Создание и сборка трубопровода хорошего качества – это ответственное задание, выполнить которое человек без необходимых знаний и инструментов просто напросто не сможет. Для того чтобы создать соединения между трубами чаще всего прибегает к использованию сварки. Данный способ позволяет соединять как однородный, так и разнородные металлические трубы. На сегодняшний день в строительной промышленности для выполнения данной задачи чаще всего прибегают к методу дуговой сварки. Чтобы выполнить соединения между трубами данным методом необходимо иметь в наличии сварочный аппарат и определенные электроды. Практически в каждом специализированном магазине всегда в ассортименте имеется большое количество сварочных аппаратов и электродов от разных производителей.
Для того чтобы соединить две трубы между собой можно использовать достаточно большое количество способов. Но в быту чаще всего используют дуговую сварку. Для того чтобы сварить металл используют электроды.
Они играют роль присадки, с помощью которой заполняется пустота шва.
Для того чтобы получить прочное соединение необходимо правильно подобрать определенный тип электродов и качественно выполнить сварочный шов.
Что нужно, для того чтобы сварить металл?
Электросварка получила очень широкий уровень применения. Ее популярность обусловлена высокой прочностью получаемого соединения, возможностью использования в домашних условиях, соединения можно выполнить не только автоматическим прибором, но и ручным.
Что такое электрод?
Внешне он принимает вид небольшого стержня из металла, толщина которого равняется примерно 2-5 мм, он создается из сварочной проволоки. Поверх металла, как правило, наносится сварочная смазка, ее слой может быть тонким или толстым. Первый составляет примерно 1-2% от всей массы стержня. Если же слой толстый процент его веса от всего стержня равняется примерно 20-30%.
Целью смазки является создание шлака – это неметаллический сплав, вес которого должен быть меньше исходный металл.
Во время выполнения процесса сварки этот слой поднимается вверх в сварочной ванне, образуя защитное покрытие.
Его основной задачей является создать барьер для газов, находящихся в воздухе (кислорода и азота). Их воздействие может негативно повлиять на финальные характеристики шва.
Важно знать: после окончания всех работ и полного остывания шва, слой из шлака необходимо удалить, иначе он негативно повлияет на срок службы шва и на его внешний вид, благо слой удаляется достаточно легко.
Электроды выпускаются в нескольких разновидностях, каждая из которых создана для выполнения той, или иной задачи. Говоря простым языком, один электрод лучше справится с соединением одного типа металла, чем другой. Виды покрытия электродов:
- Рутиловое покрытие. Электроды данного типа достаточно легко поджигаются, даже несколько раз подряд. Большая хрупкость шлакового слоя, позволяет выполнять сварочные швы эстетичного вида.
- Целлюлозное покрытие. С помощью этих электродов выполняется сваривания больших труб. Стержни с данным покрытием позволяет создавать как кольцевые, так и вертикальные швы.
- Рутилово-кислотный слой. Данный электроды известны своей экономичностью, их расход при сварке очень мал. Шлаковый слой обладает повышенной хрупкостью.
- Рутилово-целлюлозное покрытие позволяет сваривать швы в любых направлениях, даже в направлении сверху. Стоит отметить, что оно считается самым сложным.
- Основное покрытие. Использовать электроды данного типа рекомендуется при сварке толстого металла. Данный вид позволяет повысить вязкость шва, которая будет положительно сказываться на его физических характеристиках. Данные электроды советуют применять при сварке трубопровода, рабочая деятельность которого будет выполняться при отрицательных температурах.
Выбор электродов следует осуществлять исходя их материала труб. Например, если требуется соединить трубы из стали с повышенным содержанием углерода, необходимо использовать исключительно основные или рутиловые электроды.
Если же соединение будет выполняться на оцинкованном материале, нужно использовать специализированные электроды, так как обычные не смогут обеспечить высокую прочность.
Поэтому для сварки оцинкованного металла используется специальная технология сварки.
Также исключением является чугун. Для его сварки также используются специализированные электроды и особый тип сварки. Основным компонентом для электродов должны являться медь и железо, также возможно добавление в их состав никеля и его сплавов.
Используемое оборудование
Для того чтобы соединить металла методом сварки нужно иметь сварочный аппарат. Чаще всего используется три самых популярных агрегата:
Абсолютно в каждом специализированном магазине всегда в наличии имеется как профессиональное оборудование, так и любительское для использования в бытовых условиях.
Стоит сказать, что для выполнения процесса сварки, помимо электродов и сварочного аппарата, нужно иметь специальную защитную форму, сварочную маску и кабель с разъемом «крокодил». Приступать к выполнению процесса можно только после приобретения данных изделий.
Типы соединений
В промышленности используются несколько типов соединения труб из стали. Сварка встык, внахлест, тавровые соединения и угловые. Сварка может осуществляться в нескольких положениях, они могут делиться на горизонтальные и вертикальные, а также на нижние или потолочные.
Для сварки трубопроводов целесообразно будет использовать сварку встык. Причем обязательно нужно соблюсти то, чтобы все сварка была выполнена по всей толщине трубы. Чтобы осуществить это, при сварке труб выполнят двойные швы (внутри и снаружи).
Выполнение сварки
Если вы новичок в сварочном деле, не стоит сразу же приниматься за сложные задачи. Лучшим вариантом будет посмотреть некоторые обучающие видео и потренироваться на тренировочных изделиях. Также не помешает небольшая консультация с профессионалом.
Подготовка к сварке
Перед тем как приступить к сварке, нужно провести проверку всех используемых инструментов, а также выполнить некоторые действия, в число которых входит:
- полная проверка труб, все их данные должны соответствовать тем, которые указаны в проекте;
- вся поверхность металла, которая будет задействована в работе, должна быть очищена от различных жировых пятен, следов масла и ржавчины;
- проведение замера кромок, торца, величину притупления;
- в том случае если результаты, полученные с предыдущего шага, не соответствуют данным в проекте, производится обработка кромок до нужного значения.
Установка прихваток
После выполнения всех подготовительных работ, нужно произвести установку электродов (прихваток). Из-за того, что прихватки являются составляющей шва, в качестве них должны устанавливаться точно такие же электроды, которые будут использоваться в дальнейшем.
Если диаметр свариваемой трубы меньше тридцати сантиметром, в этом случае нужно установить четыре прихватки. Если же значение больше тридцати сантиметров, то прихватки нужно устанавливать равномерно, с шагом примерно 20-25 см.
Процесс сваривания поворотным методом
Монтаж трубопровода требует, чтобы бы максимально возможное количество швов было расположено в нижнем положении. Поэтому идеальной для этого является сварка поворотным методом. Если толщина трубы больше двенадцати миллиметром, необходимо выполнять тройной шов.
Первый слой варится с помощью электрода, толщиной от двух до четырех миллиметров. Следующие слои, вне зависимости от их количества, выполняются электродами с большей толщиной. Процесс работы выполняется следующим образом:
- стык трубы визуально делится на четыре примерно одинаковые части;
- первым шагом является выполнение сварки в первых двух секторах, которые находятся верхней части трубы;
- после выполнения предыдущего шага, труба разворачивается и выполняется сварка оставшихся секторов;
- далее швы провариваются второй раз в такой же последовательности;
- и наконец варится третий шов, он выполняется за один раз, в процессе работы трубу нужно поворачивать.
Сварка автоматическими аппаратами
На больших промышленных заводах главным является скорость производства, так как она напрямую влияет на количество выполненной работы. Высокую производительность удается достичь с помощью автоматических сварочных установок.
Все вышеописанные шаги проводятся автоматически.
Компьютерные технологии позволяет задать точный алгоритм выполнения каждого шага, поэтому в большинстве случаев сварочный шов созданный автоматической установкой получается более качественным, чем бы он был выполнен вручную.
На автоматических производствах электроды смотаны в бухты, из которых они непрерывно подаются в сварочный аппарат. Работникам остается только время от времени добавлять новые электроды в бухты.
Также полностью в автоматическом режиме в рабочую зону сварочного аппарата подаются защитные газы.
Если же выполнить какой-то шов автоматически аппаратом невозможно, процесс сварки выполняется полуавтоматически методом.
В заключение
Сварка является идеальным способом соединения металлических деталей. Надежность шва обусловлена высокой прочностью и долгим сроком эксплуатации.
Помимо метода, описанного в статье, как в промышленности, так и в быту, применяется множество других методов сварки и альтернативных методов плавления.
Однако самым популярным видом соединения металлических труб и других деталей является электродуговая сварка, причем как ручная, так и автоматическая.
Учебное пособие по сварке труб отопления
Сегодня для построения систем отопления используются разные методы – пайка полипропиленовых труб, фитиновое соединение металлопластиковых труб, резьбовое соединение труб из металла.
Но, несмотря на использование новых технологий, металл по-прежнему остается востребованным, поэтому и применяется сварка труб отопления электросваркой.
Для профессиональных сварщиков нет особой разницы, с каким материалом работать, а вот для тех, кто только решается попробовать себя в роли сварщика стоит внимательно изучить все тонкости работы в этой профессии.
Сварка труб отопления: технология соединения металлических труб
На сегодняшний момент широко используется две технологии сварки – сварка труб отопления электросваркой и соединение при помощи газосварки. Первая использует для работы электрический ток, во втором случае делается нагрев и расплавление металла при помощи пламени газовой горелки.
Сварка металлических труб отопления при помощи электросварки
Сварка металлических труб отопления при помощи электросварки осуществляется с помощью сварочного аппарата, подключаемого к электрической сети.
В основе большинства таких устройств лежит принцип плавления металлического стержня электрода в среде защитных газов под действием электрического тока большой силы. Этот метод менее опасный, чем газосварка поскольку в работе не используется летучий огнеопасный газ и открытое пламя.
С другой стороны, сварка отопления электросварочным методом требует наличия определенного опыта работы и знания основ сварочного дела.
Принцип соединения металлов электросваркой заключается в создании в месте стыка деталей электрической дуги, от которой происходит плавление металлического стержня электрода.
Перед началом работ к соединяемым деталям подключается отрицательный вывод сварочного аппарата. В положительный вывод берется электрод. После включения питания в аппарате происходит преобразование электрического тока высокого напряжения в ток низкого напряжения, но при этом возрастает сила тока. Когда электрод касается поверхности металла труб, возникает электрическая дуга. Под ее действием происходит розжиг металлического стержня электрода – его сердцевина начинает плавиться, а обмазка под действием высокой температуры гореть. Это пламя выжигает кислород в непосредственной близости электрической дуги, что позволяет создать сварочную ванну из расплавленного металла. Металл электрода, расплавляясь, плавит и края металла, создавая прочный металлический шов. Проводя электродом по месту соединения отрезков труб, постепенно формируется сварной шов. Спустя буквально 2-3 минуты после наложения шва металл в месте сварки остывает до 300-400 градусов, а через 15-20 минут до шва уже можно дотронуться рукой.
При кажущейся простоте технологии сварка труб отопления дело очень кропотливое, без достаточного опыта сделать нормальный шов очень трудно.
Дело в том, что электрод касается металла только при розжиге дуги, в дальнейшем он отрывается от металла и держится на определенном расстоянии, так, чтобы металл электрода плавился в сварочной ванне – области жидкого металла.
Кроме того, сварщик не проводит по месту соединения строго прямой шов, движение кончика электрода напоминает что-то похожее на урок каллиграфии, когда ученики в специальных тетрадях прописях пишут специальные упражнения – завитки, зигзаги, сложные и простые линии, напоминающие волны.
Разновидности сварных швов и соединений труб
В теории сварки и резки металла при помощи электродуговой сварки используется несколько видов сварных соединений, различающихся между собой в зависимости от положения электрода.
Для начинающего сварщика достаточно знать три основных типов соединений деталей:
- Прямое
- Угловое;
- Внахлест.
Прямое соединение подразумевает расположение деталей друг против друга с минимальным зазором между ними. Кстати, как отмечают профессионалы, мастерство заключается не в том, чтобы соединить трубы с большим зазором, а как раз, чтобы соединить поверхности таким образом, чтобы между ними был минимальный зазор.
Угловая сварка подразумевает соединение деталей находящихся под углом друг к другу. Такое соединение встречается в месте врезки трубы меньшего диаметра в трубу большего. Здесь соединяемые поверхности находятся под углом друг к другу.
Сварка внахлест делается, когда детали накладываются друг на друга. Сварка металлических труб отопления делается с применением различных пространственных положений шва – горизонтального, вертикального, потолочного или нижнего.
Горизонтальное расположение имеет свиду нахождение свариваемого объекта в горизонтальной плоскости, при этом электрод двигается подобно острию карандаша на листе бумаги, который лежит на столе. Здесь все предельно просто.
С вертикальным швом намного сложнее – здесь электрод ведется не только вверх или вниз, но еще и вправо, и влево.
Самым сложным считается потолочный шов – здесь работа осуществляется с нижнего положения, сварщик находится под соединяемыми деталями. Правда, для таких типов работ существует и специальный инструмент – электрод, у которого при работе кончик напоминает кратер вулкана.
Обмазка при сгорании образует чашу, в которой находится расплавленный металл, более того, он не выплескивается и не выпадает во время работы.
Что касается приемов работы то стоит помнить, что в процессе соединения всех элементов сварка труб отопления проводится без их жесткой фиксации относительно основных конструкций дома, только в самом конце большие отрезки соединяются в единое целое, вот тогда и приходится варить в самых неудобных положениях.
Поэтому предварительно трубы рекомендуется сваривать большими отрезками, чтобы сократить количество потолочных швов до минимума. Кроме того, можно аккуратно согнуть электрод, чтобы получить возможность дотянуться до самой дальней и неудобной точки.
Какими электродами лучше варить трубы отопления: металлы, оборудование, инструкции
Что касается выбора электродов, то здесь стоит учитывать качества каждой марки, поскольку и диаметр стержня и марка оболочки сильно влияют на качество шва. Для работы используются:
- Марка С – электроды с целлюлозным покрытием. Основное назначение соединение ответственных швов на материале с большой толщиной металла;
- Марка RA – электроды рутилово-кислотные основной вид электродов для работы с металлическими трубами. Особенность этой марки заключается в быстром покрытии шва слоем шлака, который придется удалять.
- Марка RR – электроды для тонких и аккуратных работ. Марка позволяет получить почти ювелирный шов с небольшим слоем шлака, который легко снимается щеткой.
- Марка RC – рутилово-целлюлозные электроды универсального назначения. Они предназначены для сварки в любых положениях.
- Марка В – основные электроды универсального назначения для горизонтальных и вертикальных швов.
Подготовка труб к электросварке
- Зачистка поверхности края трубы. 15-20 мм от среза трубы поверхность должна быть зачищена от ржавчины, лакокрасочного покрытия, масляных пятен;
- Необходимо доработать срез – он должен быть максимально ровным, так легче будет сочленить части трубы.
- При использовании толстостенных труб на соединяемых концах рекомендуется сделать фаску не меньше чем на половину толщины металла.
Сварка труб отопления проводится в несколько слоев, это зависит от толщины металла. Профессионалы рекомендуют:
- При толщине стенки до 6 мм наложить 2 слоя;
- При толщине больше 6 и до 12 мм рекомендуется снять фаску и сделать 3 слоя;
- При толщине стенки трубы больше 12 мм делается 4 сварных шва.
Профессионалы советуют при многослойном наложении швов первый шов накладывать методом ступенчатой наплавки – пройдя вперед 8-10 мм сделать обратный ход на 5-6 мм, после чего сделать снова участок длиной 8-10 мм.
При работе с большим диаметром труб делается сначала прихватка – в нескольких местах делается небольшой шов длиной 2-3 см, после чего делается сплошное сваривание стыка.
Важно помнить, что если будет сделана ошибка и обнаружится брак, то часть работы придется переделать. После прохождения полной длины окружности сварным швом делается отступ на 3-4 см и начинается наплавка второго слоя. Отступ необходим для того, чтобы исключить брак шва, в точке начала наплавки сразу нескольких слоев.
Описание процедуры сварки труб
Перед началом работ осуществляется подгонка всех элементов. При помощи болгарки выравниваются края отрезков. При помощи наждачного круга делается снятие фаски на ½ толщины металла трубы.
Для удобства работы сначала делается соединение угловых элементов с прямыми отрезками:
- Торцы элементов очищаются от ржавчины, пыли, масляных пятен.
- На ровной поверхности выкладывается отрезок и к нему стыкуется угловой элемент.
- В одной точке делается прихватка электродом на 4-5 мм. И мелом отмечается на наружной поверхности начало формирования шва.
- После того как прихватка остынет при помощи молотка несколькими ударами угловой элемент ставится на место. Дело в том, что наживляя детали, металл может повести, и элементы просто сдвинутся относительно друг друга. После остывания шва можно подкорректировать положение, максимально прижав элементы, друг к другу.
- После коррекции с противоположной стороны снова делается точечный шов. И снова проверяется положение деталей.
- После того как все элементы будут правильно расположены относительно друг друга, делается первый основной шов.
- После прохождения всей окружности дается время остыть шву, буквально через 2-3 минуты после окончания сваривания при помощи молотка делается отделение шлака и окалины от металла. Особенно тщательно осматриваются углубления и небольшие кратеры, именно в этих местах шлак может образовать отверстие в сварном шве.
- Если подозрительных мест не обнаружено от риски поставленной мелом отступается 2-4 см и начинается наплавка второго слоя. Движения в этом случае нужно делать зигзагообразные, чтобы наплавка закрывала справа и слева первый, основной шов.
- После того как будет сделано соединение обеих отрезков труб и угловых элементов делается установка их на место и соединение в одну конструкцию.
- При помощи подставок делается выравнивание отрезков. Подобно тому как наживлялись отрезки с уголками, делается наживка в 2- точках и этого шва.
- После того как будет проверена правильность установки делается наложение первого слоя напайки. При работе можно немного расширить отверстие в стене, чтобы уголковые элементы не мешали, а вся конструкция могла сделать полный оборот вокруг оси.
- Работа осуществляется небольшими отрезками с короткими перерывами для поворота конструкции.
- После наложения первого слоя делается очистка и проверка качества поверхности. Аналогично предыдущим соединениям делается напайка второго слоя сварного шва.
Несмотря на простоту операций в реальности многое зависит от опыта подобных работ. Профессионалы советуют в таких случаях не браться сразу за работу самому, а попросить опытного сварщика показать несколько приемов работы и внимательно понаблюдать за действиями наставника, такой урок может многому научить.
Как правильно сваривать стальные трубы ручной дуговой сваркой?
Монтаж трубопровода – это серьезная и ответственная работа. Для соединения труб достаточно часто применяется сварка труб ручной дуговой сваркой.
Этот способ пригоден для соединения труб из разных материалов, но технология сварки в разных случаях будет различна. В частном строительстве часто применяется ручная дуговая сварка труб.
Для осуществления этого процесса необходимо иметь сварочный аппарат и электроды. В продаже сегодня можно встретить множество моделей сварочников, от профессиональных до бытовых.
Существует много различных способов сварки труб, однако, если речь заходит о выполнении работы своими руками, то, чаще всего, применяется электродуговая сварка труб. Для осуществления этого процесса необходим не только сварочный аппарат, но и расходные материалы – электроды. Этот материал служит присадкой, которая используется для наполнения шва.
Материалы и оборудование для электросварки
В строительной отрасли очень широко применяется сварка труб электросваркой. Дело в том, что этот способ достаточно прост, экономически выгоден и мобилен, так как может выполняться не только на автоматах, но и ручными аппаратами.
Выбор электродов
Что представляют собой электроды для сварки труб? Это металлический стержень из сварочной проволоки толщиной 2-5 мм. Поверх металлического стержня нанесена обмазка, она может быть нанесена тонким или толстым слоем.
Электроды выпускают по ГОСТ с различными типами покрытий, причем каждый тип создан для решения определенных задач, поэтому выбирать электроды нужно с учетом этого обстоятельства:
- Целлюлозное покрытие. Этот тип электродов применяется при сваривании труб большого размера, с их помощью можно создавать вертикальные и кольцевые швы.
- Рутиловое покрытие. Такие электроды характеризуются легким поджигом, в том числе и повторным, большой степенью хрупкости шлаковой корки. С их помощью легко добиться получения сварного шва товарного вида, устанавливать прихватки, создавать угловые швы, проваривать корневые швы сверху для придания красивого внешнего вида соединению.
- Рутилово-кислотное покрытие. Этот материал характеризуется легким отделением шлаковой корки, кроме того, расход электродов при сварке труб невелик, что позволяет экономно расходовать материал.
- Рутилово-целлюлозное покрытие. Такой тип электродов подходит для выполнения швов в любых положениях, в том числе и в вертикальном, по направлению сверху, которое считается самым сложным.
- Основное покрытие. Это особый тип материала, который позволяет получать швы, которые отличаются высокими показателями вязкости. Такие швы практически не растрескиваются. Этот материал рекомендован для работы с толстостенными трубами, а также там, где ожидаются сложные условия эксплуатации.
Совет! Электроды, имеющие основное покрытие, рекомендуется применять, если трубопровод будет использоваться при низких температурах.
Применяемое оборудование
Чтобы выполнить сварку необходимо иметь в распоряжении аппарат для сварки труб, это может быть:
- Сварочный трансформатор.
- Сварочный инвертор.
- Сварочный выпрямитель.
В продаже имеется как профессиональное высокопроизводительное оборудование для сварки труб, так и аппараты, предназначенные для бытового использования. Последние стоят намного дешевле, но не рассчитаны на производительную работу.
Типы сварных соединений
Согласно ГОСТ, применяют следующие способы соединения стальных труб:
- Сварка встык.
- Сварка внахлест.
- Тавровые сварные соединения.
- Угловые сварные соединения.
При выполнении сварных соединений используются следующие положения, в которых находятся свариваемы детали:
- Горизонтальное или вертикальное положение шва.
- Нижнее или потолочное положение швов.
Совет! Наиболее выгодным положением сварки считается нижнее, поэтому при возможности выполнять поворотную сварку, следует отдавать предпочтению именно этому способу работы.
При строительстве трубопроводов чаще всего применяется сварка стальных труб встык. В этом случае, крайне важно, чтобы кромки были проварены по всей толщине. Поэтому для толстостенных труб всегда выполняют двойные швы – внутренние и наружные.
Совет! Чтобы уменьшить образование наплывов металла на внутренней поверхности труб при выполнении работы электрод держат под углом 45 градусов к горизонтальной плоскости.
Выполнение сварки
Выполнять сварку труб необходимо только после прохождения обучения работы со сварочным аппаратом. Новичкам будет полезно посмотреть, как проводится сварка металлических труб – видео с подробным описанием каждого этапа работы несложно найти на тематических сайтах.
Подготовительные работы
Перед тем как будет осуществлена ручная сварка труб, материал следует правильно подготовить. В комплекс подготовительных работ, как правило, входит:
- Проверка соответствия труб требованиям, заложенным в проекте.
Совет! Проверяется соответствие размерам, отсутствие дефектов и деформации, отсутствие разницы в толщине стенок, соответствие химического состава материала труб и механических свойств изделий требованиям, зафиксированным в ГОСТ.
- Очищение кромок от грязи, масла и следов окисления (ржавчины).
- Замеры перпендикулярности торца, величины притупления и угла раскрытия кромки.
Совет! Согласно принятым нормам, величина притупления должна быть равна 2 – 2,5 мм, а угол скоса кромки – 60-70 градусам.
- При выявлении несоответствия требованиям, производят механическую обработку кромок.
Установка прихваток
- Прихватки – это составляющая часть шва, для их выполнения применяют тот же тип электродов, который будет использован при выполнении основного шва.
- При сваривании труб, имеющих диаметр до 300 мм, нужно выполнить 4 прихватки, распределяя их по окружности равномерно.
- Если нужно сварить трубу большого размера, то прихватки нужно располагать на равном расстоянии с шагом 200-250 мм.
Совет! В любом случае рекомендованная длина прихватки составляет 50 мм, а ширина – 4 мм.
Выполнения сварки поворотным методом
При монтаже трубопроводов всегда стремятся к тому, чтобы максимальное количество швов было выполнено в нижнем положении, поэтому рекомендуется использовать поворотный метод сварки.
При сварке труб, имеющих толщину стенки до 12 мм, выполняют тройной шов. Первый слой сваривают с применением электродом с толщиной стержня 2-4 мм, последующие слои сваривают электродами большего диаметра. Работа выполняется так:
- Стык мысленно разделяют на четыре равные части.
- Выполняют сварку в первом и втором секторе, расположенные в верхней части трубы.
- Производят поворот трубы и сваривают стык по третьему и четвертому сектору.
- Снова поворачивают трубу и проваривают второй слой в секторах 1 и 2., а затем, повторив поворот, второй слой выполняют в секторах 3 и 4.
- Последний третий слой накладывают в одном направлении, поворачивая трубу во время работы.
Автоматическая сварка
На крупносерийном производстве важно обеспечить высокую производительность труда. Поэтому там вместо трудоемкой ручной сварки стараются использовать сварочные автоматы для сварки труб. В этом случае, все процессы происходят в автоматическом режиме.
Сварка, чаще всего, осуществляется с использованием сварочной проволоки, которая сматывается в бухты и непрерывно подается в зону сварки. Также, автоматически в рабочую зону подаются защитные газы. В тех случаях, когда не удается полностью автоматизировать процесс, применяется сварка труб полуавтоматом.
Другие способы сварки
Помимо электродуговой сварки, в строительстве применяют и другие способы соединения труб плавлением:
- Достаточно часто применяется газовая сварка труб. Этот метод предусматривает нагревание кромок труб до температуры плавления при помощи газовых горелок. Одновременно производят расплавление присадочного прутка, металл которого используется для заполнения шва между трубами. В результате получается прочный шов с выступающим валиком. Как правило, сварка труб газом осуществляется при помощи смеси ацетилена и кислорода. Основной инструмент сварщика – резак и горелка. В теле горелки имеется два канала, по которым два вида газа подаются в камеру смешивания.
- Реже применяется индукционная сварка труб. При применении этого способа разогрева деталей осуществляется за счет вихревых токов, которые наводятся магнитным полем. Соединение разогретых кромок труб осуществляется при помощи нажимных роликов. Этот вид сварки чаще применяют на трубных производствах, а также в машиностроении.
- На производствах, специализирующихся на выпуске труб, применяется и высокочастотная сварка труб. Как правило, эти способом осуществляется сваривание продольного шва по всей поверхности трубы. Для нагревания кромок деталей используются токи высокой частоты.
Сварка – это один из наиболее надежных способов соединить элементы трубопровода. Существуют специально разработанные стандарты сварки металлических деталей и качества электродов. Так, ГОСТ 5264-80 регламентирует варианты сварных швов, а ГОСТ 14771-76 описывает правила проведения работ в защитном газе.
Как правильно варить трубы электросваркой
Довольно большое распространение получила электросварка. При ее применении можно получить качественный сварной шов, который характеризуется высокой прочностью и надежностью, а также привлекательным эстетическим видом.
В процессе ведения домашнего хозяйства часто приходится проводить соединение отдельных труб. Для этого лучше всего подходит именно электросварка, так как полученное крепление характеризуется герметичностью.
Рассмотрим особенности подобного метода обработки подробнее.
Как варить трубы электросваркой
Выбор электродов
К подготовительному этапу можно отнести выбор наиболее подходящего электрода. От качества этого расходного материала зависит герметичность получаемой системы, а также сложность проведения сварки.
Сегодня используют электроды, которые представлены токопроводящим стержнем со специальным покрытием. За счет применения специального состава стабилизируется дуга и формируется более привлекательный, качественный сварочный шов.
Кроме этого, в некоторых случаях включенные химические вещества снижают вероятность окисления металла.
В продаже встречается довольно большое количество различных вариантов исполнения подобных расходных материалов. По типу сердцевины выделяют:
- С сердечником, который не плавится. При их изготовлении применяется графит или вольфрам, а также электротехнический уголь.
- С плавящимся стержнем. В этом случае при изготовлении применяется проволока, толщина которой может варьировать в большом диапазоне. При проведении электросварки толщина электрода – наиболее важный параметр, который нужно учитывать.
Электроды с плавящимся стержнем
Классификация проводится также по тому, какое вещество применяется в качестве обмазки. Наибольшее распространение получили следующими варианты исполнения:
- Рутилово-кислотные зачастую применяются при создании системы трубопровода отопления или подачи воды бытового предназначения. При электросварке может образоваться шлак, удалить который не составляет трудности.
- Целлюлозные подходят в большей степени для работы с изделиями, которые имеют крупное сечение. Примером можно назвать случай изготовления магистрали для подачи газа и воды.
- Рутиловые применяются в случае, когда нужно получить аккуратный шов. Шлак с поверхности удалить просто и быстро. Кроме этого подходит для наваривания второго или последующего шва.
- Рутилово-целлюлозные подходят для сварки практически в любой плоскости. Этот момент определяет их частое применение при создании вертикально расположенного шва большой протяженности.
- Основная обмазка считается универсальным покрытием, которое подходит для электросварки самых различных деталей, в том числе и толстостенных изделий. Образующееся крепление характеризуется пластичностью и высокой прочностью.
Рутиловые электроды
Рекомендуется уделять внимание продукции известных производителей, заявленные эксплуатационные характеристики которых будут соответствовать реальным. Кроме этого, при выборе расходного материала нужно уделять внимание сроку годности изделия.
Виды сварочных соединений
Выполнять сварочные работы можно только при учете того, какие именно можно найти сварочные швы. Наибольшее распространение получили:
- Размещение и сваривание деталей встык. В этом случае изделия должны быть распложены рядом друг с другом.
- Соединение в тавр характеризуется тем, что изделия расположены под прямым углом относительно друг друга.
- Способ скрепления внахлест получил больше распространение по причине простоты сварки и контроля качества получаемого соединения.
Как правило, в рассматриваемом случае применяется метод электросварки в стык. За счет этого обеспечивается качественное соединение отдельных элементов.
Подготовка деталей
Перед проведением электросварки следует провести подготовку соединяемых деталей. Рекомендации следующие:
- Проверяется ровность среза, который должен быть равен 90 градусов.
- Торец и окружающая поверхность зачищается при помощи наждачной бумаги и другого абразива до появления металлического отблеска.
- Все виды загрязнений должны быть полностью удалены.
Подготовка к сварке, зачистка болгаркой
На момент проведения сварки все элементы должны быть прочно закреплены.
Сваривание труб
Довольно распространенным вопросом можно назвать то, как варить трубы электросваркой. Инверторы и другие приборы характеризуются простотой в применении, а также возможностью точной регулировки выходных параметров. Сварка металлических труб проводится с учетом нижеприведенной информации:
- Стык должен быть непрерывным.
- Начав сварку не нужно останавливаться.
- Все работы должны проводится в несколько слоев, за счет чего обеспечивается герметичность. Количество швов зависит от толщины стенок.
При рассмотрении того, как сваривать трубы нужно уделять внимание тому, что каждый предыдущий слой должен полностью остыть.
Сварка труб электросваркой должна проводится с контролем получающегося крепления. Кроме этого, сварной шов на трубе своевременно очищается от шлака и других загрязняющих веществ.
У рассматриваемого процесса есть достаточно большое количество особенностей. При выполнении сварки труб учитывается нижеприведенная информация:
- Полярность тока выбирается в зависимости от толщины стенок, типа материала и выбранного электрода. Стоит учитывать, что вся информация о том, при каких параметрах должен применяться электрод указывается производителем.
- Стоит учитывать, что соединение труб также проводится с учетом силы тока. Определить этот показатель можно путем умножения показателя толщины стержня на 30 или 40. Подобным образом определяется сила тока, которая устанавливается на аппарате.
- Скорость проведения сварки не регламентируется ни в какой технической документации. Однако, нельзя задерживать электрод долго на одном месте, так как это может привести к появлению подтеков. Кроме этого, слишком высокая температура может привести к прогоранию кромки.
Для того чтобы упростить задачу проводится предварительное крепление соединяемых элементов. Подобные особенности сварки нужно учитывать для того, чтобы повысить качество соединения.
Сборка стыков
Предварительный сбор стыков существенно упрощает поставленную задачу. Особенности этого этапа следующие:
- Трубы фиксируются в тесках. Если крепление проводится в трех точках, то фиксация будет более надежной.
- При только одной точке соединения, то сварку рекомендуют начать с обратной стороны.
- Если стенки имеют толщину около 3 мм, то толщина стержня должны быть 2,5 мм.
Больше всего трудностей возникает со свариванием труб, которые нельзя закрепить в тисках.
Сваривание поворотных и неповоротных стыков
Технология сварки труб немного изменяется в том случае, если нужно соединить стыки подобного типа. Особенности следующие:
- Варка проводится при применении специального вращателя, для которого задается требуемая скорость.
- Уделяется внимание тому, что сварочная ванная должна быть правильно расположена.
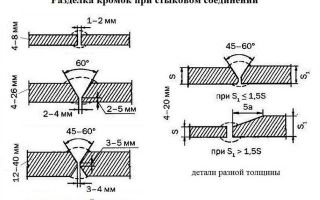
Разделка кромок при стыковом соединении
Подобная работа может выполняться при обычном креплении заготовки, труба поворачивается примерно на 90 градусов. Сложнее всего варить при повороте заготовки на 180 градусов.
Контроль качества
Зачастую качество шва проверяется путем обычного осмотра конструкции сварщиком. Среди особенностей отметим:
- Поверхность очищается от шлака, для чего достаточно постучать по поверхности молотком.
- После этого проводится визуальный осмотр соединения.
Изделие не должно иметь сколы или трещины, а также прорезы. Также серьезным дефектом можно назвать прожоги и прочие дефекты.
Техника безопасности при проведении работ
При применении электросварки важно соблюдать все распространенные рекомендации. Если этого не сделать, то есть вероятность повреждения заготовки или получения травмы.
Зачастую техника безопасности предусматривает надежное закрепление скрепляемых заготовок. Кроме этого, требуется специальная защитная одежда и щитки, которые исключают вероятность повреждения лица и глаз дугой. Корпус применяемой электросварки должен быть обязательно заземлен.
Сварка труб ручной дуговой сваркой: подготовка изделий и необходимое оборудование, технология процесса
Прежде всего важно понимать, что не любые трубы можно эффективно сваривать электродуговым методом. Он используется для соединения труб с толщиной стенки не менее 3 мм, при этом оптимальный проход составляет 80 мм и более. При большом объеме работ предпочтение отдают механизированным методам сварки.
Подготовка труб к ручной дуговой сварке
Ручная дуговая сварка труб требует внимательного и грамотного подхода к выполнению подготовительных операций. Обычно они строятся по такому алгоритму:
- Контрольно-диагностические операции. Оценивается техническое состояние труб, сравниваются их параметры: диаметр, толщина стенки, состав материала. Трубы на всей длине проверяются на наличие деформаций, трещин и других повреждений.
- Обработка торцевых частей труб. Кромки очищают от ржавчины и механических загрязнений, обезжиривают. В случае необходимости выправляются мелкие деформации краев, удаляют заусеницы, зоны наклепа металла и прочие дефекты, образовавшиеся при резке труб.
- Выполнение фасок. Если кромки труб не имеют скосов, их придется выполнить вручную, используя специальный инструмент: фаскосниматели или торцеватели. Угол скоса фаски обычно варьируется в пределах 60-70°. После изготовления фасок проводится повторное обезжиривание поверхности.
Завершающим этапом подготовки труб к сварке является их фиксация относительно друг друга. Она должна полностью исключить перемещение труб, если иное не предусмотрено технологией сварки.
Между состыкованных для сварки труб оставляется зазор, величина которого устанавливается нормативной документацией в зависимости от параметров изделий, что необходимо для равномерной проварки не только верхних слоев металла, но и корня шва. У труб с толщиной стенки 3-4 мм величина зазора составляет 2-2,5 мм.
Необходимое оборудование, материалы и средства защиты
Выполнять сварочные работы необходимо в просторном, хорошо проветриваемом помещении или на открытом воздухе, вдали от легковоспламеняющихся веществ.
Основным рабочим средством для соединения труб будет электрический сварочный аппарат переменного или постоянного тока.
Хорошее оборудование стоит немалых денег, поэтому для разовой сварки по возможности его лучше одолжить. Кроме того, понадобятся:
- фиксирующие устройства;
- электроды и электрододержатели;
- сварочный кабель;
- молоток и зубило;
- наждак и металлическая щетка.
Обязательным условием является наличие средств индивидуальной защиты (СИЗ). Руки должны быть защищены плотными сварочными перчатками; для защиты головы и, в первую очередь, глаз, понадобится сварочный шлем. Он оборудуется затемненным стеклом, «отсекающим» инфракрасную и ультрафиолетовую части светового спектра.
Работать следует в удобной, не сковывающей движения закрытой одежде из негорючих материалов.
Методы ручной дуговой сварки труб
Существует два основных метода ручной электродуговой сварки труб: поворотный и неповоротный. На практике возможность их применения диктуется техническими особенностями труб, местом их расположения и квалификацией сварщика. Существует и комбинированный метод, но широкого применения он не нашел.
Сварка с поворотом стыка
Поворотный метод обеспечивает максимальную прочность и равномерность шва. Добиться этого можно с помощью двух хитростей. Во-первых, старайтесь держать электрод строго под прямым углом к оси трубы, то есть регулируйте интенсивность плавления не наклоном электрода, а длиной дуги. Во-вторых, работайте по трехпроходной технологии. Она предполагает такую последовательность действий:
- Условно разделите торец трубы на четыре равных сегмента, можете сделать соответствующие метки, но лучше сварить трубы в этих зонах точечно.
- Проварите стык в корневой части сегментов, расположенных друг напротив друга, тонким электродом (3-4 мм) с силой тока 120-150 А.
- Поверните трубу на 90° и проварите два оставшихся сегмента с теми же параметрами.
- Постепенно поворачивая трубу, проварите ее на всем диаметре. Параметры сварки тоже изменятся – размер электрода составит 5-6 мм, а сила тока – 200-250 А.
- Повторите действия, указанные в пункте 4.
Если конструкция предполагает сваривание труб на одной оси в нескольких участках, выполняйте операции одновременно на всех стыках. Это не только позволит ускорить работу, но и предотвратит любые осевые смещения в процессе сварки.
Сварка без поворота стыка
Сварка без поворота целесообразна в том случае, когда ведется на уже смонтированной конструкции, в том числе имеющей труднодоступные места. Технология во многом напоминает поворотную, но есть ряд существенных отличий в длине отдельных швов. Общий алгоритм включает следующие действия:
- Тонким электродом (4 мм) проваривается до половины длины стыка.
- Оставшийся сегмент условно делится на две равные части, которые провариваются тонким электродом в разных направлениях.
- Половина стыка повторно проваривается толстым электродом (5-6 мм), при этом она не должна повторять в точности расположение самого первого шва, но должна частично перекрывать его (около 30°).
- Оставшийся сегмент условно делится на две равные части и проваривается толстым электродом в разных направлениях.
Третий проход обычно используется лишь при сварке труб с диаметром более 700 мм. Он предполагает нанесение двух равных по длине швов в противоположных направлениях, стыки которых не совпадают со стыками швов, нанесенных ранее.
Как происходит процесс сварки
Сварку проводят на конструкциях, закрепленных в фиксирующих устройствах или соединенных друг с другом точечно. Работы следует выполнять быстро, не допуская кристаллизации сварочной ванны в зонах, соседствующих с рабочей. Между проходами необходимо выждать 3-5 минут.
При первичном проходе стыка прорабатывается корневая часть шва. Малые толщины электродов и относительно слабые сварочные токи на этом этапе предотвращают прожоги фаски и появление толстого грата с внутренней стороны трубы, делают шов достаточно равномерным и аккуратным, кроме того, фактически формируют дно сварочной ванны для будущих проходов.
Второй и третий проходы, которые выполняются толстыми электродами с большей силой тока, формируют верхние и нижние одно- или разнонаправленные части шва, необходимые для полной герметизации стыка и приданию конструкции нужной механической прочности. Допустимо создание наплыва в последнем проходе, что полезно при сваривании труб относительно малого диаметра.