Кажется, что уже столько и многими написано обо всех аспектах сварки ПП-Р труб, что данную тему давно можно считать закрытой. Но в процессе общения с монтажниками понимаешь, что сарафанное радио оказывает большее воздействие на технику монтажа, чем указания по сварке на коробках с продукцией, здравый смысл, рекомендации производителей и множество технических пособий.
Что ж, предлагаем вернуться к вопросу и обстоятельно, с самого начала пройтись по нему, сперва разобравшись со свойствами материала, а уже затем перейдя непосредственно к самой пайке и её особенностям.
-
Специфика пайки труб из полипропилена
Начнем с того, что полипропилен — это пластик, а этот материал имеет разные температуры плавления и сварки. Например, у ПВХ температура сварки меньше, чем температура плавления. Для группы же труб из напорного полипропилена температура сварки составляет 260 ⁰C.
Основной и важнейший критерий тут — соблюдение этой температуры: превышение способствует перегреву материала, повышенной текучести и деградация сырья в зоне нагрева.
Поэтому чем качественнее у Вас будет сварочный аппарат, тем меньше вероятная погрешность в температуре сварки. У профессиональных моделей она составляет 0,5 ⁰C.
Сколько она будет у китайских и простых турецких, известно только их производителям (и то – не факт).
Если монтаж – Ваш хлеб, а каждое соединение – Ваша репутация, то Вы просто обязаны задумываться о выборе для себя самого лучшего инструмента! Так как это напрямую Ваши гарантии положительных отзывов по проделанным заказам и увеличение репутационных шансов на получение новых.
Чистота самой трубы – фактор про который многие почему-то забывают, а зря: естественно, если материал у Вас в грязи, то эта самая грязь вполне может попасть в место стыка, и он получится не качественным.
То же самое относится и к трубам, которые лежали на солнце, и под действием ультрафиолета у них повредился внешний слой.
Его надо убрать или взять новую трубу, так как, сняв часть старой, у Вас могут возникнуть сложности по её сварке из-за недостаточности наружного диаметра.
Помним про глубину соединения, – ведь именно контроль за ней поможет убрать заужения диаметров и избежать малой площади соединения.
-
Общее описание технологии
Полифузионная раструбная сварка является самым простым и надежным способом для соединения полипропиленовых труб и фасонных изделий (фитингов, соединительных деталей).
Спаять материал между собой простая, но крайне ответственная задача.
Способ при этом, по сути, один, но важен фактор соблюдения технологии — безответственный подход к которой чаще всего влечет за собой различные дефекты и соответствующие повреждения сварочных стыков.
-
Паяльные инструменты, машины для сварки труб
Необходимые инструменты для сварки:
- Сварочный аппарат для раструбной сварки и насадки. Основные требования к данному оборудованию — надежность, а значит и отсутствие такой проблемы как регулярный ремонт некачественного инструмента, ведь ремонт – простой монтажа. И, конечно же, необходимо не забывать об обеспечении правильного температурного режима;
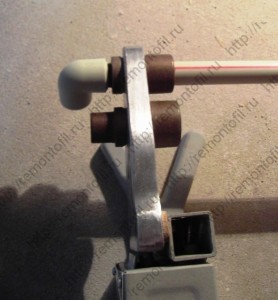
- Ножницы или труборез, специально предназначенные для резки полипропиленовых труб. Вообще это два разных инструмента. Первые отличны от тех, что используются для Pex и металлопластиковых систем. У них должно быть широкое жесткое лезвие, которое будет с помощью храпового механизма без труда разрезать трубу диаметром до 32 мм. Для больших размеров уже лучше иметь резак, который функционирует запускаемым при вращении дисковым ножом. Он позволяет без потери сил резать трубу диаметром 110 мм с толщиной стенки до 20 мм, главное — поставить опциональное лезвие для пластиковых труб вместо медных.
- Тряпка или салфетки. Трубопровод необходимо очистить от грязи. Чтобы место стыка было без мусора, хотя бы после резки;
- Спирт для обезжиривания или аналогичный по действию состав. Думается, наличие спирта в перечне необходимого легко объяснимо – отметить начало монтажа и сплотить коллектив. На самом деле все просто – обязательная очистка места стыка от масляно-жировых следов;
- Рулетка или метр. Отмерить нужный кусок трубопровода или глубину соединения, чтобы труба попала в фитинг ровно на то расстояние, которое требуется. Ни больше ни меньше;
- Маркер или специальный карандаш, позволяющий оставлять разметку на трубе;
- Нож с коротким и острым лезвием. Снять заусенцы при резке и фаску, которая позволит сделать соединение пластика максимально качественным.
Метод сварки идентичен для труб и фитингов всех производителей, это обуславливается идентичными физическими свойствами материала. Различие лишь в том, что работа с большими диаметрами требует не только сноровки, но и дополнительного оборудования.
Инструкция по работе со всеми видами ППР труб далее по тексту.
а) Сварка полипропиленовых труб и фитингов диаметрами от 20 до 40 мм:
- Установить, если это возможно, сварочный аппарат на ровную поверхность или верстак;
- Закрепить на сварочном аппарате насадки необходимого размера. Проверить чистоту насадок, при необходимости протереть их тканью;
- Установить на терморегуляторе сварочного аппарата температуру 260 °C;
- Включить сварочный аппарат, нажав кнопку включения;
- Отрезать трубу необходимой длины;
- Очистить и обезжирить свариваемые поверхности;
- На нагретую насадку сначала надеть фитинг, а затем трубу. Обе части нагреваем в течение времени, указанного в Таблице 1;
- После окончания времени нагрева снять обе детали с насадок;
- Соединить трубу и фитинг медленным, равномерным движением без осевого смещения. Сваренную трубу и фитинг необходимо зафиксировать в течение 20 секунд.
| Диаметр трубы, мм | Глубина плавления, мм | Время нагрева, с | Время сварки, с | Время охлаждения, мин |
| 20 | 14 | 5 | 4 | 2 |
| 25 | 15.5 | 7 | 4 | 2 |
| 32 | 17 | 8 | 6 | 4 |
| 40 | 18.5 | 12 | 6 | 4 |
| 50 | 20.5 | 18 | 6 | 4 |
| 63 | 24.5 | 24 | 8 | 6 |
| 75 | 28 | 30 | 8 | 6 |
| 90 | 31.5 | 40 | 8 | 8 |
| 110 | 36.5 | 50 | 10 | 10 |
Таблица 1 – Длительность сварочных операций для труб и фитингов
б) Сварка полипропиленовых труб и фитингов диаметрами от 50 до 110 мм:
- Установить механический сварочный комплект на ровную поверхность;
- Отрезать трубу необходимой длины с помощью специального трубореза;
- Очистить и обезжирить свариваемые поверхности;
- Зафиксировать трубу и фитинг в центраторе сварочного комплекта;
- Установить сварочный аппарат в центраторе между трубой и фитингом;
- Закрепить на сварочном аппарате насадки необходимого размера. Проверить чистоту насадок, протереть их при необходимости тканью;
- Терморегулятор сварочного аппарата необходимо выставлять на температуру 260 °C;
- Включить сварочный аппарат, нажав кнопку включения;
- С помощью подвижных частей центратора надеваем трубу и фитинг на нагретые насадки сварочного аппарата;
- После того, как время необходимое для нагрева истечет, раздвинуть и снять обе детали с насадок;
- Убрать паяльник (сварочный аппарат) с центратора;
- Соединить трубу и фитинг с помощью центратора медленным, равномерным движением. Сваренную трубу и фитинг необходимо зафиксировать в течение 20 секунд.
Примечание: на концах труб, особенно диаметром от 40 мм и более, рекомендуется снимать фаску под углом 30-45°.
С труб большого диаметра в местах соединения правильным будет также соскабливать окислившийся наружный слой материала толщиной примерно 0.1 мм. Нельзя сваривать трубу и фитинг, которые свободно соединяются в холодном виде.
Обязательно проверяйте трубу на овальность, деформированные и поврежденные компоненты необходимо отбраковывать.
-
Соединение труб пайкой с армированием
Спаивать трубы, обладающие армированием, не сложнее обычных. Главное, перед началом сварки определить, какое армирование перед Вами. У некоторых производителей трубы необходимо зачищать, есть марки, чья продукция и не требует зачистки. Труба со стекловолокном, имеем это в виду, в зачистки не нуждается.
Трубы, армированные алюминием в среднем слое, подразумевают зачистку, но на практике это никто не делает, так как контакта металла в зоне пайки нет.
Пайка трубы, у которой алюминий находится в верхнем слое, без зачистки – запрещена! Правильно спаять можно любой материал, главное — соблюдать технологии при выполнении работ.
-
Соединение ППР труб без пайки
Полипропиленовый трубопровод собрать без пайки и соответствующего инструмента невозможно. Так как данная труба выполнена из полимера, то нанести на ней резьбу возможно, но несущей способностью она обладать не будет. Поэтому никакой альтернативы раструбной сварки нет.
-
Типичные ошибки при сварке труб и как их избежать
Таблица с типичными ошибками расположена ниже.
| Описание неправильного соединения | Возможные причины неправильного соединения | Внешний вид сварного соединения |
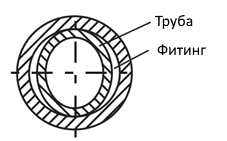
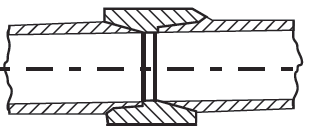
| Неправильное соединение по причине деформации трубы. | Деформация или овальность конца трубы или фитинга; неправильная фиксация напорной трубы и фитинга; неисправность зажимного приспособления. | |
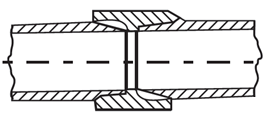
| Неправильное соединение из-за недостаточного захода конца трубы в раструб фитинга. | Конец трубы обрезан не под прямым углом; недостаточное время нагрева; недостаточная температура нагреваемых насадок; смещение по оси трубы и фитинга в период охлаждения; слишком длительное время захода трубы в раструб фитинга после оплавления. | |
| Неправильное соединение из-за образования пустот в сварном соединении. | Наличие царапин и надрезов на поверхности трубы; труба не сцентрирована в раструбе фитинга; неправильная механическая обработка трубы; превышение размеров допусков диаметра трубы или раструба фитинга. | |
| Неправильное соединение с недостаточно полным свариванием и с разъединением в плоскости сварки | Загрязнение свариваемых поверхностей; загрязнение рабочих поверхностей сменных нагревательных насадок; термическое повреждение мате-риала. | |
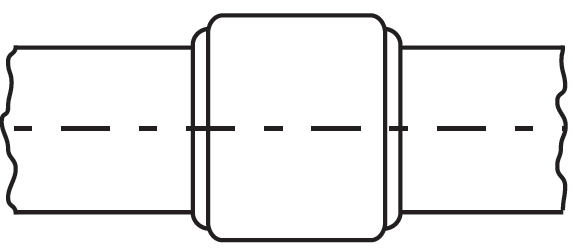
| Зауженное поперечное сечение трубы. | Превышение усилия захода трубы в раструб или превышение усилия сжатия стыка; Превышение времени нагрева материала; Превышение рабочей температуры сварки; | |
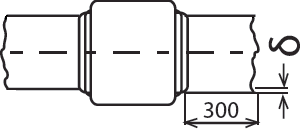
| Угловое отклонение. | Ошибка соосности трубы и фитинга при формировании сварного соединения (при монтаже напорного трубопровода разрешается отклонение от оси не более чем на б = 0,2%); дефект оборудования. | |
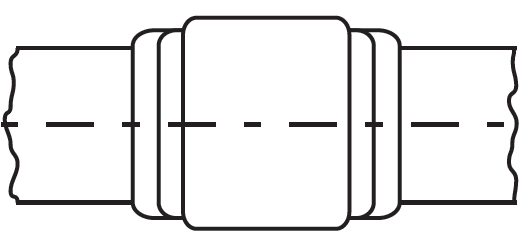
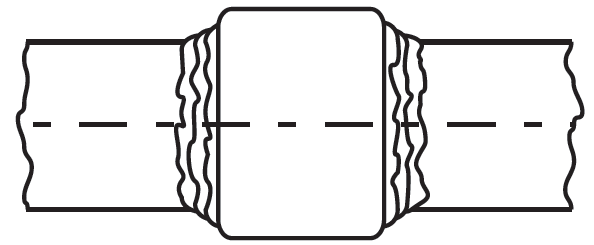
| Неправильное образование грата при сварке с одной или обеих сторон (точечный или по всей длине шва) | Превышение температуры сменных нагревательных насадок; Превышение времени нагрева материала; | |
| Недостаточная высота грата, его отсутствие с одной или с обеих сторон сварного шва | Недостаточная температура сменных нагревательных насадок; Недостаточное время нагрева материала; | |
| Форма грата в виде наплывов (слоистая форма) или его отсутствие в части или по всей длине сварного шва |
|

Система из полипропиленовых труб и фитингов, бесспорно, одна из самых надежных!
Сети внутридомового отопления, разводка хвс и гвс, выполненные из них – прочны и просты с точки зрения технологии монтажа. Мы можем порекомендовать продукцию завода SLT Aqua как надежную (подтверждено большим опытом эксплуатацией на объектах) и доступную (цены находятся в среднем ценовом диапазоне).
Выбрав полипропиленовые трубы и фитинги «СЛТ Аква» для отопления, Вы точно не пожалеете ни на секунду: на производстве осуществляется армировака ПП-Р каждой трубы так, чтобы слой был максимально большим, а значит, линейное удлинение минимальным.
Звоните, мы будем рады Вам помочь!
Сварка полипропиленовых труб
- Для сварки полипропиленовых труб понадобиться комплект инструмента состоящий из:
На сварочном аппарате с помощью шестигранника закрепляем нагревательные элементы соответствующие размеру полипропиленовых труб.- Прежде чем перейдем к порядку сварки полипропиленовых труб предлагаю ознакомится, с общими принципами подобных соединений.
- Сварка полипропиленовых труб своими руками производится враструб.
Иногда этот же процесс называют пайка полипропилена.
На сварочном аппарате, как мы видели ранее закрепляются нагревательные элементы, муфта и дорн для каждого размера трубы.
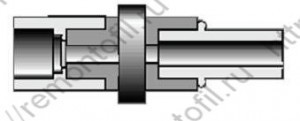
Муфта нагревает внешнюю поверхность полипропиленовой трубы, фитинг нагревается дорном. После истечения требуемого времени нагрева и достижения оплавления поверхности полипропиленовой трубы и внутренней поверхности фитинга, труба и фитинг удаляются из нагревательных элементов, совмещаются в осевом направлении и охлаждаются (естественно, без доп.мер)
У качественных полипропиленовых труб внешний диаметр трубы больше диаметра муфты (номинального диаметра), а внутренний диаметр фитинга меньше диаметра дорна. То есть без нагрева не возможно совместить трубу и фитинг друг с другом, и без нагрева не получится совместить трубу с нагревательной муфтой, а фитинг с дорном.
Когда мы совмещаем трубу с нагревательной муфтой, наружний слой полипропиленовой трубы оплавляется в форме валика ( так называемого грата) и начинает выдавливаться наружу, внутренняя поверхность фитинга также прогревается с образованием незначительного грата, и это уже позволит войти трубе в муфту, вытесняя воздух из поверхности контакта, и после остывания обеспечив надежное соединение.
Но тут стоить отметить, что некачественные полипропиленовые трубы и фитинги неизвестных производителей очень часто имеют диаметры отличные от требуемых, то есть труба без нагрева входит в нагревательную муфту, или с очень небольшим усилием. При нагреве грат практически не образуется и о надежном соединение можно забыть.
Не устраивайте эксперименты и внимательно отнеситесь к выбору производителя труб, даже если Вы делаете бюджетный ремонт квартиры своими руками. Из производителей с гарантированным качеством хочется отметить: Aquatherm, Hydroplast (HP) (без всякой рекламы, а как совет)
Сварка полипропиленовых труб Инструкция
Установить на сварочном аппарате температуру сварки полипропилена 240-260, температура не зависит от диаметра трубы. При сварке полипропилена враструб происходит быстрый нагрев материала с небольшим внутренним напряжением.
Но эти напряжения буду компенсированы за счет двойной стенки (труба-фитинг) в зоне сварки полипропилена, и плюс к этому площадь сварки очень большая.
Температура сварочного аппарата поддерживается автоматически, но после нагрева и отключения ламп нагрева, можно выключить одну из спиралей, это продлит срок службы вашего аппарата.
Работу начинаем после выключения обеих контрольных ламп нагрева.
Трубу и фитинг перед началом сварки обязательно обезжирить!
Совмещаем фитинг с дорном до упора и одновременно вводим трубу в нагревательную муфту до метки!
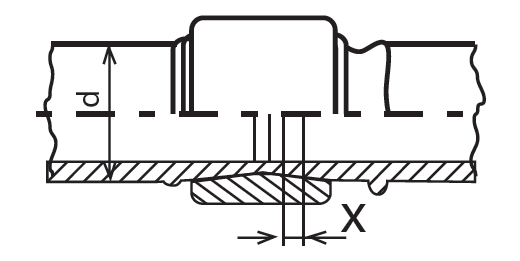
И вот тут внимание новичков. На трубе перед началом сварки, необходимо сделать отметку, на расстоянии равном глубине фитинга минус 2-3мм на грат.


Это позволит избежать возможных заужений сечения трубы при сварке. Глубже этой метки, вводить трубу в нагревательную муфту не следует.
На нагревательных элементах поворачивать трубу или фитинг разрешается не более чем на 10 градусов.
После установленного время нагрева, быстро ( но без паники) снимаем фитинг и трубу с нагревательных элементов.
Таблица установленного время нагрева полипропиленовых труб и фитингов (ориентировочно)
Вводим трубу в фитинг до метки! При это необходимо избегать искривлений, то есть следить за соосностью, ровностью и т.п., после совмещения и при остывании уже ничего не исправлять!

Для исключения поворота трубы относительно фитинга при совмещении,следим за монтажными отметками на фитингах и осевой линией трубы.
При их отсутствии, перед началом сварки, нанести осевые метки на фитинг и трубу.
Совмещаем – контролируем отсутствие искривлений – метка – неподвижно фиксируем (усилий не прикладываем).
Сварка полипропиленовых труб своими руками выполнена
Для тех кто будет пробовать впервые, советую прикупить десяток разных фитингов, можно взять недорогие турецкие и потренироваться на них. Сваривая, разрезая сварку и проверяя отсутствие заужений и других дефектов.
- Если производится сварка полипропиленовых труб для холодной воды PN 10, то следует учесть, что стенка у них значительно тоньше, стенки фитинга PN25, поэтому труба вводиться в нагревательную муфту чуть позже и обязательно контрольная метка глубины на трубе!
- Чем больше размер трубы, тем больше требуется усилий для совмещения с нагревательными элементами.
- Нагревательные элементы тефлоновые, но если в процессе пайки полипропилена, появились оплывы, то очищать следует аккуратно, деревянной палочкой.
- В следующей статье Вы можете ознакомиться с основами монтажа полипропиленовых труб.
Как выполняется пайка полипропиленовых труб – правила соединения
Содержание:
Полипропиленовые (ПП/ППР) трубы – это одно из самых популярных изделий для самостоятельного создания трубопроводов в домашних условиях. В статье речь пойдет о том, как производится пайка ПП труб: необходимые инструменты, технология монтажа и т.д.
Аппараты для пайки ПП труб
Начинается инструкция по пайке полипропиленовых труб с этапа выбора инструмента, которым будут производиться монтажные работы. Если учесть, что между собой все сегменты труб объединяются посредством пайки, то нужно подобрать эффективный паяльник.
Иногда говорят, что полипропиленовые трубы свариваются между собой, но это ошибочное заявление, поскольку способ их соединения называется пайкой и никак иначе. Использование различных механических креплений (прессовых фитингов или резьбы) вовсе исключается из-за своей непригодности для монтажа ППР труб.
Современные сварочные аппараты для ПП труб различаются лишь формой нагревателя:
- круглого сечения;
- плоский (внешне немного схож с простым утюгом, отчего его так периодически и называют).
Фактически между некоторыми разновидностями аппаратов для сварки, посредством которых может быть выполнена пайка полипропиленовых труб, имеются лишь различия в конструкции.
Если речь идет о круглом нагревателе, то на него надеваются тефлоновые насадки под трубы и закрепляются по принципу хомута, а плоская конструкция предполагает накручивание насадок с двух сторон.
Других же индивидуальных особенностей у этих инструментов нет, а задачу они выполняют одну – пайка пропиленовых труб своими руками с высокой эффективностью и скоростью.
В специализированных магазинах паяльник изначально продается с набором насадок.
Самым дешевым является вариант китайского производства, где в комплекте содержится устройство мощностью в 800 ватт, крепеж-подставка под него и 3 стандартных насадки под трубы с сечением в 2, 2,5 и 3,2 сантиметра.
Такой набор является оптимальным, если речь идет о работе исключительно в условиях одного здания, где имеется лишь трубы указанных диаметров.

Для труб большего размера (4, 5 или 6,3 сантиметра) понадобиться более дорогостоящий набор с полноценным комплектом насадок.
Лучшие устройства, естественно, продаются в странах Европы, где производители заботятся о качестве своей продукции, а потому обеспечивают ей максимальную надежность и предельный срок эксплуатации.
«Как правильно паять полипропиленовые трубы – теория и практика».
Лучшие наборы содержат в себе не только приспособление для пайки полипропиленовых труб и полный комплект насадок к нему, но еще и набор дополнительных инструментов и защитных средств:
- специальные ножницы для резки ПП труб под прямым углом;
- ключ-шестигранник;
- отвертка (крест);
- измерительная рулетка;
- перчатки, но даже при их наличии не стоит забывать об элементарных правилах безопасности.
По стандарту нагревательный элемент делают таким, чтобы на него можно было установить 2-3 насадки разных размеров. Это значительно облегчает работу и позволяет выполнять монтаж системы, в которой сочетаются трубы с различными сечениями.
Аппарат обязательно делается мощным, поскольку с его помощью нужно в кротчайшие сроки выполнить равномерный прогрев крупного элемента (настройка производится под трубы диаметром от 6,3 сантиметра).
В домашних условиях можно применять «утюг» с мощностью в 0,7-1 киловатт, а более 1 киловатта – это мощность для профессионального агрегата, но и стоят последние, естественно, гораздо дороже.
«Какие бывают утюги для пайки труб – варианты, преимущества и недостатки, способы использования».
Специфика монтажных работ при работе с ПП трубами
Перед тем как паять ППР трубы нужно собрать все необходимые инструменты из перечисленного выше списка. Возможна замена ножниц для идеально ровной резки трубы под прямым углом на сочетание стусла и ножовки.
Стусло при желании даже можно создать своими руками: важно лишь получить максимально прочный фиксатор для трубы. Если резка труб выполнялась именно таким способом (со стуслом и ножовкой), то срез нужно очистить от любых шероховатостей, заусениц, как с внешней, так и с внутренней стороны.
«Как выполняется спайка полипропиленовых труб – инструменты и технологии».
Разметка труб также должна выполняться с высокой точностью. Любое соединение подразумевает, что труба будет заткнута в тройник или фитинг на определенное расстояние, которое называют глубиной пайки. Такой запас длины должен соблюдаться на каждом сегменте. Вставляя трубу нужно обязательно отмечать границы, по которые будет производиться их вставка.
Глубина, на которую необходимо задвигать трубу в прогреваемые соединители, зависит от диаметра этих труб (первое значение – диаметр трубы, а второе – запас длины под вставку):
- 2 сантиметра – 1,4-1,7 сантиметра;
- 2,5 сантиметра – 1,5-1,9 сантиметра;
- 3,2 сантиметра – 1,6-2,2 сантиметра;
- 4 сантиметра – 1,8-2,4 сантиметра;
- 5 сантиметров – 2-2,7 сантиметра;
- 6,3 сантиметров – 2,4-3 сантиметра.
Более точное значение можно получить лишь после того, как будут подобраны фитинги, поскольку нужно учитывать, что в один такой соединитель буду входить сразу две трубы, а значит, его ширина должна быть не меньше двух заступов (из тех, что указаны в списке выше).
Также нередко производится пайка армированных полипропиленовых труб, отличающихся от простых тем, что на них нанесен слой алюминиевой фольги, стекловолокна или волокна на основе базальта.
Довольно часто трубы от различных производителей выглядят по-разному.
В случае, если данный слой нанесен не по центру, а ближе к наружному краю трубы, то перед тем как начать спайку, нужно зачистить этот слой на длину заступа трубы.
Последовательность проведения пайки
Для начала подготавливается паяльник: устанавливаются нужные насадки, подбирается оптимальная температура. Обычно температурный режим, установленный производителями труб, – это 260-270 градусов по Цельсию.
Естественно, нельзя трубу перегревать (материал просто деформируется), но и недогрев приведет к тому, что будет нарушена герметичность соединения, а качество и надежность всей системы снизятся.
Сеанс пайки также должен быть проведен строго по времени, которое напрямую зависит от диаметра трубы.
При стандартной температуре в 260 градусов по Цельсию устанавливаются следующие сочетания «длина – время» (время указывается тремя промежутками, поскольку пайка выполняется в три этапа: нагрев, фиксация стыка, сварка (охлаждение)):
- 2 сантиметра – 6/4-6/2 секунд;
- 2,5 сантиметра – 7/4-10/2 секунд;
Как паять полипропиленовые трубы
Сварка полипропиленовых труб невозможна без проведения ряда предварительных работ. Поверхности необходимо протереть ветошью и обезжирить с помощью специальных жидкостей.
После этого работы нужно выполнять в следующем порядке:
- Разогрев сварочного аппарата. Время накала напрямую зависит от температуры окружающей среды и может занимать от 2 до 10 минут. Оптимальная температура – около 260 градусов.
- Проверка режущих инструментов. Для качественной спайки огромную роль играет и срез – он должен быть идеально ровным, без трещин и заусениц. Если такового не получается, необходимо хорошо заточить инструмент и проверить качество среза на тестовом образце.
- Подготовка труб. Перед началом работ их нужно разрезать по заранее определенным размерам. Если предстоит спаивать элементы диаметром более 4 см, на конце следует сделать скос под углом в 45 градусов. Такой подход позволит избежать задирания при попытке соединения.
- Разметка. Обязательным действием перед началом работ является разметка глубины захода трубы в фитинг. Заводить ее до упора категорически запрещено! Внутри должен оставаться зазор примерно в 1 мм.
Для тех, кто желает выполнять все работы исключительно по правилам, существует специальная таблица, где четко прописаны температура и время нагрева для наиболее распространенных вариантов труб.
Технология пайки полипропиленовых труб работаем самостоятельно без бригады сантехников
Любое жилище требует системы отопления. Существуют нетрадиционные технологии, вроде русской печи или обогревателя «булерьян», но это скорее исключение, чем правило.
Традиционные стальные или чугунные трубы практически не применяются. В первом случае – вездесущая коррозия, а чугун требует сварочных работ.
Альтернативный материал – медь. Трубы из этого металла практически вечные, достаточно легко обрабатываются, и обладают достаточной прочностью. Есть и недостаток – высокая стоимость.
То же самое относится к водопроводу. Стальные трубы быстро приходят в негодность, становятся инкубатором для размножения бактерий. С медью также все понятно.
С недавнего времени домовладельцам предложен компромиссный вариант – пенопропилен. Трубы из этого материала имеют продолжительный срок службы, абсолютно равнодушны к коррозии и не притягивают к себе известковый налет.
Пайка полипропиленовых труб своими руками — подготовка
Для начала разберем технологию. Труба и соединительный элемент (хомут, тройник или уголок с внутренним диаметром, соответствующим наружному размеру трубы) плотно входят друг у друга. Место стыка необходимо сделать герметичным. Никакой клей или уплотнитель не подойдет. Технология соединения заложена в свойствах полипропилена.
Точка размягчения (как и точка росы) должна определяться автоматически, или «на глазок»? Вопросов много. Чтобы спайка полипропиленовых труб не отвалилась в первый же отопительный сезон.
- Рассмотрим особенности технологии
- Подбираем правильную трубу
- Речь идет не о размере, а о классификации по температуре и прочности.
- Самый недорогой вариант – PN-10. Тонкие стенки, слабая прочность. Можно использовать для системы «теплый пол» при температуре теплоносителя до 50°С. Также подходит для вторичной сети водопровода (без высокого давления).
- Если вы прокладываете напорную трубу – ее класс должен быть PN-16. Можно использовать в системе отопления при температуре, не превышающей 60°С.
- Следующий класс PN-20 применяется в любых системах, кроме парового отопления. Это самый распространенный вариант труб, но не самый экономный (в плане стоимости).
- И наконец, армирования алюминиевой фольгой труба PN-25. Самая прочная и термостойкая конструкция. Выдерживает высокое давление при температуре 95°С.
Разумеется, характеристики применения несколько условны. Например, вы можете использовать трубу PN-10 для отопления, но срок ее службы сократится с положенных 50 лет, до 5-10. Или трубопровод класса PN-16, разогретый до 90°С, может не выдержать штатного для холодной воды давления.
Температура пайки полипропиленовых труб
Собственно нагрев производится при 255-265°С, это стандарт для большинства труб. Если требуется иная величина – в документации к материалу это будет указано. Главное условие, которое надо соблюсти – это время нагрева, стыковки и остывания. Величина зависит от диаметра трубы.
Таблица режимов нагрева
Пояснения к таблице
- Глубина нахлеста, это расстояние, на которое погружается одна труба внутрь другой
- Время разогрева – труба прикладывается к паяльнику с установленной температурой
- Время соединения – насколько долго можно двигать трубы относительно друг друга при стыковке
- Время остывания – набор установленной прочности соединения
- Температура пайки устанавливается с учетом погодных условий.
Выбор паяльника
Существует множество производителей и конструкций. Критерии выбора просты – хорошее дешевым не бывает. И наоборот.
Пайка труб из полипропилена – процесс
- Сначала готовим места соединений с помощью специального инструмента. На поверхности не должно быть никаких заусенцев и раковин. По окончании проверяем трубы, стыкуя их без нагрева. Контакт должен быть плотным, без перекосов. Перед началом нагрева трубы следует очистить от грязи и жирных пятен. Наличие на полипропилене следов смазки, уменьшит адгезию при соединении.
- Затем прогреваем сварочный аппарат (паяльник) до необходимой температуры. Прибор должен располагаться на устойчивом основании, не касаясь стен и мебели нагревательным элементом.
Оборудование и инструменты для сварки полипропиленовых труб
- Монтаж полипропиленовых труб на сварке обеспечивает максимальную надежность и герметичность узлов соединения при условии качественного выполнения работ и соблюдения технологического регламента.
- Так как соединенные при помощи сварки детали трубопровода невозможно переварить заново, аккуратности работ следует уделить должное внимание, используя для их выполнения специальное оборудование и инструменты.
Набор инструментов, используемый для сварки полипропиленовых труб, следующий:
- Набор инструментов, используемый для сварки полипропиленовых труб, следующий:
- паяльник, называемый также аппаратом для сварки;
- набор насадок различного типоразмера для сварки (каждая насадка состоит из дорна для нагрева фитинга и гильзы для нагрева участка трубы);
- специальные ножницы для разрезания труб на участки нужного размера;
- торцеватель для обработки краев труб перед сваркой (служит для удаления алюминиевой фольги с торцов);
Кроме этого оборудования для выполнения сварки необходимо иметь под рукой рулетку, штангенциркуль и спиртовой маркер. Наличие полного перечня инструментов позволит избежать лишней суеты при возникновении необходимости определения размеров по месту и выполнить работу максимально качественно.
Основным элементом оборудования является аппарат для сварки полипропиленовых труб (или паяльник) с набором насадок. Аппарат представляет собой нагревательное устройство, сходное по принципу работы с обычным утюгом. Для автоматического поддержания заданных параметров температуры паяльник оборудован терморегулятором.
Поверхность нагрева паяльника имеет отверстия для присоединения насадок различного диаметра (стандартные типоразмеры насадок, входящих в сварочный комплект: 20, 25, 32, 40 мм). Для удобства работы с трубами различного диаметра в большинстве аппаратов для сварки полипропиленовых труб имеется возможность подключения сразу нескольких типов насадок.
Параметры сварки изделий из полиэтилена и полипропилена
Индекс текучести расплава материалов (MFR)
Сварка полиэтилена высокой плотности (PE-HD, ПЭНД)
Изделия из полиэтилена высокой плотности группы плавления с индексом 005 (MFR 190/5:0,4-0,7 г/10 мин.), группы 010 (MFR 190/5:0,7-1,3 г/10 мин.) или группы 003 (MFR 190/5:0,3г/10 мин.
) и 005 (MFR 190/5:0,4-0,7 г/10 мин.) пригодны для сварки друг с другом.
Это подтверждается нормами DVS 2207 часть 1 (DVS — Немецкий союз сварщиков) и подтверждается в документах DVGW (Немецкий союз по газу и воде).
Сварка полипропиленов: полипропилен-гомополимер (РР тип 1, РР-Н) и полипропилен-блоксополимер (PP тип 2, РР-С, PP-R)
Свариваемость полипропиленов указана в пределах группы индекса плавления 006 (MFR 190/5:0,4-0,8 г/10мин.). Это подтверждается нормами DVS 2207 часть 11.
Температура процесса сварки полипропилена и полиэтилена
Сварка горячим газом
| Воздух, л/мин. | Температура в сопле форсунки ˚ С | Скорость газа см/мин | ||||
| Диаметр форсунки, мм | Диаметр скоростной форсунки | |||||
| 3 | 4 | 3 | 4 | |||
| Сварка полиэтилена | 60-7060-7060-70 | 300-340300-340270-300# | 10-1510-15- | ок.10ок.10- | 50-6050-6025-30 | 40-5040-5020-25 |
| Сварка полипропилена | 60-7060-7060-70 | 280-320280-320280-320 | ок.10ок.10ок.10 | 50-6050-6050-60 | 40-5040-5040-50 |
Сварка ручным экструдером
| Температура экструдата, замеренная на выходе из форсунки, º C | Температура воздуха, замеренная в форсунке подачи теплого воздуха, ºC | Количество воздуха, литров/мин. | |
| PE твердыйPP | 200-230200-240 | 210-240210-250 | 350-400350-400 |
Влияние влажности
Свариваемые изделия (листы, плиты) и сварочный пруток из полиэтилена и полипропилена могут при определенных условиях поглощать влагу.
В результате исследований, произведенных рядом производителей, было выявлено, что из полиэтилена и полипропилена сварочные прутки из полиэтилена и полипропилена абсорбируют влагу в зависимости от материала и окружающей среды.
При экструзионной сварке наличие влаги может проявиться в форме раковин в шве или грубой поверхности шва. Этот феномен усиливается с увеличением толщины шва.
С целью предотвращения подобных нежелательных последствий были разработаны следующие рекомендации:
- Установка влаго- и масло-сеператоров в системе подачи воздуха,
- Недопущение существенной разницы температур свариваемых деталей (конденсатная влага),
- Хранение сварочного прутка, по возможности, в сухом месте,
- Сушка сварочного прутка при температуре 80°C в течение не менее 12 час,
- Сварка широких швов (>18мм) за несколько проходов.
В зависимости от типа нагревания полипропилена и полиэтилена различают следующие виды сварки:
- Сварка термопластов горячим воздухом (феном)
- Сварка термопластов экструдером
- Сварка термопластов с помощью нагревательного элемента
- Сварка термопластов высокой частотой
- Сварка термопластов лазером
Что такое сварка полипропиленовых труб
Полипропилен отличается повышенной жесткостью, и, для создания систем требуемой конфигурации, используются фитинги из того же материала. Это различные уголки, тройники, обходы, переходники, муфты и т.п. С трубами они соединяются при помощи пайки.
Этот процесс называют еще сваркой, но суть его не меняется: два элемента разогреваются до температуры плавления и, в горячем состоянии, соединяются друг с другом.
При правильном выполнении, соединение получается монолитным и служит ничуть не меньше, чем сами трубы.
Фитинги для полипропиленовых труб позволяют создать систему любой конфигурации
Для соединения полипропилена с металлами есть комбинированные фитинги, в которых одна часть сделана из металла и соединяется при помощи резьбового соединения, а вторая — полипропиленовая — сваривается.
Чем паять
Сварка полипропиленовых труб происходит при помощи специального устройства, которое называют паяльником или сварочным аппаратом. Это небольшая металлическая платформа, внутри которой находится электрическая спираль, разогревающая поверхность. Из-за такой конструкции этот агрегат еще называют утюгом.
Две конструкции устройства для сварки ПП труб
Для соединения двух элементов, сращиваемые поверхности нагревают до температуры плавления (+260°). Чтобы разогреть элемент на нужную глубину, на сварочную платформу устанавливаются две разные металлические насадки с тефлоновым покрытием:
- для нагрева внутренней поверхности используется дорн (меньшего диаметра);
- для разогрева наружной поверхности ставят гильзу.
Насадки для пайки полипропиленовых труб
Два соединяемых элемента одновременно надеваются на соответствующие насадки, выдерживаются определенный промежуток времени (несколько секунд), затем соединяются. Так происходит сварка полипропиленовых труб.