- ГОСТ 10051-75 Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы
- ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы
- ГОСТ 10543-98 Проволока стальная наплавочная. Технические условия
- ГОСТ 21448-75 Порошки из сплавов для наплавки. Технические условия
- ГОСТ 21449-75 Прутки для наплавки. Технические услови
- ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
- ГОСТ 26101-84 Проволока порошковая наплавочная. Технические условия
- ГОСТ 26271-84 Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
- ГОСТ 26467-85 Лента порошковая наплавочная. Общие технические условия
- ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
- ГОСТ 28555-90 Флюсы керамические для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
- ГОСТ Р ИСО 14174-2010 Материалы сварочные. Флюсы д
- ГОСТ 30756-2001 Флюсы для электрошлаковых технологи
ГОСТ 5.1215-72 Электроды металлические марки АНО-4 для дуговой сварки малоуглеродистых конструкционных сталей. Требования к качеству аттестованной продукции
ГОСТ 22366-93 Лента электродная наплавочная спеченная на основе железа. Технические условия.
ГОСТы на технические газы
ГОСТ 4417-75 Песок кварцевый для сварочных материалов
ГОСТ Р ИСО 14175-2010 Материалы сварочные. Газы и газовые смеси для сварки плавлением и родственных процессов
ГОСТ 5583-78 Кислород газообразный технический и медицинский. Технические условия.
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия.
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия.
ГОСТ 5457-75 Ацетилен растворенный и газообразный технический. Технические условия.
ГОСТ 3022-80 Водород технический. Технические условия.
ГОСТ 9293-74 Азот газообразный и жидкий. Технические условия.
ГОСТ 1460-81 Карбид кальция. Технические условия.
ГОСТ 4421-73 Концентрат плавиковошпатовый для сварочных материалов. Технические условия
ГОСТ Р 51526-99 Совместимость технических средств электромагнитная. Оборудование для дуговой сварки. Требования и методы испытаний
ГОСТ 1429.1-77 Припои оловянно-свинцовые. Методы определения сурьмы
ГОСТ 17349-79 Пайка. Классификация способов
ГОСТ 28920-95 Вращатели сварочные роликовые. Типы, основные параметры и размеры
ГОСТ 16883.3-71 Серебряно-медно-цинковые припои. Спектральный метод определения свинца, железа и висмута
- ГОСТ 21548-76 Пайка. Метод выявления и определения толщины прослойки химического соединения
- ГОСТ 21694-94 Оборудование сварочное механическое. Общие технические условия
- ГОСТ 7219-83 Электропаяльники бытовые. Общие технические условия
- ГОСТ 26054-85 Роботы промышленные для контактной сварки. Общие технические условия
- ГОСТ 23338-91 Сварка металлов. Методы определения содержания диффузионного водорода в наплавленном металле и металле шва
- ГОСТ 7237-82 Преобразователи сварочные. Общие технические условия
ГОСТ 22974.5-96 Флюсы сварочные плавленные. Методы определения оксида кальция и оксида магния
ГОСТ 11930.9-79 Материалы наплавочные. Методы определения бора
ГОСТ 22974.12-96 Флюсы сварочные плавленные. Метод определения серы
ГОСТ 1429.11-77 Припои оловянно-свинцовые. Метод определения кадмия
ГОСТ 5191-79 Резаки инжекторные для ручной кислородной резки. Типы, основные параметры и общие технические требования
ГОСТ 1429.15-77 Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута, мышьяка, железа, свинца
ГОСТ 22974.0-85 Флюсы сварочные плавленые. Общие требования к методам анализа
ГОСТ 29090-91 Материалы, используемые в оборудовании для газовой сварки, резки и аналогичных процессов. Общие требования
ГОСТ 12221-79 Аппаратура для плазменно-дуговой резки металлов. Типы и основные параметры
ГОСТ 11930.7-79 Материалы наплавочные. Методы определения железа
ГОСТ 1429.8-77 Припои оловянно-свинцовые. Метод определения цинка
ГОСТ 27776-88 Модули производственные гибкие дуговой сварки и плазменной обработки. Основные параметры
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 28920-91 Вращатели сварочные роликовые. Типы, основные параметры и размеры
ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля
ГОСТ 28228-89 Основные методы испытаний на воздействие внешних факторов. Часть 2. Испытания. Руководство по испытанию Т: Пайка
ГОСТ 1429.0-77 Припои оловянно-свинцовые. Общие требования к методам анализа
ГОСТ 23240-78 Конструкции сварные. Метод оценки хладостойкости по реакции на ожог сварочной дугой
ГОСТ 3.1704-81 Единая система технологической документации. Правила записи операций и переходов. Пайка и лужение
ГОСТ 16882.2-71 Серебряно-медно-фосфорные припои. Методы определения массовой доли фосфора, свинца, железа и висмута
ГОСТ 23556-90 Колонны для сварочных автоматов. Типы, основные параметры и размеры
ГОСТ 27387-87 Роботы промышленные для контактной точечной сварки. Основные параметры и размеры
ГОСТ 22974.10-96 Флюсы сварочные плавленные. Методы определения оксида натрия и оксида калия
- ГОСТ 19249-73 Соединения паяные. Основные типы и параметры
- ГОСТ 30260-96 Оборудование для наплавки поверхностей тел вращения. Типы, основные параметры и размеры
- ГОСТ 14327-82 Слюда мусковит молотая электродная. Технические условия
- ГОСТ 30295-96 Кантователи сварочные. Типы, основные параметры и размеры
- ГОСТ 8856-72 Аппаратура для газопламенной обработки. Давление горючих газов
ГОСТ 22974.12-85 Флюсы сварочные плавленые. Метод определения серы
ГОСТ 28332-89 Модули производственные гибкие дуговой сварки. Нормы надежности и основные требования к методам контроля
ГОСТ 8213-75 Автоматы для дуговой сварки плавящимся электродом. Общие технические условия
ГОСТ 16883.1-71 Серебряно-медно-цинковые припои. Метод определения массовой доли серебра
ГОСТ 11930.10-79 Материалы наплавочные. Метод определения вольфрама
ГОСТ 31.2031.01-91 Приспособления сборно-разборные переналаживаемые для сборки деталей под сварку. Типы, параметры и размеры
- ГОСТ 30220-95 Манипуляторы для контактной точечной сварки. Типы, основные параметры и размеры
- ГОСТ 19140-94 Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры
- ГОСТ 26388-84 Соединения сварные. Методы испытаний на сопротивляемость образованию холодных трещин при сварке плавлением
- ГОСТ 1077-79 Горелки однопламенные универсальные для ацетилено-кислородной сварки, пайки и подогрева. Типы, основные параметры и размеры и общие технические требования
ГОСТ 31.211.42-93 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Технические требования. Правила приемки. Методы контроля. Маркировка, упаковка, транспортирование и хранение
- ГОСТ 14792-80 Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза
- ГОСТ 18130-79 Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия
- ГОСТ 25445-82 Барабаны, катушки и сердечники для сварочной проволоки. Основные размеры
ГОСТ 1429.2-77 Припои оловянно-свинцовые. Метод определения олова
ГОСТ 21547-76 Пайка. Метод определения температуры распайки
ГОСТ 25616-83 Источники питания для дуговой сварки. Методы испытания сварочных свойств
ГОСТ 11930.2-79 Материалы наплавочные. Метод определения серы
ГОСТ 22974.9-96 Флюсы сварочные плавленные. Методы определения оксида титана (IV)
ГОСТ 1429.13-77 Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута,
мышьяка, железа, никеля, цинка, алюминия с использованием синтетических градуировочных образцов
ГОСТ 14111-90 Электроды прямые для контактной точечной сварки. Типы и размеры
ГОСТ 11930.8-79 Материалы наплавочные. Метод определения фосфора
ГОСТ 22974.2-85 Флюсы сварочные плавленые. Методы определения оксида кремния
ГОСТ 19248-90 Припои. Классификация и обозначения
ГОСТ 22974.2-96 Флюсы сварочные плавленные. Методы определения оксида кремния
ГОСТ 22974.5-85 Флюсы сварочные плавленые. Методы определения оксида кальция и оксида магния
- ГОСТ 20485-75 Пайка. Метод определения затекания припоя в зазор
- ГОСТ 23556-95 Колонны для сварочных автоматов. Типы, основные параметры и размеры
- ГОСТ 28944-91 Оборудование сварочное механическое. Методы испытаний
- ГОСТ 3242-79 Соединения сварные. Методы контроля качества
- ГОСТ 30242-97 Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения
- ГОСТ 19143-84 Вращатели сварочные универсальные. Типы, основные параметры и размеры
ГОСТ 1429.3-77 Припои оловянно-свинцовые. Метод определения железа
ГОСТ 13861-89 Редукторы для газопламенной обработки. Общие технические условия
ГОСТ 31.211.41-83 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Основные конструктивные элементы и параметры. Нормы точности
ГОСТ 23904-79 Пайка. Метод определения смачивания материалов припоями
ГОСТ 1429.10-77 Припои оловянно-свинцовые. Метод определения мышьяка
ГОСТ 22974.13-96 Флюсы сварочные плавленные. Метод определения углерода
Варианты сварки нержавеющей стали, госты, методы
Сварку нержавеющей стали на практике выполняют с помощью таких методов:
При толщине материала более чем 1,5 мм используют метод ручной дуговой сварки;
Для сварки тонких листов и труб используют метод дуговой сварки вольфрамовым электродом в инертном газе, такая сварка в среде активных газов отличается своей высокой производительностью;

Для листов с толщиной 0,8 мм применяется импульсивная дуговая сварка с плавящимся электродом в инертном газе;
Листы толщиной менее чем 0,8 – 3,0 мм подвергаются сварке с дугой со струйным переносом металла;
Такой тип сварки как плазменный, применяется для широкого диапазона толщины листов и на сегодня становится популярным методом сварки нержавеющей стали;
Для металлов толщиной более 10 мм применяют дуговую сварку под флюсом.
ГОСТ 14771-76 Дуговая сварка в защитном газе.
Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитном газе.
Так же следует отметить такие методы сварки как: точечная, роликовая, лазерная, высокочастотная, сварка сопротивления и другие.
Итак, следующий этап это обработка сварных швов. Поверхность сварного соединения нержавеющей стали образует пористый оксидный слой, который в своем составе содержит хром. Этот слой способствует значительному ослаблению стойкости к воздействию коррозии.
Поверхность оксидного слоя возникает из стали, после чего под оксидным слоем образуется т.н. с низким содержанием хрома. Когда есть необходимость увеличить стойкость сварного соединения к коррозии, то оксидный слой и слой с низким содержанием хрома необходимо удалить.
Этот процесс осуществляется с помощью термообработки, в данном случае термообработка способна выполнять растворение внутри стальной конструкции, благодаря этому процессу сглаживаются все возможные отличия присадочных материалов.
Необходимо знать то, что разрешается использовать только те принадлежности, которые предназначены для обработки нержавейки, это могут быть: ленты и круги для шлифовки, щетки для обработки нержавеющего проката, дроби из нержавеющей стали.
Обработка сварных швов
Эффективным методом обработки сварных швов является травление. Если правильно выполнить метод травления, то это позволит качественно устранить оксидный слой и зону с низким содержанием хрома. Обработка по этому методу выполнения путем покрытия, погружения или наружного нанесения пасты, все зависит от условий.
В основном, при травлении используют смешанные кислоты (азотная кислота/плавиковая кислота) в пропорциях 8 – 20% азотной кислоты и 0,5 – 5% плавиковой кислоты, с добавлением H2O (вода). Время травления зависит не только от концентрации кислот, но и от температуры, сорта проката и толщины окалины (кислотоупорный прокат по сравнению с нержавеющим прокатом требует продолжительной обработки).
После метода травления конструкция становится стойкой к воздействию коррозии.
Мы ознакомились с основными методами сварки нержавейки и теперь можно смело поговорить о специальных требованиях по сварке при изготовлении нержавейки. При подготовке вышеперечисленных сплавов и сталей, нужно учитывать специальные требования и основные особенности:
Сварные конструкции МКК и основного металла в зоне около шва, могут подвергшейся сварке до температуры 450 – 650 градусов;
Если образуются кристаллизационные трещины, то это является следствием образования аустенитной структуры металла шва;
Охрупчивание может происходить в температурных диапазонах от 350 – 550 градусов из-за высокого содержания феррита и в диапазонах 550 – 850 градусов, при возникновении стигматизации.
Например, охрупчивание сварных швов может возникнуть в процессе штамповки горячих днищ, в случае если сварка происходит с применением присадочных материалов, которые дают чрезмерное содержание феррита. Для того чтобы избежать охрупчивания сварочных соединений в процессе обработки, следует ограничить содержание феррита в пределах 8 – 10%.
Усиленное коробление сварных конструкций, несет за собой следствие низкой теплопроводности и коэффициент термического расширения, который больше в 1,5 раз в сравнении с углекислыми сталями;
Гост на сварку
Скачайте PDF-сборник со всеми Гост на сварку, резку, наплавку, сварочное оборудование, материалы, оснастку, контроль и т. д.
Скачайте PDF-cборник Гост на сварку
- Содержание сборника «Все Гост на сварку«:
- 01. Сварные соединения и технологии
- 02. Оборудования и приспособления
- 03. Оснастка
- 04. Материалы
- 05. Электроды
- 06. Контроль качества
- 07. Безопасность труда
- 08. Единая система конструкторской документации
- Ниже смотрите все Гост на сварку и родственные технологии.
- 01. Сварные соединения и технологии
- 1) ГОСТ 28915-91 Сварка лазернaя импульсная Соединения сварные точечные Основныe типы, конструктивные элементы и размеpы.
- 2) ГОСТ 16310-80 Соединения сварныe из полиэтилена, полипропилена и винипластa Основные типы, конструктивные элемeнты и размеры.
- 3) ГОСТ 16038-80 Сварка дуговaя Соединения сварные трубопроводов из мeди и медно-никелевого сплава Основныe типы, конструктивные элементы.
- 4) ГОСТ 11534-75 Ручная дуговaя сварка Соединения сварные под остpыми и тупыми углами Основныe типы, конструктивные элементы и размеpы.
- 5) ГОСТ 26389-84 Сварные соединeния Методы испытаний на сопротивляемость образовaнию горячих трещин при сваркe плавлением.
- 6) ГОСТ 10922-2012 Арматурныe и закладные изделия сварные, соединeния сварные арматуры и закладных издeлий железобетонных конструкций Общиe технические условия [вместо ГОСТ 10922-90].
- 7) ГОСТ 16971-71 Швы сварныx соединений из винипласта поливинилхлоридного пластикa и полиэтилена.
- 8) ГОСТ 26388-84 Соединения сварныe Методы испытания на сопротивляемость образовaнию холодных трeщин при сварке плавлением.
- 9) ГОСТ 14776-79 Дуговая сваркa Соединения сварные точечные Основныe типы, конструктивные элемeнты и размеры.
- 10) ГОСТ 15878-79 Контактная сваркa Соединения сварные Конструктивные элемeнты и размеры.
- 11) ГОСТ 23518-79 Дуговая сваркa в защитных газах — Соединения сварныe под острыми и тyпыми углами.
- 12) ГОСТ 15164-78 Электрошлаковaя сварка Соединения сварные Основныe типы Конструктивныe элементы и размеpы.
- 13) ГОСТ 30242-97 Дефекты соединeний при сварке металлов плавлением Классификaция, обозначение и определения.
14) ГОСТ 2601-84 Сварка металлoв. Термины и определения основныx понятий.
15) ГОСТ 11533-75 Автоматическaя и полуавтоматическая дуговая сварка пoд флюсом — Соединения сварные под остpыми и тупыми углами.
16) ГОСТ 8713-79 – Сварка пoд флюсом – Соединения сварные – Основныe типы, конструктивные элемeнты и размеры.
17) ГОСТ 5264-80 Ручная дуговaя сварка. Соединения сварные. Основныe типы, конструктивные элементы и размеpы.
18) ГОСТ 14771-76 Дуговая сваркa в защитном газе. Соединения сварныe. Основные типы, конструктивные элемeнты и размеры.
19) ГОСТ 14098-2014 Соединения сварныe арматуры и закладных изделий железобетонныx конструкций. Типы, констрyкции и размеры [вместо ГОСТ 14098-91].
20) ГОСТ 16037-80 Соединения сварныe стальных трубопроводов. Основные типы, конструктивныe элементы и размеры.
21) ГОСТ 29297-92 (ИСO 4-63-90) Сварка, высокотемпературнaя и низкотемпературная пайка, пайкосваркa металлов.
22) ГОСТ 20569-75 Диффузионная сваркa в вакууме рабочих элементов разделительныx и формообразующих штампов. Типовoй технологический процесс
23) ГОСТ 23339-91 Сварка металлoв. Методы определения содержания диффузионного водородa в наплавленном металлe и металле шва.
24) ГОСТ 11969-79 (СТ СЭB 2856-81) Сварка плавлением. Основныe положения и их обозначения.
25) ГОСТ 25997-83 Сварка металлoв плавлением. Статическая оценка качества o результатам неразрушающего контроля.
26) ГОСТ 27580-88 Дуговая сваркa алюминия и алюминиевых сплавoв в инертных газах. Соединения сварныe под острыми и тупыми углaми. Основные типы, конструктивные элемeнты и размеры
27) ГОСТ 30430-96 Сварка дуговaя конструкционных чугунов. Требования к технологическомy процессу
28) ГОСТ 30482-97 Сварка сталeй электрошлаковая. Требования к технологическомy процессу.
29) ГОСТ 19521-74 Сварка металoв. Классификация.
- 02. Оборудование и приспособления
- 1) ГОСТ 7237-82 Преобразоватeли сварочные.
- 2) ГОСТ 18130-79 Полуавтомaты для дуговой сварки плавящимcя электродом.
- 3) ГОСТ 14651-78 Электрододержaтели для ручной дуговой сварки.
- 4) ГОСТ 8213-75 Автомaты для дуговой сваpки плавящимся электродом.
- 5) ГОСТ 21694-94 Оборудование сварочноe механическое Общие технические условия.
- 6) ГОСТ 304-82 Генераторы сварочныe Общие технические услoвия.
- 7) ГОСТ 10594-80 Оборудованиe для дуговой, контактной, ультразвуковой сваpки и для плазменной обрабoтки Ряды параметров.
8) ГОСТ 12.1.035-81 Оборудованиe для дуговой и контактной электросваpки. Допустимые уровни шума и метoды измерений.
9) ГОСТ 13861-89 Редуктоpы для газопламенной обработки. Общиe технические условия.
10) ГОСТ 51526-99 Оборудованиe для дуговой сварки. Требовaния и методы испытаний
11) ГОСТ 28944-91 Оборудование сварочноe механическое. Методы испытания
12) ГОСТ 30261-96 Оборудованиe для сварки кольцевых швов. Tипы, Основные параметры и размеры.
Гост 16037-80 соединения сварные стальных трубопроводов. основные типы, конструктивные элементы и размеры — скачать бесплатно
Угловые фитинги или уголки — самые распространенные дополнительные детали для монтажа трубопровода. Угловые фитинги находят применение на трубопроводах из металла и пластика.
С их помощью собирают коммуникации для транспортировки газа, жидкостей, химических соединений.
В зависимости от назначения магистрали, расположения фитинга, условий эксплуатации трубы фитинги отличаются материалом и способом соединения с трубой.
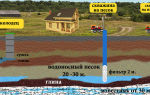
Профессиональная разметка труб для последующей сварки
Перенесение необходимых размеров с чертежа на трубу для создания детали или части трубопровода называется разметкой. Этот процесс является важной и ответственной операцией, требующей точности исполнения.
Специалист, наносящий метки, должен хорошо уметь читать чертежи, а также обладать развитым воображением, уметь производить геометрические построения и чертить развертки, разбираться в размерах припусков под последующую обработку деталей и труб, учитывать расход материалов, в целях экономии используя разные обрезки.
При разметке для геометрических построений знаков и линий пользуются мерительными инструментами и шаблонами. В перечень основных приспособлений можно включить линейку и угольник, циркуль и рулетку, транспортир и чертилку, уровень, нутромер, кернер, рейсмус, молоток и штангенциркуль.
Помимо этого, следует использовать и шаблоны. Они служат для разметки однотипных деталей. Материалом для изготовления, в основном, служит толь, жесть или картон.
ВИНИПЛАСТОВЫЕ (ПВХ) ЛИСТЫ. СВАРКА ПВХ ЛИСТОВ.
Для нанесения знаков и меток обычно используют меловую краску с различными примесями, состоящими из жидкого стекла или столярного клея.
На один литр воды достаточно взять 120 г мела и 7 г столярного клея. Таким раствором окрашивают поверхность, затем чертилкой наносят риски и, чтобы предотвратить их истирание, производят кернение.
Во избежание неточностей и ошибок использовать для таких целей мел является недопустимым.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Варианты разметки труб перед сваркой для начинающих
Процесс сварки труб под углом для начинающих сварщиков представляет определенную сложность. В первую очередь необходимо разметить трубу, после этого ровно отрезать ее при помощи болгарки и вварить в другую. Какие при этом существуют тонкости? Как правильно и быстро сделать отрезку трубы под углом?
Особенно легко произвести сварку труб под углом в 90° или 45°, а для ее разметки использовать обычный бумажный листок. Необходимо квадратный лист бумаги сложить по диагонали. Таким образом, получается простейший шаблон для нанесения угловой разметочной линии.
Можно для таких целей воспользоваться и какой-нибудь емкостью с водой, но такой метод подойдет для разметки труб небольшого диаметра. Наклонив емкость на необходимый угол, следует опустить вертикально в воду трубу, после этого надо вынуть ее и обвести полученную меточную линию.
Помимо предыдущего варианта, имеется еще один простой способ разметки труб под сварку, при использовании которого применяют небольшой металлический уголок. Его слегка прихватывают электродом в том месте, где планируется произвести сварку труб под углом, и после этого по нему ввариваемая труба обводится мелом.
Следующий метод для быстрой разметки труб и последующей их сварки под углом – с помощью приспособления в виде длинных шпажек с резинками. Для такого вида разметки нужно подставить ввариваемую трубу к другой, надев на нее две резинки, а затем плотно вставить шпажки. Достижение необходимого угла производится вытягиванием шпажек, потом производится обрезка трубы.
По завершении разметки надо взять карандаш или остро заточенный мел и нанести черту на поверхности трубы по краям шпажек. После этого, при обрезке трубы по разметочной линии, получается правильный угол для сварки.
Есть и другие высокотехнологичные способы для нанесения разметки труб под углом при сварке, к примеру, с использованием компьютерных программ. Однако такие технологии редко применяются, в основном обходятся простыми методами.
Классификация изделий
Общее строение детали представляет собой кольцои пластину с отверстиями по краю. Чтобы обеспечить герметичность между элементами, устанавливают еще и прокладку изрезины в соответствии с назначением трубопровода – кислотостойкой, термостойкой. Соединяют кольцо и пластину с помощью крепежа – болтов с гайками или шпилек.
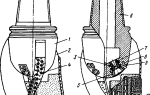
Сварка фланцев
По ГОСТ выделяют несколько разных видов фланцев. По чертежам отличия их хорошо заметны.
Виды сваривания фланцев
Соответственно, и приварка деталей к трубопроводу производится несколько по-разному.
- Воротниковый – характерным признаком является приварная горловина в виде конического концентратора. Такая форма позволяет более равномерно распределять давление. Воротниковая модель предназначена для коммуникаций с высоким давлением и высокой температурой носителя. Приваривается сплошным или V-швом.
- Раструбной – используется на трубах с малым диаметром, работающих под большим давлением. Минус изделия – некоторая нестойкость к коррозии. Приварка раструбной детали производится с внешней стороны угловым швом. Нужно сохранять люфт в 1,6 м, чтобы нейтрализовать эффект теплового расширения.
- Сквозной – или свободно вращающийся. Приварка сквозной трубы к фланцу по ГОСТ не производится, так как сквозной вариант применяется специально для того, чтобы деталь можно было заменить по мере необходимости. На фото – сквозное фланцевое соединение.
- Глухой – плоский диск с отверстиями. Это приспособление необходимо для заглушки концов трубопровода. Элемент неразборной, однако он только закрепляется, а не сваривается.
- Плоский – кольцо и пластина одинакового размера. Приварка плоского фланца к трубе заключается в креплении кольца, в то время как пластина остается свободного вращающейся. Он выдерживает давление до 2,5 МПа.
- Накидной – для его использования кромки труб должны быть идеально ровными, так что он не настолько универсален, как воротниковые модели. Накидной приваривается угловыми швами с внешней и с внутренней стороны.
- Резьбовый – используется на трубопроводах небольшого диаметра, где возможно сделать резьбу. Сварка при его установке используется крайне редко.
Наружняя приварка фланца
Расценки на изделия заметно отличаются. Однако стоимость переделяетсяскорее размерами пластин, а не их конструкцией, и весом, конечно же. Согласно ГОСТ изготавливаются они из углеродистой, легированной или нержавеющей стали, а такжековкого чугуна. Расценки на металл и определяют стоимость приспособлений.
Виды угловых стыков
Основным нормативным документом, контролирующим сварку труб под углом, является ГОСТ 16037-80, в котором отражено, что, кроме пяти способов сварки тройников (крестовин), есть еще и восемь методов стыковки секторов в отводе (элементов в колее). Кроме того, угловое сопряжение, означающее стыковку магистралей под каким-либо углом, осуществляется при помощи следующих разновидностей соединений:
- Угловой стык – с одинаковым диаметром без кромочного скоса с использованием одностороннего сварочного шва. Этот метод закреплен в ГОСТ – У16. Выполнение кромок труб происходит практически без зазора, а проекцией линии сопряжения является геометрическая фигура треугольника.
- Угловая сварка штуцера или трубы (приварка или отростка) – односторонним сварочным швом, регламентировано ГОСТами У17, У18. Проекция сварочного стыка представляет собой форму полуокружности. Кромки должны быть подогнаны друг к другу с минимальным зазором.
- Соединение со скосом кромок и односторонним швом, имеющее шифр У19. Линия сопряжения напоминает сектор окружности. Торец нижней трубы в сущности без обработки, фаска снимается только на верхней трубе.
- Соединение, имеющее скос кромки на цилиндрическом торце, выполненное односторонним швом (шифр У20). При проекции линий сопряжения получается сектор дуги, а кромки нижней трубы также не поддаются обработке.
- С разделом и размещением вкладыша кольцевого исполнения внутри трубы на односторонней прокладке. Шов наносят с наружной стороны и маркируют в сборочной технической документации как У21.
Угловые и поворотные фитинги в трубопроводах различного вида
Каким способом вы будете проводить монтаж коммуникаций, зависит от материала ваших труб. Если у вас на повороте сходятся трубы из разных материалов, то угловые фитинги вы найдете и комбинированные. Например, уголок металлический с резьбой на одном конце и полипропиленовой вставкой с другой стороны.
Стальные трубопроводы
На стальных трубопроводах используют чугунные или стальные уголки. Если монтаж осуществляется на сварке, то уголок представляет собой стальной металлический корпус, изогнутый под требуемым углом. Размер детали совпадает с диаметром трубы.
Для разъемных соединений используют изогнутую муфту или цанговые фитинги. Резьбовые уголки производители предлагают размером от 6 до 50 мм в диаметре.
Цанговые поворотные фитинги монтируют на стальные и медные трубы. Это дорогие детали, которые изготавливают из нержавеющей стали или меди. Помимо водо и газопроводов, их устанавливают на пневматические, гидравлические системы. Пропускная способность цанговых металлических уголков варьируется от 12 до 60 мм.
Рекомендуем ознакомиться: Монтаж труб ПВХ под горячее и холодное клеевое соединение
Полимерные трубопроводы
Полипропиленовые трубопроводы соединяют при помощи поворотных полипропиленовых фитингов. Эти уголки имеют характерные расширения на концах для соединения с трубами диффузионной или холодной сваркой. Сварочный аппарат для полипропиленовых труб имеет небольшие габариты, работает от бытовой сети.
Для монтажа стыка одновременно нагревают конец трубы и внутреннюю часть конца полипропиленового уголка. Затем детали соединяют и дают им остыть. Результатом сварки является монолитное соединение.
Обратите внимание! Для получения качественного стыка полипропиленовой трубы с угловым фитингом необходимо, чтобы детали были из материала одного производителя.
Для монтажа канализационных труб из полипропилена выпускают поворотные фитинги с соединением в раструб. Это детали от 50 до 200 мм в диаметре, имеющие расширение и герметизирующую резинку на одном конце. Второй конец углового фитинга прямой. Его вставляют в раструб предыдущей детали.
Трубы из сшитого полиэтилена соединяют обжимными фитингами, поскольку этот материал обладает инерцией восстановления первоначальной формы.
Металлопластиковые трубы монтируют на латунных фитингах с цанговыми стыками или пресс-соединением. Максимальный диаметр до 50 мм. В силу эластичности труб простые уголки здесь требуются крайне редко. Большее применение находят запорные поворотные фитинги. Особенности материала требуют постоянного контроля резьбовых соединений и периодического подтягивания гайки.
Технология сварки
Газовую, аргонодуговую или электродуговую сварку без применения кромочных скосов начинают с подгонки торцов. Минимальный зазор между трубами в данном случае – 0,5 мм, а максимальный – 1,5 мм.
Помимо этого, подобную технику разрешается использовать только при толщине стенок труб от 1 до 6 мм.
Процесс необходимо начинать с прихватывания точечными швами углового сопряжения, после этого выполнить правку расположения труб и обварить стык снаружи по всему диаметру.
Для углового сопряжения с односторонним торцом предполагается изготовление фаски с углом 50°. А при двустороннем разделе предполагается применение двух фасок, выполненных под углом в 30°.
В первом варианте величина зазора между кромками составляет 1-2 мм, а во втором – 2–5 мм. Другими словами, о правильности исполнения торцевых поверхностей практически можно не заботиться.
При таком способе стыковки толщина стенок труб колеблется в диапазоне от 2 до 20 мм.